一种铜端头打孔攻丝机的制作方法
1.本实用新型涉及铜端头生产技术领域,尤其是涉及一种铜端头打孔攻丝机。
背景技术:
2.铜端头是一段封在绝缘塑料里面的金属片,一端或两端有孔可以插入导线,有的由螺丝用于紧固或者松开,比如两根导线,有时需要连接,有时又需要断开,这时就可以用端子把它们连接起来,并且可以随时断开,而不必把它们焊接起来或者缠绕在一起,很方便快捷。
3.铜端头在生产的过程中需要对其端部进行打孔作业,现有的铜端头打孔攻丝机需要人工手动将打孔端对准放置在钻头下方,工作效率较低。
技术实现要素:
4.本实用新型的目的在于提供一种铜端头打孔攻丝机,以解决现有技术中需要人工手动将打孔端对准放置在钻头下方,工作效率较低的技术问题。
5.本实用新型提供一种铜端头打孔攻丝机,包括物料振动盘、输送架、底座、转动轴、转动盘、转动电机、主动轮、从动轮、皮带、安装架、上料组件、打孔攻丝组件和两个定位组件,所述输送架设置在物料振动盘的出口端,所述输送架内设有若干个输送辊,所述底座设置在输送架远离物料振动盘的旁侧,所述转动轴转动安装在底座的顶部,所述转动盘与转动轴的顶端连接,所述转动电机竖直设置在底座的顶部,所述主动轮与转动电机的输出轴连接,所述从动轮安装在转动轴上,所述皮带套设在主动轮和从动轮的外部,所述安装架设置在底座的旁侧,并且安装架的顶端延伸至转动盘的上方,所述上料组件安装在安装架的顶部,并且上料组件延伸至输送架的上方,所述打孔攻丝组件设置在安装架的顶端,两个所述定位组件对称设置在转动盘的顶部。
6.优选的,每个所述定位组件均包括定位模具、两个滑槽和两个插板,两个所述滑槽对称设置在转动盘的顶部,每个所述滑槽内均设有若干个等间距设置的插槽,所述定位模具滑动安装在两个滑槽上,两个所述插板分别与两个滑槽内的插槽插接配合,两个所述插板用于对定位模具进行限位,所述定位模具的顶部设有定位槽,所述定位模具上还设有与定位槽连通的钻孔。
7.优选的,所述转动盘上设有与钻孔对应的排屑孔,所述转动盘的底部设有与排屑孔连通的回收箱,所述回收箱的底端呈倾斜状,所述回收箱的底端侧壁上设有矩形槽,所述矩形槽内铰接有拉门,所述拉门上设有拉手,所述回收箱的两侧外壁上分别设有用于对拉门进行限位的限位件,所述限位件包括固定块、旋转轴和挡板,所述固定块安装在回收箱的外壁上,所述旋转轴转动安装在固定块上,所述挡板与旋转轴远离固定块的端部连接,并且挡板的内壁与拉门的外壁贴合。
8.优选的,所述上料组件包括连接板、安装板、第一丝杆滑台、第一液压推杆、固定板、承载板、驱动电机、横板、第二丝杆滑台、气夹和两个连接柱,所述连接板与安装架的顶
部连接,所述安装板安装在连接板的底部,所述第一丝杆滑台水平设置在安装板的底部,所述第一液压推杆竖直设置在第一丝杆滑台的移动端上,所述固定板与第一液压推杆的输出端连接,两个所述连接柱对称设置在固定板的底部,所述承载板与两个连接柱的底部连接,所述驱动电机竖直设置在承载板的顶部,并且驱动电机的输出轴延伸至承载板的底部下方,所述横板与驱动电机的输出轴连接,所述第二丝杆滑台水平设置在横板的底部,所述气夹安装在第二丝杆滑台的移动端上,并且气夹位于输送架的上方。
9.优选的,所述打孔攻丝组件包括第三丝杆滑台、第二液压推杆、升降板、打孔电机和钻头,所述第三丝杆滑台水平设置在安装架顶端,所述第二液压推杆竖直设置在第三丝杆滑台的移动端上,所述升降板与第二液压推杆的输出端连接,所述打孔电机竖直设置在升降板的顶部,并且打孔电机的输出轴延伸至升降板的底部下方,所述钻头与打孔电机的输出轴连接。
10.优选的,所述钻头的顶端设有螺纹段。
11.与现有技术相比较,本实用新型的有益效果在于:
12.(1)本实用新型通过物料振动盘工作将其中的铜端头依次输送至输送架内,然后若干个输送辊转动将铜端头依次输送至上料组件下方,接着上料组件工作将铜端头放入至其中一个定位组件内,上料组件同时能对铜端头的打孔端进行校准,随后转动电机工作带动转动盘转动,转动盘带动装有铜端头的定位组件转动至打孔攻丝组件下方,打孔攻丝组件工作对铜端头进行自动打孔攻丝作业,打孔攻丝作业后外界的机械手将铜端头取出,同时上料组件继续工作将另一个铜端头放入至另一个定位组件内,随后转动盘继续转动带动另一个定位组件转动至打孔攻丝组件下方,经过上述步骤,实现自动对铜端头进行打孔攻丝作业,同时自动对铜端头的打孔端进行校准,十分便捷,大大提高了工作效率。
13.(2)本实用新型通过定位槽对铜端头进行放置定位,不同型号的铜端头采用不同的定位模具,利用两个插板插入至两个滑槽内的插槽内快速对定位模具进行限位安装,定位模具无需使用螺栓进行固定,节约了定位模具的拆卸更换时间,钻孔方便打孔攻丝组件中的钻头对铜端头进行打孔攻丝。
14.(3)本实用新型当打孔攻丝组件对铜端头进行打孔攻丝时,废屑经过钻孔和排屑孔进入至回收箱内,回收箱对废屑进行收集,避免废屑到处堆积,不便于进行清理,当回收箱内的废屑过多时,人工转动旋转轴,旋转轴带动挡板转动,挡板转动至拉门分离,然后人工拉动拉手开启拉门,回收箱内的废屑经过矩形槽排出,回收箱的底端呈倾斜状,方便废屑从回收箱内快速排出。
附图说明
15.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
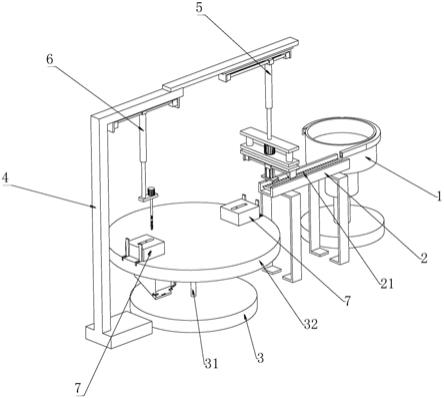
16.图1为本实用新型的立体结构示意图一;
17.图2为本实用新型的立体结构示意图二;
18.图3为本实用新型的局部立体结构示意图一;
19.图4为本实用新型的局部立体结构示意图二;
20.图5为图4中a处的放大图;
21.图6为本实用新型的局部立体结构示意图三;
22.图7为本实用新型的局部立体结构示意图四;
23.图8为本实用新型的局部立体结构示意图五;
24.图9为图8中b处的放大图;
25.图10为本实用新型的回收箱的立体结构示意图。
26.附图标记:
27.1、物料振动盘;2、输送架;21、输送辊;3、底座;31、转动轴;32、转动盘;33、转动电机;34、主动轮;35、从动轮;36、皮带;37、排屑孔;4、安装架;5、上料组件;51、连接板;52、安装板;53、第一丝杆滑台;54、第一液压推杆;55、固定板;56、承载板;57、驱动电机;58、横板;581、第二丝杆滑台;582、气夹;583、连接柱;6、打孔攻丝组件;61、第三丝杆滑台;62、第二液压推杆;63、升降板;64、打孔电机;65、钻头;66、螺纹段;7、定位组件;71、定位模具;72、滑槽;73、插板;74、插槽;75、定位槽;76、钻孔;8、回收箱;81、矩形槽;82、拉门;83、拉手;84、限位件;85、固定块;86、旋转轴;87、挡板。
具体实施方式
28.下面将结合附图对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。
29.通常在此处附图中描述和显示出的本实用新型实施例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本实用新型的实施例的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施例。
30.基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
31.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
32.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
33.下面结合图1至图10所示,本实用新型实施例提供了一种铜端头打孔攻丝机,包括物料振动盘1、输送架2、底座3、转动轴31、转动盘32、转动电机33、主动轮34、从动轮35、皮带36、安装架4、上料组件5、打孔攻丝组件6和两个定位组件7,输送架2设置在物料振动盘1的出口端,输送架2内设有若干个输送辊21,底座3设置在输送架2远离物料振动盘1的旁侧,转动轴31转动安装在底座3的顶部,转动盘32与转动轴31的顶端连接,转动电机33竖直设置在
底座3的顶部,主动轮34与转动电机33的输出轴连接,从动轮35安装在转动轴31上,皮带36套设在主动轮34和从动轮35的外部,安装架4设置在底座3的旁侧,并且安装架4的顶端延伸至转动盘32的上方,上料组件5安装在安装架4的顶部,并且上料组件5延伸至输送架2的上方,打孔攻丝组件6设置在安装架4的顶端,两个定位组件7对称设置在转动盘32的顶部;通过物料振动盘1工作将其中的铜端头依次输送至输送架2内,然后若干个输送辊21转动将铜端头依次输送至上料组件5下方,接着上料组件5工作将铜端头放入至其中一个定位组件7内,上料组件5同时能对铜端头的打孔端进行校准,随后转动电机33工作带动转动盘32转动,转动盘32带动装有铜端头的定位组件7转动至打孔攻丝组件6下方,打孔攻丝组件6工作对铜端头进行自动打孔攻丝作业,打孔攻丝作业后外界的机械手将铜端头取出,同时上料组件5继续工作将另一个铜端头放入至另一个定位组件7内,随后转动盘32继续转动带动另一个定位组件7转动至打孔攻丝组件6下方,经过上述步骤,实现自动对铜端头进行打孔攻丝作业,同时自动对铜端头的打孔端进行校准,十分便捷,大大提高了工作效率。
34.具体地,每个定位组件7均包括定位模具71、两个滑槽72和两个插板73,两个滑槽72对称设置在转动盘32的顶部,每个滑槽72内均设有若干个等间距设置的插槽74,定位模具71滑动安装在两个滑槽72上,两个插板73分别与两个滑槽72内的插槽74插接配合,两个插板73用于对定位模具71进行限位,定位模具71的顶部设有定位槽75,定位模具71上还设有与定位槽75连通的钻孔76;通过定位槽75对铜端头进行放置定位,不同型号的铜端头采用不同的定位模具71,利用两个插板73插入至两个滑槽72内的插槽74内快速对定位模具71进行限位安装,定位模具71无需使用螺栓进行固定,节约了定位模具71的拆卸更换时间,钻孔76方便打孔攻丝组件6中的钻头65对铜端头进行打孔攻丝。
35.具体地,转动盘32上设有与钻孔76对应的排屑孔37,转动盘32的底部设有与排屑孔37连通的回收箱8,回收箱8的底端呈倾斜状,回收箱8的底端侧壁上设有矩形槽81,矩形槽81内铰接有拉门82,拉门82上设有拉手83,回收箱8的两侧外壁上分别设有用于对拉门82进行限位的限位件84,限位件84包括固定块85、旋转轴86和挡板87,固定块85安装在回收箱8的外壁上,旋转轴86转动安装在固定块85上,挡板87与旋转轴86远离固定块85的端部连接,并且挡板87的内壁与拉门82的外壁贴合;当打孔攻丝组件6对铜端头进行打孔攻丝时,废屑经过钻孔76和排屑孔37进入至回收箱8内,回收箱8对废屑进行收集,避免废屑到处堆积,不便于进行清理,当回收箱8内的废屑过多时,人工转动旋转轴86,旋转轴86带动挡板87转动,挡板87转动至拉门82分离,然后人工拉动拉手83开启拉门82,回收箱8内的废屑经过矩形槽81排出,回收箱8的底端呈倾斜状,方便废屑从回收箱8内快速排出。
36.具体地,上料组件5包括连接板51、安装板52、第一丝杆滑台53、第一液压推杆54、固定板55、承载板56、驱动电机57、横板58、第二丝杆滑台581、气夹582和两个连接柱583,连接板51与安装架4的顶部连接,安装板52安装在连接板51的底部,第一丝杆滑台53水平设置在安装板52的底部,第一液压推杆54竖直设置在第一丝杆滑台53的移动端上,固定板55与第一液压推杆54的输出端连接,两个连接柱583对称设置在固定板55的底部,承载板56与两个连接柱583的底部连接,驱动电机57竖直设置在承载板56的顶部,并且驱动电机57的输出轴延伸至承载板56的底部下方,横板58与驱动电机57的输出轴连接,第二丝杆滑台581水平设置在横板58的底部,气夹582安装在第二丝杆滑台581的移动端上,并且气夹582位于输送架2的上方;通过第一液压推杆54工作带动气夹582向下移动一定距离,然后第二丝杆滑台
581工作带动气夹582移动至与输送架2内的铜端头对应,随后气夹582工作对输送架2内的铜端头进行夹取,接着第一丝杆滑台53工作带动气夹582移动至定位模具71的上方,若此时气夹582夹取的铜端头的打孔端与钻孔76不对应,驱动电机57工作带动横板58转动,横板58带动气夹582转动,气夹582带动铜端头的打孔端转动至与钻孔76对应,最后第一液压推杆54继续工作带动气夹582向下移动,气夹582向下移动将铜端头放入至定位槽75内,实现对铜端头的自动上料,方便下一步打孔攻丝组件6对铜端头进行打孔攻丝作业。
37.具体地,打孔攻丝组件6包括第三丝杆滑台61、第二液压推杆62、升降板63、打孔电机64和钻头65,第三丝杆滑台61水平设置在安装架4顶端,第二液压推杆62竖直设置在第三丝杆滑台61的移动端上,升降板63与第二液压推杆62的输出端连接,打孔电机64竖直设置在升降板63的顶部,并且打孔电机64的输出轴延伸至升降板63的底部下方,钻头65与打孔电机64的输出轴连接;通过第三丝杆滑台61工作带动钻头65移动至于钻孔76对应,然后打孔电机64工作带动钻头65转动,钻头65转动的同时第二液压推杆62工作带动其向下移动,钻头65转动的同时向下移动对铜端头的打孔端进行打孔,打孔完成后再对所打的孔进行攻丝作业。
38.具体地,钻头65的顶端设有螺纹段66;螺纹段66方便钻头65对其所打的孔进行攻丝。
39.本实用新型的工作原理:通过物料振动盘1工作将其中的铜端头依次输送至输送架2内,然后若干个输送辊21转动将铜端头依次输送至上料组件5下方,接着上料组件5工作将铜端头放入至其中一个定位组件7内,上料组件5同时能对铜端头的打孔端进行校准,随后转动电机33工作带动转动盘32转动,转动盘32带动装有铜端头的定位组件7转动至打孔攻丝组件6下方,打孔攻丝组件6工作对铜端头进行自动打孔攻丝作业,打孔攻丝作业后外界的机械手将铜端头取出,同时上料组件5继续工作将另一个铜端头放入至另一个定位组件7内,随后转动盘32继续转动带动另一个定位组件7转动至打孔攻丝组件6下方,经过上述步骤,实现自动对铜端头进行打孔攻丝作业,同时自动对铜端头的打孔端进行校准,十分便捷,大大提高了工作效率。
40.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1