一种汽车整车制造用冲压装置的制作方法
1.本技术涉及汽车制造技术领域,具体而言,涉及一种汽车整车制造用冲压装置。
背景技术:
2.目前,汽车冲压件,顾名思义,就是构成汽车零部件的金属冲压件。在汽车冲压件中,一部分经冲压后直接成为汽车零部件,另一部分经冲压后还需经过焊接、或机械加工、或油漆等工艺加工后才能成为汽车零部件,汽车冲压件品种繁多,如汽车减震器冲压件弹簧托盘、弹簧座、弹簧托架、端盖、封盖、压缩阀盖、压缩阀套、油封座、底盖、防尘盖、叶轮、油筒、支耳、支架等都属于汽车冲压件,参考相关设置,在对汽车冲压件制造过程中,冲压成型的冲压件有时会卡在冲压模具上,使得冲压件不易从冲压模具上脱落,同时,冲压装置不便进行防护,在冲压过程中存在挤伤操作人员的风险,降低了冲压装置的实用性。
技术实现要素:
3.为了弥补以上不足,本技术提供了一种汽车整车制造用冲压装置,旨在改善冲压件不易从冲压模具上脱落,会卡在模具上以及缺少防护容易造成人员损伤的问题。
4.本技术实施例提供了一种汽车整车制造用冲压装置,包括冲压组件和下料组件。
5.所述冲压组件包括防护箱、底座、下模具、支架、液压缸和上模具,所述底座固定连接于所述防护箱内底部,所述下模具设置于所述底座上,所述支架固定连接于所述底座上,所述液压缸设置于所述支架下表面,所述上模具固定连接于所述液压缸活塞端,且所述上模具与所述下模具对应设置,所述下料组件包括驱动电机、伸缩杆、支撑架、电动推杆和翘板,所述驱动电机固定安装于所述底座上,所述伸缩杆一端固定连接于所述驱动电机输出端,所述支撑架固定连接于所述伸缩杆另一端,且所述支撑架滑动连接于所述底座上表面,所述电动推杆设置于所述支撑架上,所述翘板转动连接于所述支撑架,且所述翘板一端转动连接于所述电动推杆活塞端。
6.在上述实现过程中,通过冲压组件的设置,在底座、下模具、支架、液压缸和上模具的配合下,可以对汽车配件进行冲压,通过防护箱的设置,可以使得冲压组件在防护箱内工作,避免设备在运行时,存在安全隐患,通过下料组件的设置,当冲压件卡在模具上不易脱落时,通过驱动电机、伸缩杆和支撑架的配合,可以将翘板插入到冲压件下方,通过电动推杆的作用,可以带动翘板在支撑架上转动,进而将冲压件从模具上翘起,使得冲压件可以方便的从而模具上脱落,通过上述的设置,可以在汽车冲压件冲压成型后,辅助冲压件从模具上脱落,避免冲压件卡在模具上不易脱落,影响后续使用,同时,可以对冲压装置起到防护,在冲压过程中,将工作区域和操作区域隔离开,减少挤伤操作人员的风险,提高冲压装置的实用性。
7.在一种具体的实施方案中,所述防护箱设置有吸音层,所述吸音层贴合设置于所述防护箱内壁四周。
8.在上述实现过程中,吸音层可以采用吸音棉制作,通过吸音层的设置,可以减少设
备运行过程中的噪声污染。
9.在一种具体的实施方案中,所述防护箱设置有防护门,所述防护门分别设置有铰链与锁扣,所述防护门通过所述铰链转动连接于所述防护箱上,且所述防护门与所述防护箱通过所述锁扣锁合。
10.在上述实现过程中,通过防护门的设置,方便操作人员操作防护箱内的设备,通过铰链的设置,方便防护门安装,通过锁扣的设置,方便防护门锁合。
11.在一种具体的实施方案中,所述防护门开设有观察窗,所述观察窗对应所述下模具与所述上模具设置。
12.在上述实现过程中,通过观察窗的设置,可以方便观察防护箱内的设备运行情况。
13.在一种具体的实施方案中,所述防护箱设置有感应器,所述感应器通过控制器与所述液压缸电性连接,所述防护门设置有感应块,所述感应块与所述感应器对应设置。
14.在上述实现过程中,通过感应器和感应块的设置,可以感应到防护门有没有关闭,当感应器感应不到感应块时,就无法操作设备对冲压件进行冲压,从而进一步提高了设备的安全性。
15.在一种具体的实施方案中,所述底座设置有支杆,所述伸缩杆转动贯穿于所述支杆。
16.在上述实现过程中,通过支杆的设置,可以对伸缩杆起到支撑限位作用。
17.在一种具体的实施方案中,所述驱动电机设置有防护罩,所述防护罩固定安装于所述底座上。
18.在上述实现过程中,通过防护罩的设置,可以对驱动电机起到良好的保护作用。
19.在一种具体的实施方案中,所述伸缩杆包括螺纹筒和螺纹杆,所述螺纹筒固定连接于所述驱动电机输出端,所述螺纹杆螺纹连接于所述螺纹筒,且所述螺纹杆一端固定连接于所述支撑架。
20.在上述实现过程中,通过螺纹筒和螺纹杆配合下,可以通过驱动电机调节伸缩杆长度,从而可以调节支撑架的位置。
21.在一种具体的实施方案中,所述支撑架包括固定座和支撑杆,所述固定座固定连接于所述伸缩杆一端,且所述固定座滑动连接于所述底座上,所述支撑杆固定连接于所述固定座上,且所述翘板转动连接于所述支撑杆一端。
22.在上述实现过程中,通过固定座的设置,可以方便支撑杆和电动推杆安装,通过支撑杆的设置,可以对翘板进行支撑,同时,可以在翘板起翘时,起到支点的作用。
23.在一种具体的实施方案中,所述翘板设置有耳座,所述耳座转动连接于所述支撑杆。
24.在上述实现过程中,通过耳座的设置,可以方便翘板和支撑杆之间转动连接。
附图说明
25.为了更清楚地说明本技术实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
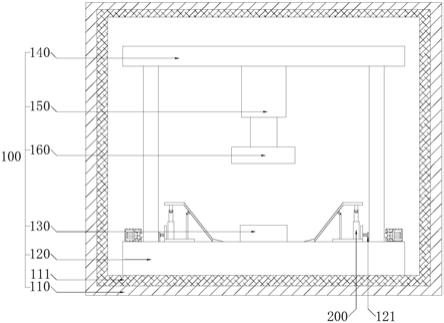
26.图1是本技术实施方式提供的一种汽车整车制造用冲压装置第一视角结构示意图;
27.图2为本技术实施方式提供的下料组件部份结构示意图;
28.图3为本技术实施方式提供的一种汽车整车制造用冲压装置第二视角结构示意图;
29.图4为本技术实施方式提供的伸缩杆结构示意图。
30.图中:100-冲压组件;110-防护箱;111-吸音层;112-防护门;1121-铰链;1122-锁扣;1123-观察窗;1124-感应块;113-感应器;120-底座;121-支杆;130-下模具;140-支架;150-液压缸;160-上模具;200-下料组件;210-驱动电机;211-防护罩;220-伸缩杆;221-螺纹筒;222-螺纹杆;230-支撑架;231-固定座;232-支撑杆;240-电动推杆;250-翘板;251-耳座。
具体实施方式
31.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行描述。
32.为使本技术实施方式的目的、技术方案和优点更加清楚,下面将结合本技术实施方式中的附图,对本技术实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本技术一部分实施方式,而不是全部的实施方式。基于本技术中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本技术保护的范围。
33.请参阅图1,本技术提供一种汽车整车制造用冲压装置,包括冲压组件100和下料组件200。
34.其中,冲压组件100可以起到对冲压件进行冲压,下料组件200方便冲压好的冲压件从而模具上脱落。
35.请参阅图1、图2和图3,冲压组件100包括防护箱110、底座120、下模具130、支架140、液压缸150和上模具160,防护箱110设置有吸音层111,吸音层111贴合设置于防护箱110内壁四周,需要说明的是,吸音层111可以采用吸音棉制作,通过吸音层111的设置,可以减少设备运行过程中的噪声污染,防护箱110设置有防护门112,防护门112分别设置有铰链1121与锁扣1122,防护门112通过铰链1121转动连接于防护箱110上,且防护门112与防护箱110通过锁扣1122锁合,在具体设置时,通过防护门112的设置,方便操作人员操作防护箱110内的设备,通过铰链1121的设置,方便防护门112安装,通过锁扣1122的设置,方便防护门112锁合,防护门112开设有观察窗1123,观察窗1123对应下模具130与上模具160设置,在本技术文件中,通过观察窗1123的设置,可以方便观察防护箱110内的设备运行情况。
36.在具体设置时,防护箱110设置有感应器113,感应器113通过控制器与液压缸150电性连接,防护门112设置有感应块1124,感应块1124与感应器113对应设置,在本实施例中,通过感应器113和感应块1124的设置,可以感应到防护门112有没有关闭,当感应器113感应不到感应块1124时,就无法操作设备对冲压件进行冲压,从而进一步提高了设备的安全性,底座120固定连接于防护箱110内底部,底座120设置有支杆121,伸缩杆220转动贯穿于支杆121,需要说明的是,通过支杆121的设置,可以对伸缩杆220起到支撑限位作用,下模具130设置于底座120上,支架140固定连接于底座120上,液压缸150设置于支架140下表面,
上模具160固定连接于液压缸150活塞端,且上模具160与下模具130对应设置。
37.请参阅图1、图2和图4,下料组件200包括驱动电机210、伸缩杆220、支撑架230、电动推杆240和翘板250,驱动电机210固定安装于底座120上,驱动电机210设置有防护罩211,防护罩211固定安装于底座120上,在具体设置时,通过防护罩211的设置,可以对驱动电机210起到良好的保护作用,伸缩杆220一端固定连接于驱动电机210输出端,伸缩杆220包括螺纹筒221和螺纹杆222,螺纹筒221固定连接于驱动电机210输出端,螺纹杆222螺纹连接于螺纹筒221,且螺纹杆222一端固定连接于支撑架230,在本技术文件中,通过螺纹筒221和螺纹杆222配合下,可以通过驱动电机210调节伸缩杆220长度,从而可以调节支撑架230的位置。
38.在具体设置时,支撑架230固定连接于伸缩杆220另一端,且支撑架230滑动连接于底座120上表面,支撑架230包括固定座231和支撑杆232,固定座231固定连接于伸缩杆220一端,且固定座231滑动连接于底座120上,支撑杆232固定连接于固定座231上,且翘板250转动连接于支撑杆232一端,在本实施例中,通过固定座231的设置,可以方便支撑杆232和电动推杆240安装,通过支撑杆232的设置,可以对翘板250进行支撑,同时,可以在翘板250起翘时,起到支点的作用,电动推杆240设置于支撑架230上,翘板250转动连接于支撑架230,且翘板250一端转动连接于电动推杆240活塞端,翘板250设置有耳座251,耳座251转动连接于支撑杆232,需要说明的是,通过耳座251的设置,可以方便翘板250和支撑杆232之间转动连接。
39.该汽车整车制造用冲压装置的工作原理:使用时,通过锁扣1122打开防护门112,将待冲压部件放入下模具130上,关闭防护门112,并通过锁扣1122锁合,使得感应器113感应到感应块1124,通过液压缸150推动上模具160向下运动,从而对冲压部件进行冲压,冲压完毕后,如果冲压件不好取下,通过电动推杆240向上推动,使得翘板250一端贴合在底座120上,启动驱动电机210,通过驱动电机210调动螺纹筒221转动,从而调节伸缩杆220长度,进而推动固定座231移动,通过固定座231带动翘板250移动,使得翘板250插入到冲压部件下方,通过电动推杆240拉动翘板250一端,从而使得翘板250以支撑杆232和耳座251连接处为支点转动,从而将冲压件从下模具130上翘起,使得冲压件便于取下,通过上述的设置,可以在汽车冲压件冲压成型后,辅助冲压件从模具上脱落,避免冲压件卡在模具上不易脱落,影响后续使用,同时,可以对冲压装置起到防护,在冲压过程中,将工作区域和操作区域隔离开,减少挤伤操作人员的风险,提高冲压装置的实用性。
40.需要说明的是,感应器113、液压缸150、驱动电机210和电动推杆240具体的型号规格需根据该装置的实际规格等进行选型确定,具体选型计算方法采用本领域现有技术,故不再详细赘述。
41.感应器113、液压缸150、驱动电机210和电动推杆240的供电及其原理对本领域技术人员来说是清楚的,在此不予详细说明。
42.以上所述仅为本技术的实施例而已,并不用于限制本技术的保护范围,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
43.以上所述,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应所述以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1