一种U型肋组装焊接胎架的制作方法
一种u型肋组装焊接胎架
技术领域
1.本实用新型涉及焊接胎架技术领域,尤其涉及一种u型肋组装焊接胎架。
背景技术:
2.现如今,钢结构桥梁越来越多的应用到大型桥梁建造当中,钢结构桥梁具有强度高、刚度大、跨度大等优点,同时相对于混凝土桥梁可减少自重,施工安全快速。钢结构桥梁分解为多个部件在工厂制造,工地现场拼接,具有工厂加工、现场施工周期短等主要优势。
3.钢桥面板或底板一般布置有并行的、数量较多的u型肋,u型肋的焊接量大,面板或底板的焊接变形也增大。股在保证u型肋的焊缝质量外,还需减少u型肋焊接后的变形,通常需要制定专属组装焊接胎架,然而定制的专属组装焊接胎架一次性加工量大,整体加工完成后如果局部出现问题调整量大,而且因为是定制的,其通用性较差,这无疑增加了u型肋的加工成本。
技术实现要素:
4.针对现有u型肋焊接胎架一次性加工量、不易调整且通用性较差的问题,本实用新型的目的在于提供一种u型肋组装焊接胎架,其能够分次加工且组装方便,在局部出现问题时调整方便,而且通用性较好,利用加工成本控制。
5.为达到上述目的,本实用新型公开了一种u型肋组装焊接胎架,其包括若干平台单元和若干连接件,所述平台单元并排设置并通过所述连接件连接成平台;
6.所述平台单元包括底架、以及固定在底架上的至少一反变形模板和两组调节压紧机构;
7.所述调节压紧机构包括固定板、锁紧螺栓以及压紧板,所述固定板上设有调节槽,所述压紧板上设有限位孔,所述锁紧螺栓穿过调节槽和限位孔将压紧板限位于反变形模板的上方。
8.优选地,所述底架包括两根相互平行设置且由h型钢制成的钢梁以及连接这两根钢梁的连接板或连接梁,所述固定板的两侧分别与两根钢梁的上翼板固定连接;所述反变形模板固定在钢梁的上翼板上。
9.优选地,所述固定板与两根钢梁的上翼板的内面贴合。
10.优选地,每组平台单元板包括两块反变形模板,且这两块反变形模板相互对齐并分别固定在两根钢梁的上翼板上,所述压紧板的两端分别超出这两块反变形模板。
11.优选地,所述锁紧螺栓包括螺头、螺杆、垫片和螺母,所述螺头与两根钢梁的腹板配合将锁紧螺栓限制为不可转动。
12.优选地,所述连接件为与所述钢梁相同型号的h型钢。
13.优选地,所述连接件的两端还设有一体成型的凸出部,所述凸出部与所述钢梁的翼板和/或腹板固定连接。
14.优选地,所述平台单元还包括若干用于保证所述反变形模板垂直度和强度的加劲
板。
15.本实用新型具有以下有益效果:
16.本实用新型通过多个并排设置的平台单元拼接形成胎架平台,利于分次加工而且组装方便,当某一个平台单元出现问题时将该平台单元拆卸下来替换一个新的上去,工作量相对较小,方便快捷。通过反变形模板和调节压紧机构配合可以将面板或底板拱起一定弧度,以抵消焊接过程中产生的变形,使得焊接u型肋后的面板或底板其变形量在控制范围内。通过调整锁紧螺栓在调节槽中的位置可以使得胎架可以适配不容宽度的面板或底板,提升胎架的通用性,使得加工成本得以降低。
附图说明
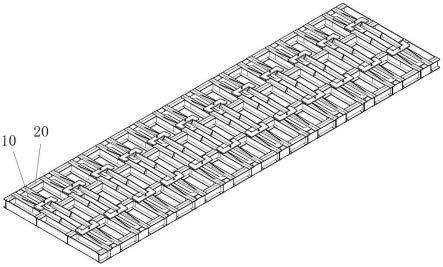
17.图1为本实用新型的示意图。
18.图2为本实用新型使用时的示意图。
19.图3为平台单元的连接示意图。
20.图4为锁紧螺栓与横梁配合的示意图。
21.主要部件符号说明:
22.平台单元10,底架11,钢梁111,连接板112,反变形模板12,加劲板13,调节压紧机构14,固定板141,压紧板142,锁紧螺栓143;
23.连接件20,凸出部21;
24.面板30;
25.u型肋40。
具体实施方式
26.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。
27.如图1~4所示,本实用新型公开了一种u型肋组装焊接胎架,其包括多个平台单元10和诸多的连接件20,平台单元10并排设置并通过连接件20连接成平台,平台单元10的数量根据实际加工焊接u型肋40的面板30或底板长度来确定,两两相邻的平台单元10之间可以设置多个连接件20以加强连接关系。
28.平台单元10包括底架、以及固定在底架上的两块反变形模板12、两个以上的加劲板13以及两组调节压紧机构。
29.底架包括两根相互平行设置且由h型钢制成的钢梁111以及连接这两根钢梁111的连接板112或连接梁,连接板112或连接梁主要与钢梁111的下翼板焊接。作为优选方案,连接件20选用与钢梁111相同型号的h型钢,这样便于焊接并保证最终成型的胎架平台的平整度。此外,连接件20的两端还设有一体成型的凸出部21(通过将两端的翼板切除并保留腹板来得到),凸出部21与钢梁111的翼板和/或腹板固定连接,凸出部21的设置可以加强连接件20和平台单元10之间的连接强度,同时还起到加强横梁支撑力的作用。
30.两块反变形模板12相互对齐并分别固定在两根钢梁111的上翼板上,而加劲板13则与钢梁111和反变形模块焊接,用于保证反变形模板12垂直度和强度。
31.调节压紧机构包括固定板141、锁紧螺栓143以及压紧板142,固定板141的两侧分
别与两根钢梁111的上翼板固定连接,作为优选,固定板141与两根钢梁111的上翼板的内面贴合,这样固定板141不容易对反变形模板12造成干涉,利于保证反变形模板12平整度、安装和替换。在固定板141上设有调节槽1411,在压紧板142上设有限位孔,锁紧螺栓143穿过调节槽1411和限位孔将压紧板142限位于反变形模板12的上方。作为优选,压紧板142的两端分别超出这两块反变形模板12,这样压紧板142和反变形模板12配合可以更加可靠地将面板30或底板压紧固定。
32.为了便于将面板30或底板压紧锁定,锁紧螺栓143包括螺头、螺杆、垫片和螺母,螺头与两根钢梁111的腹板配合将锁紧螺栓143限制为不可转动,这样锁紧螺栓143只能沿调节槽1411滑动,螺杆不会转动,在旋动螺母时可以更快速地旋紧或旋松。
33.本实用新型的关键在于,通过多个并排设置的平台单元10拼接形成胎架平台,利于分次加工而且组装方便,当某一个平台单元10出现问题时将该平台单元10拆卸下来替换一个新的上去,工作量相对较小,方便快捷,而且拆卸下来的平台单元10反面还能利用起来,简单加工一下即可。此外,对于需要加长的情况,只需另外制备几个平台单元10和连接件20即可,方便快捷。通过反变形模板12和调节压紧机构配合可以将面板30或底板拱起一定弧度,以抵消焊接过程中产生的变形,使得焊接u型肋40后的面板30或底板其变形量在控制范围内。通过调整锁紧螺栓143在调节槽1411中的位置可以使得胎架可以适配不容宽度的面板30或底板,提升胎架的通用性,使得胎架不仅仅局限于单一产品的焊接,使得加工成本得以降低。
34.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1