一种全自动的升降桌桌脚冲模的制作方法
1.本实用新型涉及模具加工技术领域,更具体地说涉及一种全自动的升降桌桌脚冲模。
背景技术:
2.在现今的社会,升降桌已经走进家居、办公等各领域,应用的范围也越来越广,需求也日益增多,为坐式办公人员带来健康的办公模式。在升降桌中,升降桌桌脚为必不可少的零件之一,因其形状的特殊性,需要通过模具进行多次冲制而成,而现有的模具需要分别安装在不同的冲床上,经多次安装、拆卸、转运,成本高,效率低,无法满足生产需要。
技术实现要素:
3.本实用新型的目的就是针对现有技术之不足,提供一种自动化程度高、结构合理、调整、维护及更换方便的全自动的升降桌桌脚冲模。
4.一种全自动的升降桌桌脚冲模,包括下作台和上作台,下作台和上作台一侧设有进料板,所述的下作台设有下模,上作台上设有上模;所述的下模包括拉伸凸模、第一下冲切模、第二下冲切模和下打筋模,上模包括拉伸凹模、第一上冲切模、第二上冲切模和上打筋模;由下模和上模组合,进行四工序的全自动冲压加工。本实用自动化程度高,一次上料后,经拉伸成形,二次冲切,一次打筋后,完成全部工序,中间无需再进行转运等工序,省却了人工成本,且效率高,成本低。
5.作为对上述方案的进一步完善和补充,本实用新型还包括以下附加技术特征:
6.所述的拉伸凸模包括凸模座、凸模和多个第一连接块,所述的凸模为组合结构;第一下冲切模包括第一滑块、第一脱料板、第一上冲切固定板和第一上冲切边固定板,所述的第一上冲切固定板为组合结构;所述的第二下冲切模包括第二滑块、第二脱料板、第二上冲切固定板、第二上冲切边固定板、第三脱料板和第三滑块,所述的第二上冲切固定板为组合结构;下打筋模包括第四滑块、第四脱料板和第二上冲切边固定板,所述的第二上冲切边固定板为组合结构。第一滑块、第二滑块、第三滑块和第四滑块上设有斜面。由各个带动力源的滑块驱动各上冲切固定板,固定升降桌桌脚,固定方式合理、稳固且快捷,各个上冲切固定板为组合结构,调整、维护及维修方便。
7.所述的拉伸凹模包括凹模座和凹模,所述的凹模为组合结构;所述的第一上冲切模包括第一压料板、第一插刀和第一冲头组,第一冲头组为组合结构;所述的第二上冲切模包括第二压料板、第二插刀和第二冲头组,第二冲头组为组合结构;所述的上打筋模包括第三压料板、第三插刀和第三冲头组,第三冲头组为组合结构。第一插刀、第二插刀和第三插刀上设有斜面。各冲头为组合结构,可以多个方位,多个方向进行冲切,且调整、维护及维修方便。
8.所述的第一滑块、第二滑块、第三滑块和第四滑块下方设有至少一个方向的氮气弹簧。氮气弹簧速度快,效率高。
9.所述的下模上设有导套,上模上设有导杆。通过导杆和导套的组合,保证了上模上下移动时,均为直线移动,保证了各零件的质量。
10.所述的第一插刀、第二插刀和第三插刀上分别设有多个耐磨块。通过耐磨块进行动作,耐磨,且寿命长。
11.所述的下模上设有多个下脱模座,上模上设有多个上脱模座和钩体,用于强制脱模。当氮气弹簧损坏或失效时,会将工件从模具上脱离下来,保证了下一工序的正常进行。
12.使用本实用新型可以达到以下有益效果:本实用自动化程度高,一次上料后,经拉伸成形,二次冲切,一次打筋后,完成全部工序,中间无需再进行转运等工序,省却了人工成本,且效率高,成本低。又本实用固定板、冲头采用模块化的组合结构,结构合理,调整、维护及更换方便,大大延长了使用寿命。
附图说明
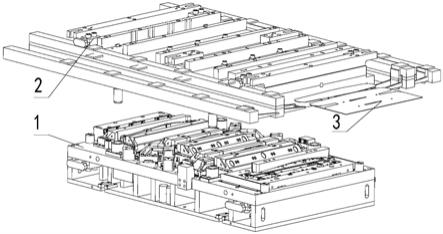
13.图1是本实用新型的结构示意图。
14.图2是本实用新型中下模4和上模5脱开的结构示意图。
15.图3是本实用新型中下模4的结构示意图。
16.图4是本实用新型中上模5的结构示意图。
17.图5是本实用新型中第一插刀522和第二插刀532的结构示意图。
18.图6是本实用新型中第三插刀542的结构示意图。
19.图7是本实用新型中升降桌桌脚经第一次冲切后的结构示意图。
20.图8是本实用新型中升降桌桌脚经第二次冲切后的结构示意图。
21.图9是本实用新型中升降桌桌脚经两侧打筋后的结构示意图。
22.图10是本实用新型中上模5工作状态的示意图。
具体实施方式
23.下面结合附图对本实用新型的具体实施方式进行详细描述。
24.如图1-10所示,本实用新型为一种全自动的升降桌桌脚冲模。
25.本实施例所述的全自动的升降桌桌脚冲模,包括下作台1和上作台2,下作台1和上作台2设在冲压设备上。下作台1和上作台2一侧设有进料板3,所述的下作台1设有下模4,上作台2上设有上模5;所述的下模4 包括拉伸凸模41、第一下冲切模42、第二下冲切模43和下打筋模44,上模5包括拉伸凹模51、第一上冲切模52、第二上冲切模53和上打筋模 54;由下模4和上模5组合,进行升降桌桌脚四工序的全自动冲压加工。由拉伸凸模41和拉伸凹模51进行升降桌桌脚的成形拉制,由第一上冲切模52和第一下冲切模42进行拉伸时的各边上的废料,进行冲制,由第二上冲切模53和第二下冲切模43进行各缺口的冲制,由上打筋模54和下打筋模44进行两侧筋的冲制。
26.进一步地,所述的拉伸凸模41包括凸模座411、凸模412和多个第一连接块413,凸模412通过多个第一连接块413固定在凸模座411上,所述的凸模412为组合结构,中间凸起零件为模块,左右及前后为多个结合块组合而成,模块通过结合块和第一连接块413固定在凸模座411上。凸模座411内侧的一个方向上设有斜面。
27.第一下冲切模42包括第一滑块421、第一脱料板422、第一上冲切固定板423和第一
上冲切边固定板424,所述的第一上冲切固定板423为组合结构,第一滑块421和第一脱料板422间设有多个第二连接块47;第一滑块421和第一脱料板422分别位于两侧,中间为第一上冲切固定板 423,第一上冲切固定板423前后两侧为第一上冲切边固定板424,升降桌桌脚通过第一上冲切固定板423和两侧的第一上冲切边固定板424固定,并通过带动力源的两第一滑块421驱动两第一脱料板422进行脱料。
28.所述的第二下冲切模43包括第二滑块431、第二脱料板432、第二上冲切固定板433、第二上冲切边固定板434、第三脱料板435和第三滑块 436,所述的第二上冲切固定板433为组合结构,第二滑块431和第二脱料板432间、第三脱料板435和第三滑块436间分别设有多个第二连接块 47;第二滑块431和第二脱料板432位于一侧,第三脱料板435和第三滑块436位于另一侧,中间为第二上冲切固定板433,第二上冲切固定板433 前后两侧,分别设有两个垂直距离设置的第二上冲切边固定板434,升降桌桌脚由第二上冲切固定板433和4个第二上冲切边固定板434进行固定,并由带动力源的第二滑块431和第三滑块436,分别驱动第二脱料板 432和第三脱料板435进行脱模。
29.第一滑块421、第二滑块431、第三滑块436和第四滑块441上设有斜面。
30.下打筋模44包括第四滑块441、第四脱料板442和第二上冲切边固定板434,所述的第二上冲切边固定板434为组合结构。第四滑块441和第四脱料板442分别位于两侧,第二上冲切边固定板434位于中间,升降桌桌脚通过第二上冲切边固定板434固定,由带动力源的第四滑块441 驱动第四脱料板442脱模。
31.进一步地,所述的拉伸凹模51包括凹模座511和凹模512,所述的凹模512为组合结构。
32.所述的第一上冲切模52包括第一压料板521、第一插刀522和第一冲头组523,第一冲头组523为组合结构,由多个加工部位的小冲头组成,第一压料板521上方设第一冲头组523,第一压料板521一侧设第一插刀 522。
33.所述的第二上冲切模53包括第二压料板531、第二插刀532和第二冲头组533,第二冲头组533为组合结构,由多个加工部位的小冲头组成;第二压料板531上方设第二冲头组533,第二压料板531一侧设第二插刀 532。
34.所述的上打筋模54包括第三压料板541、第三插刀542和第三冲头组543,第三冲头组543为组合结构,由多个相对应的加工部位的小冲头组成。第三压料板541上方设第三冲头组543,第三压料板541一侧设第三插刀542。
35.第一插刀522、第二插刀532和第三插刀542上设有斜面。
36.进一步地,所述的第一滑块421、第二滑块431、第三滑块436和第四滑块441下方设有至少一个方向的氮气弹簧。在第一滑块421、第二滑块431、第三滑块436下方设有二个方向的氮气弹簧。
37.进一步地,所述的下模4上设有导套45,上模5上设有导杆56。
38.进一步地,所述的第一插刀522、第二插刀532和第三插刀542上分别设有多个耐磨块55。
39.更进一步地,所述的下模4上设有多个下脱模座46,下脱模座46上分别固定第一上冲切边固定板424、第二上冲切边固定板434。上模5上设有多个上脱模座57和钩体58,下脱模座46和上脱模座57上设有相对应的斜面,经斜面滑移和钩体58的推动,进行辅助脱模。
40.当此全自动的升降桌桌脚冲模使用时,在冲压设备的下作台1上安装下模4,上作台2上安装上模5,同时调整好下模4和上模5的距离,上模5下移。凸模座411和左侧的第一滑块421斜面贴合。第一插刀522 左右两侧两个方向上的斜面,分别与右侧第一滑块421和第二滑块431 斜面贴合。第二插刀532上两个方向上的斜面,分别与第三滑块436和左侧第四滑块441斜面相贴合。第三插刀542上一个方向的斜面,和右侧第四滑块441斜面相贴合。将升降桌桌脚的板坯从进料板3进入,拉伸完成,由冲压设备上的机械手,依次转到第一冲切、第二冲切和打筋的固定板上,经三次冲制,即可完成升降桌桌脚的制作。
41.以上为本实用新型的优选实施方式,并不限定本实用新型的保护范围,对于本领域技术人员根据本实用新型的设计思路做出的变形及改进,都应当视为本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1