板件不覆膜弯曲冲压装置的制作方法
1.本实用新型涉及冲压加工技术领域,特别是涉及一种板件不覆膜弯曲冲压装置。
背景技术:
2.如图1所示,为一种待加工板件10,一般作为较大型的家用电器中的外壳盖进行使用,例如,待加工板件10为洗衣机的上盖,在实际的生产加工中,需要对压铸成型的待加工板件10的边缘部位11进行折弯操作,使得边缘部位11向内弯折形成用于固定的卡合结构。现有的加工方式一般采用冲头进行直接冲压折弯,亦即,将待加工板件10放置在对应的模具或治具上,然后通过冲头直接对边缘部位11进行冲压折弯,由此实现边缘部位11的折弯操作。
3.然而,现有的冲压折弯方式存在以下缺点:
4.1、在冲压过程中,由于压力较大,且速度较快,使得冲头容易擦伤待加工板件10的边缘部位11处,由此需要在待加工板件上覆盖一层薄膜,从而增加生产成本,且降低生产效率;同时,当出现擦伤不良品时,需要对折弯后的板件进行整形、喷漆等二次加工,使得整体生产成本提高,且产品的质量难以保证;
5.2、采用直接冲压的方式,难以保证待加工板件10的边缘部位11的平整度,使得在完成折弯后,需要对边缘部位11进行二次整平操作,由此使得生产效率不高。
技术实现要素:
6.本实用新型的目的是克服现有技术中的不足之处,提供一种能够在板件的折弯过程中,避免弯曲部位被擦伤,且能够提高整体弯曲精度的板件不覆膜弯曲冲压装置。
7.本实用新型的目的是通过以下技术方案来实现的:
8.一种板件不覆膜弯曲冲压装置包括:固定组件及冲压组件,所述固定组件包括底座、滑动块、导向件及定位镶块,所述底座上设置有用于放置待加工板件的定位凸起部,所述滑动块滑动设置于所述底座上,所述导向件与所述定位镶块分别设置于所述滑动块上;所述冲压组件包括升降块、弯曲压持件及导向冲头,所述弯曲压持件转动设置于所述升降块上,所述导向冲头设置于所述升降块上,且所述导向冲头与所述导向件相对齐设置;所述升降块向所述底座的方向进行升降运动时,所述弯曲压持件用于对所述定位凸起部上的待加工板件进行转动压弯操作,所述导向冲头用于与所述导向件相抵持,以使所述滑动块向远离所述定位凸起部的方向进行滑动,进而使所述定位镶块与待加工板件的压弯部位相抵持。
9.在其中一个实施例中,所述弯曲压持件包括连接块、转动块及转动弯头,所述连接块的一端与所述升降块铰接,所述连接块的另一端与所述转动块铰接,所述转动弯头的一端嵌入至所述转动块内,所述转动弯头的另一端用于与待加工板件的弯曲部位相抵持。
10.在其中一个实施例中,所述固定组件还包括转动引导块,所述转动引导块设置于所述底座上,所述转动引导块上开设有导向通道,所述转动块与所述导向通道相对齐设置。
11.在其中一个实施例中,所述导向通道为倾斜通道。
12.在其中一个实施例中,所述导向件上设置有第一导向斜面,所述导向冲头上设置有第二导向斜面,所述导向冲头与所述导向件相抵持时,所述第一导向斜面与所述第二导向斜面相贴合。
13.在其中一个实施例中,所述定位镶块上设置有抵持凸起部,所述抵持凸起部的端面为平面结构。
14.在其中一个实施例中,所述固定组件还包括复位件,所述底座上设置有复位固定部,所述复位件分别与所述复位固定部及所述滑动块连接。
15.在其中一个实施例中,所述复位件为拉簧。
16.与现有技术相比,本实用新型至少具有以下优点:
17.1、本实用新型的板件不覆膜弯曲冲压装置通过设置固定组件和冲压组件,从而采用弯曲压持件对待加工板件进行转动压弯操作,由此能够保证整体加工的弯曲精度,使得整体生产精度提高,同时,能够避免冲压时速度过快造成待加工板件的边缘部位处发生损伤,由此提高整体生产加工质量;
18.2、本实用新型的板件不覆膜弯曲冲压装置能够保证板件在不覆膜的状态下进行弯曲加工时,也可以达到设定表面光洁度,从而减少板件因表面损伤降低耗材,由此提高整体生产加工质量及效率。
附图说明
19.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍。
20.图1为一种待加工板件的结构示意图;
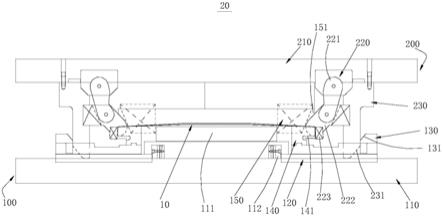
21.图2为本实用新型一实施例中的板件不覆膜弯曲冲压装置的结构示意图。
具体实施方式
22.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。请参阅图2,一种板件不覆膜弯曲冲压装置20,包括固定组件100和冲压组件200,固定组件100包括底座110、滑动块120、导向件130及定位镶块140,底座110上设置有用于放置待加工板件10的定位凸起部111,滑动块120滑动设置于底座110上,导向件130与定位镶块140分别设置于滑动块120上;冲压组件200包括升降块210、弯曲压持件220及导向冲头230,弯曲压持件220转动设置于升降块210上,导向冲头230设置于升降块210上,且导向冲头230与导向件130相对齐设置;升降块210向底座110的方向进行升降运动时,弯曲压持件220用于对定位凸起部111上的待加工板件10进行转动压弯操作,导向冲头230用于与导向件130相抵持,以使滑动块120向远离定位凸起部111的方向进行滑动,进而使定位镶块140与待加工板件10的压弯部位相抵持。
23.需要说明的是,在实际的生产加工中,待加工板件10放置在定位凸起部111上,此时,定位镶块140对待加工板件10起到支撑作用,当升降块210在升降模组的带动下进行下压操作时,弯曲压持件220与待加工板件10的边缘部位11相抵持,由于弯曲压持件220转动设置于升降块210上,因此,弯曲压持件220在下压的过程中会发生转动,从而采用转动的方
式对待加工板件10的边缘部位11进行压弯操作,从而能够避免冲压时速度过快造成待加工板件10的边缘部位11处发生损伤,由此提高整体生产加工质量,同时,采用弯曲压持件220进行转动压弯操作,能够保证加工后的弯曲精度,由此使得整体生产精度提高。进一步地,当弯曲压持件220进行压弯操作的同时,导向冲头230与导向件130相抵持,并且带动滑动块120向远离定位凸起部111的方向进行滑动,从而使得定位镶块140移动至待加工板件10的压弯部位,由此能够通过定位镶块140对待加工板件10的压弯部位进行定位,使得整体的弯曲加工精度得到提高。本实用新型的板件不覆膜弯曲冲压装置20通过设置固定组件100和冲压组件200,从而采用弯曲压持件220对待加工板件10进行转动压弯操作,由此能够保证整体加工的弯曲精度,使得整体生产精度提高,同时,能够避免冲压时速度过快造成待加工板件10的边缘部位11处发生损伤,由此提高整体生产加工质量。
24.一实施方式中,弯曲压持件220包括连接块221、转动块222及转动弯头223,连接块221的一端与升降块210铰接,连接块221的另一端与转动块222铰接,转动弯头223的一端嵌入至转动块222内,转动弯头223的另一端用于与待加工板件10的弯曲部位相抵持。
25.进一步地,固定组件100还包括转动引导块150,转动引导块150设置于底座110上,转动引导块150上开设有导向通道151,转动块222与导向通道151相对齐设置。在本实施例中,导向通道151为倾斜通道。
26.需要说明的是,当升降块210进行下压操作时,转动块222位于转动引导块150上的导向通道151内,由于连接块221的一端与升降块210铰接,连接块221的另一端与转动块222铰接,使得转动块222能够沿着导向通道151进行转动,此时,转动弯头223与待加工板件10的弯曲部位相抵持,如此,当转动块222沿着导向通道151完成转动操作时,会带动转动弯头223同步进行转动操作,从而能够对待加工板件10的弯曲部位进行弯曲加工操作。
27.请再次参阅图2,导向件130上设置有第一导向斜面131,导向冲头230上设置有第二导向斜面231,导向冲头230与导向件130相抵持时,第一导向斜面131与第二导向斜面231相贴合。
28.需要说明的是,通过在导向件130上设置第一导向斜面131,以及在导向冲头230上设置第二导向斜面231,使得导向冲头230在进行下压操作时,能够通过第一导向斜面131与第二导向斜面231使滑动块120进行滑动,由此使得滑动块120上的定位镶块140移动至对应位置处。
29.进一步地,定位镶块140上设置有抵持凸起部141,抵持凸起部141的端面为平面结构,如此,能够提高定位镶块140的定位精度,使得待加工板件10的弯曲精度提高;又如,固定组件100还包括复位件,底座110上设置有复位固定部112,复位件分别与复位固定部112及滑动块120连接,在本实施例中,复位件为拉簧,如此,能够在完成弯曲冲压操作后,通过复位件的拉力对滑动块120进行复位操作,使得整体生产加工操作更加有序。
30.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以作出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1