一种振镜焊接吹气装置的制作方法
1.本实用新型涉及焊接技术领域,尤其是指一种振镜焊接吹气装置。
背景技术:
2.焊接:也称作熔接、镕接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。 焊接通过下列三种途径达成接合的目的:
3.1、熔焊
‑‑
加热欲接合之工件使之局部熔化形成熔池,熔池冷却凝固后便接合,必要时可加入熔填物辅助,它是适合各种金属和合金的焊接加工,不需压力。
4.2、压焊
‑‑
焊接过程必须对焊件施加压力,属于各种金属材料和部分金属材料的加工。
5.3、钎焊
‑‑
采用比母材熔点低的金属材料做钎料,利用液态钎料润湿母材,填充接头间隙,并与母材互相扩散实现链接焊件。适合于各种材料的焊接加工,也适合于不同金属或异类材料的焊接加工。
6.现代焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。
7.在新能源行业各构件生产过程中,传统的准直激光头配置不满足客户产能需求,现引进振镜激光头用于动力电池结构件焊接,提高单位时间产能,但现有的振镜焊接对于焊接产品的焊接,因对于产品焊接后的外观不会太过在意,在焊接时不注重产品的焊接变形,这样便会让焊接出现产品外观不如人意之状。
技术实现要素:
8.本实用新型是为了克服现有技术中焊接不注重产品焊接时外观变形的不足,提供了一种可通过压料和吹气进行焊接的振镜焊接吹气装置。
9.为了实现上述目的,本实用新型采用以下技术方案:
10.一种振镜焊接吹气装置,包括电磁阀、压料板和压料气缸,所述压料板上设有置物孔,所述电磁阀置于置物孔内,所述电磁阀上设有若干个置物槽和若干个空腔,所述空腔与置物槽一一对应,所述置物槽上均匀分布有若干个吹气孔,所述空腔与吹气孔连通,所述压料气缸上设有气缸轴,所述压料板通过气缸轴与压料气缸连接,所述压料板上设有若干个进气孔,所述进气孔的所在位置与空腔的所在位置上下对应。
11.通过压料板上的置物孔可放置电磁阀,电磁阀上的若干个置物槽可放置需焊接的产品,通过压料气缸可让压料气缸上的气缸轴上下移动,以此操作压料气缸可让气缸轴连接的压料板下压,置物槽内的产品就可开始压料工作,而通过压料板上的若干个进气孔可施以气压,进气孔的所在位置与电磁阀上的空腔的所在位置上下对应,压料板下压时,压料板的进气孔便可与空腔连通,进气孔内的气压经空腔流通至空腔连通的吹气孔排出,吹气孔均匀分布于置物槽上,排出的气压便对产品有吹气效果,这样便达到了可通过压料和吹气进行焊接的目的。
12.作为优选,所述电磁阀的底部连接有垫块,所述压料板底部与垫块底部的距离等于进气孔与空腔的距离。这样设计通过电磁阀底部连接的垫块可让电磁阀的底部与压料板的底部有距离,压料板底部与垫块底部的距离等于进气孔与空腔的距离,压料板下压至压料板底部与垫块底部在一个平面上,进气孔便会与空腔连通,简单实用。
13.作为优选,所述压料板上对称分布有若干个连接板,所述连接板置于压料板的顶部,所述压料气缸包含若干个,若干个压料气缸与连接板一一对应,所述连接板的一端与压料板连接,所述连接板的另一端通过气缸轴与压料气缸连接。这样设计通过压料板上的连接板可让压料板与气缸轴做好连接,这样操作压料气缸便也会使气缸轴带动连接板上下移动,压料板顺势随连接板移动,若干个连接板对称分布于压料板上,保证了压料板移动时稳定,减小压料板移动偏向一边的概率。
14.作为优选,所述进气孔置于连接板的下方,所述进气孔的所在位置与压料气缸的所在位置相对应。这样设计通过气孔的所在位置与压料气缸的所在位置相对应可让外部的充气管同时连通压料气缸和进气孔,充气工作进行时,进气孔内和压料气缸内同时被施以气压。
15.作为优选,还包括气泵,所述气泵上连通有软质管,所述软质管上设有出气口一、出气口二和出气口三,所述气泵通过出气口一与气泵连通,所述气泵通过出气口二与进气孔连通,所述气泵通过出气口三与压料气缸连通。这样设计通过出气口一可让气泵工作时气压经出气口一灌入软质管内,再通过软质管上的出气口二将气压灌入出气口二连通的进气孔内,同时通过软质管上的出气口三将气压灌入出气口三连通的压料气缸内。
16.作为优选,所述出气口三与压料气缸的连通处置于压料气缸的顶部。这样设计通过连通处置于压料气缸的顶部的出气口三可向压料气缸内灌以气压,压料气缸内的结构的顶部便受气压影响向下移动。
17.本实用新型的有益效果是:可达到可通过压料和吹气进行焊接的目的;能开启压料板的下压工作;可启动吹气工作。
附图说明
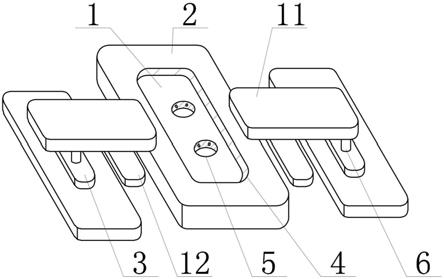
18.图1是本实用新型的总体布置图;
19.图2是本实用新型的置物槽的结构示意图;
20.图3是本实用新型压料板的一种工作示意图;
21.图4是本实用新型压料板的另一种工作示意图;
22.图5是本实用新型的软质管的连接示意图。
23.图中:1、电磁阀,2、压料板,3、压料气缸,4、置物孔,5、置物槽,6、气缸轴,7、吹气孔,8、进气孔,9、空腔,10、垫块,11、连接板,12、气泵,13、出气口一,14、出气口二,15、出气口三。
具体实施方式
24.下面结合附图和具体实施方式对本实用新型做进一步的描述。
25.如图1、图2、图3和图4所示的实施例中,一种振镜焊接吹气装置,包括电磁阀1、压料板2和压料气缸3,压料板2上设有置物孔4,电磁阀1置于置物孔4内,电磁阀1上设有若干
个置物槽5和若干个空腔9,空腔9与置物槽5一一对应,置物槽5上均匀分布有若干个吹气孔7,空腔9与吹气孔7连通,压料气缸3上设有气缸轴6,压料板2通过气缸轴6与压料气缸3连接,压料板2上设有若干个进气孔8,进气孔8的所在位置与空腔9的所在位置上下对应。电磁阀1的底部连接有垫块10,压料板2底部与垫块10底部的距离等于进气孔8与空腔9的距离。压料板2上对称分布有若干个连接板11,连接板11置于压料板2的顶部,压料气缸3包含若干个,若干个压料气缸3与连接板11一一对应,连接板11的一端与压料板2连接,连接板11的另一端通过气缸轴6与压料气缸3连接。进气孔8置于连接板11的下方,进气孔8的所在位置与压料气缸3的所在位置相对应。
26.如图5所示,还包括气泵12,气泵12上连通有软质管,软质管上设有出气口一13、出气口二14和出气口三15,气泵12通过出气口一13与气泵12连通,气泵12通过出气口二14与进气孔8连通,气泵12通过出气口三15与压料气缸3连通。出气口三15与压料气缸3的连通处置于压料气缸3的顶部。
27.首先将需要焊接的产品放置于电磁阀1上的置物槽5内,产品受置物槽5的限位不可随意移动,接着将软质管做好连通工作,软质管通过出气口一13与气泵12连通,软质管通过出气口二14与进气孔8连通,软质管通过出气口三15与压料气缸3连通,软质管可选择橡胶管,不仅连通工作顺利而且可让橡胶管转弯,不影响橡胶管内的流通效果。
28.然后开启气泵12的工作,气泵12便会产生气压,气压经出气口一13灌入于橡胶管内,经橡胶管的导向,气压一边经出气口三15灌入于压料气缸3内,出气口三15与压料气缸3的连通处置于压料气缸3的顶部,灌入的气压便会对压料气缸3内结构的顶部有压力效果,压料气缸3内结构便受力下压,压料气缸3上的气缸轴6便被下压,而连接板11的一端与压料板2连接,连接板11的另一端通过气缸轴6与压料气缸3连接,气缸轴6通过连接板11将压料板2带动下压,压料板2便会对置物槽5内的结构有下压工作,与此同时,气压经出气口二14流通,压料板2未被下压时,进气孔8与电磁阀1上的空腔9并未连通,气压被阻挡后重新返回,再通过出气口三15处灌入于压料气缸3内,压料板2下压后,因压料板2底部与垫块10底部的距离等于进气孔8与空腔9的距离,进气孔8便会与空腔9连通,由出气口二14而来的气压便会灌入空腔9内,空腔9与置物槽5上的吹气孔7连通,气压便对置物槽5内的产品有吹气效果,这样便达到了可通过压料和吹气进行焊接的目的。
29.在下压和吹气的效果下焊接,减少了产品焊接变形的概率,获得均匀、光滑的焊接外观,可靠实用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1