随车工具冲床锻造模具的制作方法
1.本实用新型涉及锻造模具领域,更具体地说,涉及随车工具冲床锻造模具。
背景技术:
2.锻造模具是指一种能使坯料成形为模锻件的工具,锻造模具是模锻件生产中必需的关键工艺装备,是设备每一行程都需要使用的工具,在模锻件生产中起着举足轻重的作用,锻造模具使用时,原材料在外力的作用下在锻模中产生塑性变形,从而得到所需的形状和尺寸的零件,其中随车工具中工件大都由冲床锻造模具冲压锻造进行生产。
3.现有授权公告号为(cn205057005u)的一种锻造模具通过在下模内设置有冷却水管,冷却水管内有冷却介质流过用以冷却模腔内的高温锻件,使得锻件制品与模具易于分离,但是现有的随车工具冲床锻造模具在使用时仍存在不能实现一套模具对多个随车工件的锻造,设备工作效率低下和不能实现对不同锻造工件的依次脱模顶出,使得工件脱模取出混乱的问题。
技术实现要素:
4.1.要解决的技术问题
5.针对现有技术中存在的问题,本实用新型的目的在于提供随车工具冲床锻造模具,它可以实现一套模具对多个随车工件的锻造,提高了效率和使得不同锻造工件可依次脱模顶出,保证了设备加工脱模的有序性。
6.2.技术方案
7.为解决上述问题,本实用新型采用如下的技术方案。
8.随车工具冲床锻造模具,包括模座,所述模座的底部活动连接有活动顶板,所述活动顶板的底端连接有固定底板,所述模座的顶面一侧开设有第一锻造腔,所述模座的顶面靠近所述第一锻造腔的一侧开设有第二锻造腔,所述第一锻造腔和所述第二锻造腔上均开设有起顶孔,所述模座和所述活动顶板内部对应所述起顶孔的底端开设有第一导槽,所述第一导槽的内侧底端嵌入有第一顶杆,所述第一顶杆的顶部设置有顶针,所述模座和所述活动顶板内部顶部对应所述第二锻造腔的底端开设有第二导槽,所述活动顶板内部中部开设滑动腔,所述滑动腔的内部滑动连接有滑柱,所述滑柱的顶部连接有第二顶杆,所述活动顶板底端两侧与所述固定底板之间通过液压杆连接,所述液压杆安装在所述固定底板上。
9.进一步的,所述滑柱的底端贯穿并延伸出所述活动顶板的底部形成伸出端。
10.进一步的,所述顶针和所述第二顶杆直径等于所述起顶孔的内径。
11.进一步的,所述第一顶杆和所述顶针延伸出所述活动顶板的高度大于所述模座的高度。
12.进一步的,所述第二顶杆的高度大于所述模座的高度。
13.进一步的,所述模座为高速钢材质制成,且其厚度为所述活动顶板厚度的两倍。
14.进一步的,所述第一锻造腔和所述第二锻造腔的形状不同,且所述第二锻造腔内
部起顶孔的数量为两个。
15.3.有益效果
16.相比于现有技术,本实用新型的优点在于:
17.(1)本方案通过设置有第一顶杆、滑动腔和滑柱,由固定底板处的液压杆将活动顶板逐渐向模座底部顶起,先由第一导槽内部的第一顶杆可由起顶孔将第一锻造腔中的工件向上顶起进行脱模,并配合滑柱在滑动腔中的滑动可相比顶针延迟由第二顶杆将第二锻造腔中的工件向上顶起进行脱模,从而实现了对不同锻造工件的依次脱模顶出,保证了设备加工脱模的有序性。
18.(2)本方案通过在模座上设置有多个锻造腔,实现了一套模具对多个随车工件的锻造,提高了效率,减少了人工和投入成本。
附图说明
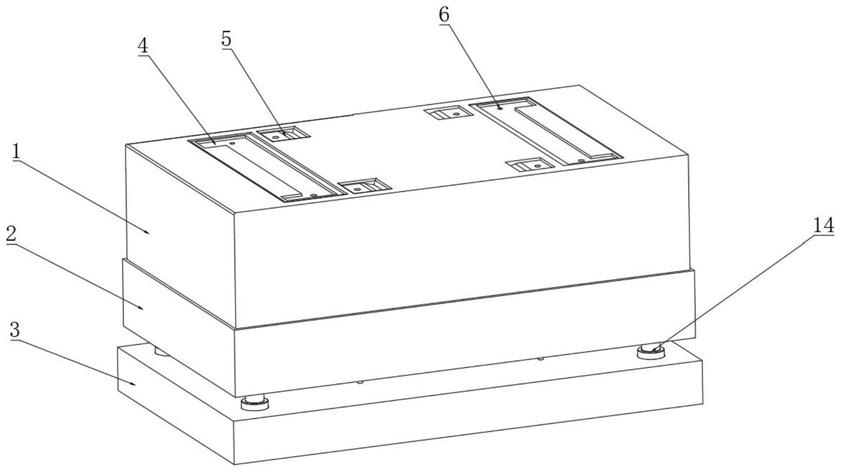
19.图1为本实用新型装置整体的结构示意图;
20.图2为本实用新型图1中装置整体的爆炸结构示意图;
21.图3为本实用新型图2中活动顶板的结构示意图;
22.图4为本实用新型图2中装置整体的侧面剖视图。
23.图中标号说明:
24.1、模座;2、活动顶板;3、固定底板;4、第一锻造腔;5、第二锻造腔;6、起顶孔;7、第一导槽;8、第一顶杆;9、顶针;10、第二导槽;11、滑动腔;12、滑柱;13、第二顶杆;14、液压杆。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例,基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
26.实施例1:
27.请参阅图1-4,随车工具冲床锻造模具,包括模座1,模座1的底部活动连接有活动顶板2,活动顶板2的底端连接有固定底板3,模座1的顶面一侧开设有第一锻造腔4,模座1的顶面靠近第一锻造腔4的一侧开设有第二锻造腔5,第一锻造腔4和第二锻造腔5上均开设有起顶孔6,模座1和活动顶板2内部对应起顶孔6的底端开设有第一导槽7,第一导槽7的内侧底端嵌入有第一顶杆8,第一顶杆8的顶部设置有顶针9,模座1和活动顶板2内部顶部对应第二锻造腔5的底端开设有第二导槽10,活动顶板2内部中部开设滑动腔11,滑动腔11的内部滑动连接有滑柱12,滑柱12的顶部连接有第二顶杆13,活动顶板2底端两侧与固定底板3之间通过液压杆14连接,液压杆14安装在固定底板3上,将模座1固定在机床上,并将活动顶板2和固定底板3设置在模座1底部,此时活动顶板2与模座1相分离,通过冲压机床持续对模座1顶部冲压锻造,可将随车工件不断依次在第一锻造腔4和第二锻造腔5锻造成型,通过在模座1上设置多个锻造腔,实现了一套模具对多个随车工件的锻造,提高了效率,减少了人工和投入成本,锻造结束后,由固定底板3处的液压杆14将活动顶板2逐渐向模座1底部顶起,先由第一导槽7内部的第一顶杆8可由起顶孔6将第一锻造腔4中的工件向上顶起进行脱模,
并配合滑柱12在滑动腔11中的滑动可相比顶针9延迟由第二顶杆13将第二锻造腔5中的工件向上顶起进行脱模,从而实现了对不同锻造工件的依次脱模顶出,保证了设备加工脱模的有序性。
28.参阅图2和图3,滑柱12的底端贯穿并延伸出活动顶板2的底部形成伸出端,活动顶板2向上移动时由伸出端在滑动腔11底部的露出,从而可在第一顶杆8上升初始时维持第二顶杆13高度的不变,用以达到延迟脱模的功能。
29.参阅图4,为了使得顶针9和第二顶杆13由起顶孔6向外顶出的流畅性,同时可在工件锻造时对起顶孔6进行紧密封堵,保证工件锻造的质量,顶针9和第二顶杆13直径等于起顶孔6的内径。
30.参阅图2,为了使得第一顶杆8和顶针9将第一锻造腔4中的模具顶起脱模,第一顶杆8和顶针9延伸出活动顶板2的高度大于模座1的高度。
31.参阅图2,为了使得第二顶杆13可将第二锻造腔5中的模具顶起脱模,第二顶杆13的高度大于模座1的高度。
32.参阅图1,为了保证模座1自身的强度和韧性,提高模座1在长时间抗压冲击的强度,延长模座1的实际使用寿命,模座1为高速钢材质制成,且其厚度为活动顶板2厚度的两倍。
33.参阅图2,为了实现一套模具对多个随车工件的锻造,提高了效率,第一锻造腔4和第二锻造腔5的形状不同,为了便于第二锻造腔5内部大工件的脱模,第二锻造腔5内部两侧起顶孔6的数量为两个。
34.在使用时:将模座1固定在机床上,并将活动顶板2和固定底板3设置在模座1底部,此时活动顶板2与模座1相分离,通过冲压机床持续对模座1顶部冲压锻造,可将随车工件不断依次在第一锻造腔4和第二锻造腔5锻造成型,通过在模座1上设置多个锻造腔,实现了一套模具对多个随车工件的锻造,锻造结束后,由固定底板3处的液压杆14将活动顶板2逐渐向模座1底部顶起,先由第一导槽7内部的第一顶杆8可由起顶孔6将第一锻造腔4中的工件向上顶起进行脱模,并配合滑柱12在滑动腔11中的滑动可相比顶针9延迟由第二顶杆13将第二锻造腔5中的工件向上顶起进行脱模,实现了对不同锻造工件的依次脱模顶出。
35.以上所述,仅为本实用新型较佳的具体实施方式;但本实用新型的保护范围并不局限于此。任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其改进构思加以等同替换或改变,都应涵盖在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1