一种气嘴压装设备的制作方法
1.本实用新型涉及涡轮增压器制造技术领域,特别涉及一种气嘴压装设备。
背景技术:
2.目前增压器气嘴压装主要采用手工敲装或液压设备,而手工敲装对操作工要求较高,且会对产品造成损坏,而使用液压设备容易影响生产节拍,故此专利采用气缸装置,目的是解决现有设备带来的不足,同时气缸压装过程中可以调节下压速度,简化压装过程。
技术实现要素:
3.本实用新型的目的是克服现有技术存在的缺陷,提供一种效率高、 适用于流水化生产的气嘴压装设备。
4.实现本实用新型目的的技术方案是:一种气嘴压装设备,具有工作台面;所述工作台面上的底板上安装有用于放置待加工产品的定位盘;所述定位盘的一侧通过支承柱安装有主支撑板;所述主支撑板上活动连接有压块;所述压块的上端对应设有气缸,下端开设有放置气嘴的放置槽,且下端对应待加工产品的压装位置设置;所述气缸安装于架设在支架上的气缸支撑板上。
5.上述技术方案所述主支撑板上固定有限位块;所述限位块紧靠压块设置。
6.上述技术方案所述定位盘上开设有与待加工产品相契合的凹陷或凸起,且定位盘上设有至少一个定位柱。
7.上述技术方案所述气缸的执行端与压块相连。
8.上述技术方案所述压块与主支撑板之间通过复位弹簧相连。
9.上述技术方案所述工作台面安装于型材支架上。
10.上述技术方案所述型材支架的下端安装有脚轮。
11.采用上述技术方案后,本实用新型具有以下积极的效果:
12.(1)本实用新型将待加工的压壳装入定位盘中,调节压装位置;将气嘴装入压块内,使气嘴自由落在压壳气嘴孔倒角处;打开气缸开关,气缸下压至限位块顶住主支撑板;压装完成,气缸开关关闭;抬起压块,取出产品。
13.(2)本实用新型的主支撑板上固定有限位块,限位块紧靠压块设置,可以避免压装过渡,导致待加工的压壳损坏。
14.(3)本实用新型的定位盘上开设有凹陷;凹陷与待加工产品相契合,凹陷内设有至少一个定位柱,可以将待加工的压壳准确定位,减少校准位置的时间,且降低因压装位置误差导致的报废率。
附图说明
15.为了使本实用新型的内容更容易被清楚地理解,下面根据具体实施例并结合附图,对本实用新型作进一步详细的说明,其中
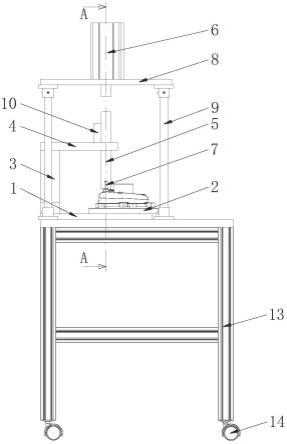
16.图1为本实用新型的结构示意图;
17.图2为本实用新型的a-a方向的剖视图;
18.图3为本实用新型的立体结构示意图;
19.图4为本实用新型的使用状态图。
具体实施方式
20.见图1至图4,本实用新型具有工作台面;工作台面上的底板1上安装有用于放置待加工产品的定位盘2;定位盘2的一侧通过支承柱3安装有主支撑板4;主支撑板4上活动连接有压块5,且主支撑板4上固定有限位块10;限位块10紧靠压块5设置;压块5的上端对应设有气缸6,下端开设有放置气嘴的放置槽7,且下端对应待加工产品的压装位置设置;气缸6安装于架设在支架9上的气缸支撑板8上。
21.定位盘2上开设有凹陷;凹陷与待加工产品相契合,凹陷内设有一个定位柱12,该定位柱12与待加工的压壳边缘的安装孔对应设置。工作台面安装于型材支架13上,型材支架13的下端安装有脚轮14,便于整个装置的移动,凹陷对应压壳的底部形状设置。
22.也可以将凹陷修改为凸起11,该凸起11对应压壳下端的内圈设置,从而对压壳进行一个限位。
23.本实用新型的工作原理为:将待加工的压壳装入定位盘2中,调节压装位置;将气嘴装入压块5内,使气嘴自由落在压壳气嘴孔倒角处;打开气缸6开关,气缸6下压至限位块10顶住主支撑板4;压装完成,气缸6开关关闭;抬起压块5,取出产品。
24.在上述实施例中,可在压块5与主支撑板4之间连接设置复位弹簧,通过复位弹簧来实现压块5的复位。也可以考虑将气缸6的执行端与压块5相连,实现压块5的往复。
25.以上所述的具体实施例,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种气嘴压装设备,具有工作台面;其特征在于:所述工作台面上的底板上安装有用于放置待加工产品的定位盘;所述定位盘的一侧通过支承柱安装有主支撑板;所述主支撑板上活动连接有压块;所述压块的上端对应设有气缸,下端开设有放置气嘴的放置槽,且下端对应待加工产品的压装位置设置;所述气缸安装于架设在支架上的气缸支撑板上。2.根据权利要求1所述的气嘴压装设备,其特征在于:所述主支撑板上固定有限位块;所述限位块紧靠压块设置。3.根据权利要求1或2所述的气嘴压装设备,其特征在于:所述定位盘上开设有与待加工产品相契合的凹陷或凸起,且定位盘上设有至少一个定位柱。4.根据权利要求3所述的气嘴压装设备,其特征在于:所述气缸的执行端与压块相连。5.根据权利要求3所述的气嘴压装设备,其特征在于:所述压块与主支撑板之间通过复位弹簧相连。6.根据权利要求3所述的气嘴压装设备,其特征在于:所述工作台面安装于型材支架上。7.根据权利要求6所述的气嘴压装设备,其特征在于:所述型材支架的下端安装有脚轮。
技术总结
本实用新型涉及一种气嘴压装设备,具有工作台面;所述工作台面上的底板上安装有用于放置待加工产品的定位盘;所述定位盘的一侧通过支承柱安装有主支撑板;所述主支撑板上活动连接有压块;所述压块的上端对应设有气缸,下端开设有放置气嘴的放置槽,且下端对应待加工产品的压装位置设置;所述气缸安装于架设在支架上的气缸支撑板上。本实用新型将待加工的压壳装入定位盘中,调节压装位置;将气嘴装入压块内,使气嘴自由落在压壳气嘴孔倒角处;打开气缸开关,气缸下压至限位块顶住主支撑板;压装完成,气缸开关关闭;抬起压块,取出产品。取出产品。取出产品。
技术研发人员:张旸 陈展浩 蔡永君
受保护的技术使用者:江苏毅合捷汽车科技股份有限公司
技术研发日:2021.09.26
技术公布日:2022/8/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1