一种空调骨架模具的制作方法
1.本实用新型涉及空调骨架加工技术领域,具体涉及一种空调骨架模具。
背景技术:
2.空调即空气调节器,调节温度、湿度、挂式空调是一种用于给空间区域一般为密闭,提供处理空气温度变化的机组,目前空调的市场需求非常大在安装空调时需要通过金属支架将空调外机安装在墙体上,在生产空调骨架时,通常是将金属板通过冲压的形式进行加工,将平板冲压成直角状来提高空调骨架的支撑性能。
3.现有技术存在以下不足:现有的空调骨架生产中,由于通过气缸冲压的形式进行加工,金属材料在冲压后由于自身具有弹性恢复能力,在应力作用下,不能一次成型,存在一定的加工误差,不方便使用。
4.因此,发明一种空调骨架模具很有必要。
技术实现要素:
5.为此,本实用新型提供一种空调骨架模具,通过设置冲压装置,将制作空调骨架的原料板,通过送料装置平缓送入到工作台顶部,通过压边轮一、压边轮二和压边轮三分步将空调骨架原料板进行挤压弯折,方便在送料的同时进行弯折,提高了工作效率,同时通过连续挤压可消除应力,以解决提高空调骨架加工精度和效率的问题。
6.为了实现上述目的,本实用新型提供如下技术方案:一种空调骨架模具,包括送料装置、冲压装置、裁切装置和冲孔装置,所述送料装置右侧设有冲压装置,所述冲压装置右侧设有裁切装置,所述裁切装置右侧设有冲孔装置,所述送料装置包括工作台,所述工作台顶部外侧固定安装电机防护罩,所述电机防护罩设有三组,所述电机防护罩内壁固定安装电机二,所述电机二内侧设有轴承座一,左端所述电机二输出端固定连接压边轮一,所述压边轮一端部与左端所述轴承座一活动连接,所述压边轮一外壁开设压边槽一,所述压边槽一夹角设置为150
°
,所述压边轮一右侧设有压边轮二,所述压边轮二外壁开设压边槽二,所述压边槽二夹角设置为120
°
,所述压边轮二右侧设有压边轮三,所述压边轮三外壁开设压边槽三,所述压边槽三夹角设置为90
°
。
7.优选的,所述工作台内壁固定安装电机一,所述电机一输出端固定安装送料轮,所述送料轮外壁开设凹槽,所述凹槽与空调骨架原料板配合使用。
8.优选的,所述压边轮二和压边轮三均通过电机二和轴承座一连接,所述压边轮一、压边轮二和压边轮三间距相等。
9.优选的,所述裁切装置包括定型座,所述定型座固定安装在工作台顶部,所述定型座位于压边轮三右侧。
10.优选的,所述定型座内壁开设直角通孔,所述直角通孔配合空调支架定型使用。
11.优选的,所述定型座顶部固定安装气缸一,所述气缸一输出端延伸至定型座内壁。
12.优选的,所述气缸一输出端固定安装切割刀头,所述切割刀头设置为配合切断空
调骨架使用。
13.优选的,所述冲孔装置包括气缸二,所述气缸二对称设有四组,所述气缸二固定安装在定型座顶部,所述气缸二输出端固定安装冲压板。
14.优选的,所述冲压板底部固定安装冲压头。
15.优选的,所述冲压装置包括两组压边轮三,两组所述压边轮三相邻设置,两组所述压边轮三通过电机二和轴承座一连接。
16.本实用新型的有益效果是:
17.1.将制作空调骨架的原料板,通过送料装置平缓送入到工作台顶部,通过压边轮一、压边轮二和压边轮三分步将空调骨架原料板进行挤压弯折,方便在送料的同时进行弯折,提高了工作效率;
18.2.将挤压成型后的空调骨架通入到定型座内持续进行定性处理,防止空调骨架发生恢复现象,具体提高加工精度的作用,同时通过将空调骨架在直角通孔内固定,方便通过切割刀头进行分割和通过冲压头进行冲压螺孔,方便提高加工效率。
附图说明
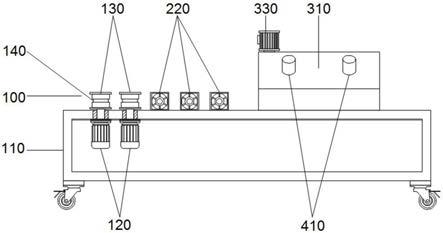
19.图1为本实用新型提供的主视图;
20.图2为本实用新型提供的裁切装置剖视结构示意图;
21.图3为本实用新型提供的冲孔装置剖视结构示意图;
22.图4为本实用新型提供的俯视图;
23.图5为本实用新型提供的实施例2中压边轮三俯视图。
24.图中:送料装置100、工作台110、电机一120、送料轮130、凹槽140、冲压装置200、电机防护罩210、电机二220、压边轮一230、压边槽一231、轴承座一240、压边轮二250、压边槽二251、压边轮三260、压边槽三261、裁切装置300、定型座310、直角通孔320、气缸一330、切割刀头331、冲孔装置400、气缸二410、冲压板420、冲压头430。
具体实施方式
25.以下结合附图对本实用新型的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本实用新型,并不用于限定本实用新型。
26.实施例1:
27.参照附图1-4,本实用新型提供的一种空调骨架模具,包括送料装置100、冲压装置200、裁切装置300和冲孔装置400,具体的,所述送料装置100右侧设有冲压装置200,所述冲压装置200右侧设有裁切装置300,所述裁切装置300 右侧设有冲孔装置400,所述送料装置100包括工作台110,所述工作台110顶部外侧固定安装电机防护罩210,所述电机防护罩210设有三组,所述电机防护罩210内壁固定安装电机二220,所述电机二220内侧设有轴承座一240,左端所述电机二220输出端固定连接压边轮一230,所述压边轮一230端部与左端所述轴承座一240活动连接,所述压边轮一230外壁开设压边槽一231,所述压边槽一231夹角设置为150
°
,所述压边轮一230右侧设有压边轮二250,所述压边轮二250外壁开设压边槽二251,所述压边槽二251夹角设置为120
°
,所述压边轮二250右侧设有压边轮三260,所述压边轮三260外壁开设压边槽三261,所述压边槽三261夹角设置为90
°
;
28.送料装置100具有输送空调骨架原料板的作用,冲压装置200具有将空调骨架原料板挤压成折形空调骨架,裁切装置300具有裁切空调骨架的作用,冲孔装置400具有冲压螺孔的作用,电机防护罩210具有安装电机二220的作用,电机二220设置为ylj500d,电机二220具有方便驱动压边轮一230、压边轮二 250和压边轮三260转动的作用,压边轮一230配合压边槽一231使用,具有方便将空调骨架原料板弯折成150
°
的作用,压边轮二250和压边槽二251具有方便将空调骨架原料板弯折成120
°
的作用,压边轮三260和压边槽三261具有方便将空调骨架原料板弯折成90
°
的作用的作用;
29.进一步地,所述工作台110内壁固定安装电机一120,所述电机一120输出端固定安装送料轮130,所述送料轮130外壁开设凹槽140,所述凹槽140与空调骨架原料板配合使用,具体的,电机一120设置为ylj500d,电机一120具有方便驱动送料轮130的作用,送料轮130通过凹槽140配合使用卡接空调骨架原料板,通过对空调骨架原料板外壁产生摩擦力,从而带动空调骨架原料板向右侧移动进行送料;
30.进一步地,所述压边轮二250和压边轮三260均通过电机二220和轴承座一240连接,所述压边轮一230、压边轮二250和压边轮三260间距相等,具体的,轴承座一240具有方便安装和转动压边轮一230、压边轮二250和压边轮三 260的作用;
31.进一步地,所述裁切装置300包括定型座310,所述定型座310固定安装在工作台110顶部,所述定型座310位于压边轮三260右侧,具体的,定型座310 具有方便定型空调骨架的作用;
32.进一步地,所述定型座310内壁开设直角通孔320,所述直角通孔320配合空调支架定型使用,具体的,直角通孔320具有方便穿过空调骨架的作用;
33.进一步地,所述定型座310顶部固定安装气缸一330,所述气缸一330输出端延伸至定型座310内壁,具体的,气缸一330具有驱动切割刀头331进行分割空调骨架的作用;
34.进一步地,所述气缸一330输出端固定安装切割刀头331,所述切割刀头 331设置为配合切断空调骨架使用,具体的,切割刀头331具有方便切割空调骨架的作用;
35.进一步地,所述冲孔装置400包括气缸二410,所述气缸二410对称设有四组,所述气缸二410固定安装在定型座310顶部,所述气缸二410输出端固定安装冲压板420,具体的,气缸二410具有方便推动冲压板420的作用;
36.进一步地,所述冲压板420底部固定安装冲压头430,具体的,冲压板420 具有方便安装多组冲压头430对空调骨架进行冲压螺孔的作用。
37.本实用新型的使用过程如下:在使用本实用新型时本领域技术人员通过将空调支架原料板插接到送料轮130表面的凹槽140内,通过驱动电机一120,在凹槽140摩擦力作用下,将空调骨架原料板向右侧输送,在空调支架原料板经过压边轮一230时,在压边轮一230与压边槽一231挤压作用下,空调支架原料板由平面板被挤压成夹角为150
°
折形板,再由压边轮二250和压边槽二251 挤压成夹角为120
°
折形板,再由压边轮三260和压边槽三261挤压成夹角为 90
°
折形板,然后将空调骨架通入到直角通孔320内进行定型,然后通过驱动气缸一330向下伸杆,通过切割刀头331对空调骨架左端部进行分割,然后再由气缸二410通过冲压头430对空调骨架表面冲压螺孔。
38.实施例2:
39.参照附图5,本实用新型提供的一种空调骨架模具,包括两组压边轮三260;
40.进一步地,两组所述压边轮三260相邻设置,两组所述压边轮三260通过电机二220和轴承座一240连接,具体的,设置两组压边轮三260方便对空调骨架持续加压定型,提高加工精度;
41.本实用新型的使用过程如下:在使用本实用新型时本领域技术人员通过将空调支架原料板插接到送料轮130表面的凹槽140内,通过驱动电机一120,在凹槽140摩擦力作用下,将空调骨架原料板向右侧输送,在空调支架原料板经过压边轮一230时,在压边轮一230与压边槽一231挤压作用下,空调支架原料板由平面板被挤压成夹角为150
°
折形板,再由压边轮二250和压边槽二251 挤压成夹角为120
°
折形板,再由压边轮三260和压边槽三261挤压成夹角为 90
°
折形板,通过两组压边轮三260和压边槽三261持续加压在空调骨架上,然后将空调骨架通入到直角通孔320内进行定型,然后通过驱动气缸一330向下伸杆,通过切割刀头331对空调骨架左端部进行分割,然后再由气缸二410 通过冲压头430对空调骨架表面冲压螺孔。
42.以上所述,仅是本实用新型的较佳实施例,任何熟悉本领域的技术人员均可能利用上述阐述的技术方案对本实用新型加以修改或将其修改为等同的技术方案。因此,依据本实用新型的技术方案所进行的任何简单修改或等同置换,尽属于本实用新型要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1