门锁钥匙加工一体机的制作方法
1.本实用新型涉及钥匙加工设备领域,特别是门锁钥匙加工一体机。
背景技术:
2.钥匙是人们生活中常用的开锁工具,解锁时通过钥匙上的牙花来推动弹子移动,从而完成解锁操作。
3.现有的钥匙加工都需要先将钥匙的模型压铸成型,再将钥匙粗坯固定夹紧,并用开牙花钻台进行开牙花操作,后续还需要对钥匙进行去毛刺操作,从而完成钥匙加工;而现有的钥匙加工过程中都需要人工手动操作,操作较麻烦且劳动强度较大。因此,现有的钥匙加工操作存在着操作较麻烦和劳动强度较大的问题。
技术实现要素:
4.本实用新型的目的在于,提供一种门锁钥匙加工一体机。本实用新型不仅能够方便操作,还具有劳动强度较小的优点。
5.本实用新型的技术方案:门锁钥匙加工一体机,包括机架,机架上设置有滑动块,滑动块和机架之间设置有横向丝杆滑块驱动装置;滑动块的横向方向上均匀间隔分布有一号夹头、二号夹头和三号夹头,滑动块上对应一号夹头、二号夹头和三号夹头的位置处分别固定有一号伸缩气缸、二号伸缩气缸和三号伸缩气缸;一号伸缩气缸和一号夹头之间连接有一号电动转盘,二号伸缩气缸和二号夹头之间连接有二号电动转盘;所述机架上对应滑动块的一侧均匀间隔分布有钥匙上料机构、开牙花机构、去毛刺机构和下料机构,钥匙上料机构和开牙花机构之间的间隔距离等于一号夹头和二号夹头之间的间隔距离。
6.前述的门锁钥匙加工一体机中,所述钥匙上料机构包括固定在机架上的固定座,固定座上方固定有立柱,立柱底端和固定座之间设有间隙,间隙为一个钥匙的厚度,立柱内设有与钥匙配合的竖直的导向槽;所述固定座上固定有纵向设置的上料气缸,上料气缸上固定有与间隙配合的推料片。
7.前述的门锁钥匙加工一体机中,所述开牙花机构包括固定在机架上的开牙花钻台和滑动设置在机架上的安装板,安装板和机架之间连接有一号纵向丝杆滑块驱动装置;安装板上固定有放置架,放置架位于开牙花钻台上钻头的正下方;放置架上铰接有压板,压板的一端铰接有竖直固定在安装板上的气缸。
8.前述的门锁钥匙加工一体机中,所述压板上位于放置架上方的一端呈u型。
9.前述的门锁钥匙加工一体机中,所述去毛刺机构包括固定在机架上的驱动电机和滑动设置在机架上的夹持座;所述驱动电机的转动轴上固定有去毛刺轮,所述夹持座和机架之间连接有二号纵向丝杆滑块驱动装置,夹持座位于去毛刺轮正下方。
10.前述的门锁钥匙加工一体机中,所述夹持座的顶面上设有夹持槽,夹持槽的两侧均设有气动升降的夹持片。
11.前述的门锁钥匙加工一体机中,所述下料机构为固定在机架上的收集槽。
12.与现有技术相比,本实用新型通过横向丝杆滑块驱动装置(伺服电机带动丝杆转动,从而使得驱动块相对丝杆移动,驱动块能带动滑动块移动)带动滑动块横向移动,一号夹头能从钥匙上料机构移动至开牙花机构,二号夹头能从开牙花机构移动至去毛刺机构,三号夹头能从去毛刺机构移动至下料机构;且一号伸缩气缸和一号电动转盘能带动一号夹头伸缩转动,从而完成钥匙转移和翻面;二号伸缩气缸和二号电动转盘能带动二号夹头伸缩转动,从而完成钥匙转动和翻面;自动完成钥匙上料、双面开牙花、双面去毛刺和下料操作,操作方便且工作人员的劳动强度较小;钥匙加工能连续进行,加工效率大大提高。此外,本实用新型的上料装置中通过立柱内竖直的导向槽对钥匙粗坯进行竖直堆叠,上料气缸通过水平推动推料片将位于导向槽最底端的钥匙粗坯推出导向槽,方便一号夹头夹取钥匙粗坯;推料片缩回后,导向槽内的钥匙粗坯能在重力作用下向下移动,完成钥匙粗坯自动上料操作;开牙花机构中安装板上气缸能带动压板转动,使得压板另一端将钥匙压紧在放置架上,一号纵向丝杆滑块驱动装置能带动安装板相对机架和开牙花钻台纵向移动,且压板将钥匙压紧的一端呈u型,使得开牙花钻台能将被压紧的钥匙进行开牙花操作;去毛刺机构中二号丝杆滑块驱动装置能带动夹持座相对机架进行纵向移动,使得钥匙能相对去毛刺轮纵向移动,将整个钥匙牙花表面进行去毛刺操作;下料机构为收集槽,三号夹头只需将钥匙移动至收集槽上方并松开钥匙即可完成下料操作。因此,本实用新型不仅能够方便操作,还具有劳动强度较小和加工效率较高的优点。
附图说明
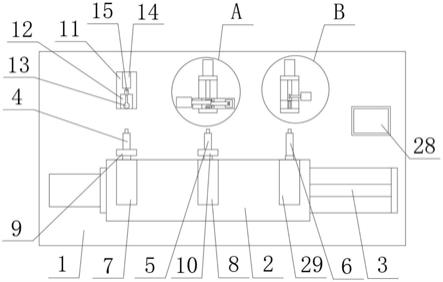
13.图1是本实用新型的结构示意图;
14.图2是图1中a区域的放大图;
15.图3是图1中b区域的放大图;
16.图4是固定座和立柱位置处的结构示意图。
17.附图中的标记为:1-机架,2-滑动块,3-横向丝杆滑块驱动装置,4-一号夹头,5-二号夹头,6-三号夹头,7-一号伸缩气缸,8-二号伸缩气缸,9-一号电动转盘,10-二号电动转盘,11-固定座,12-立柱,13-导向槽,14-上料气缸,15-推料片,16-开牙花钻台,17-安装板,18-一号纵向丝杆滑块驱动装置,19-放置架,20-压板,21-气缸,22-驱动电机,23-夹持座,24-去毛刺轮,25-二号纵向丝杆滑块驱动装置,26-夹持槽,27-夹持片,28-收集槽,29-三号伸缩气缸。
具体实施方式
18.下面结合附图和实施例对本实用新型作进一步的说明,但并不作为对本实用新型限制的依据。
19.实施例。门锁钥匙加工一体机,构成如图1至4所示,包括机架1,机架1上设置有滑动块2,滑动块2和机架1之间设置有横向丝杆滑块驱动装置3;滑动块2的横向方向上均匀间隔分布有一号夹头4、二号夹头5和三号夹头6,滑动块2上对应一号夹头4、二号夹头5和三号夹头6的位置处分别固定有一号伸缩气缸7、二号伸缩气缸8和三号伸缩气缸29;一号伸缩气缸7和一号夹头4之间连接有一号电动转盘9,二号伸缩气缸8和二号夹头5之间连接有二号电动转盘10;所述机架1上对应滑动块2的一侧均匀间隔分布有钥匙上料机构、开牙花机构、
去毛刺机构和下料机构,钥匙上料机构和开牙花机构之间的间隔距离等于一号夹头4和二号夹头5之间的间隔距离。
20.所述钥匙上料机构包括固定在机架1上的固定座11,固定座11上方固定有立柱12,立柱12底端和固定座11之间设有间隙,间隙为一个钥匙的厚度,立柱12内设有与钥匙配合的竖直的导向槽13;所述固定座11上固定有纵向设置的上料气缸14,上料气缸14上固定有与间隙配合的推料片15;所述开牙花机构包括固定在机架1上的开牙花钻台16和滑动设置在机架1上的安装板17,安装板17和机架1之间连接有一号纵向丝杆滑块驱动装置18;安装板17上固定有放置架19,放置架19位于开牙花钻台16上钻头的正下方;放置架19上铰接有压板20,压板20的一端铰接有竖直固定在安装板17上的气缸21;所述压板20上位于放置架19上方的一端呈u型;所述去毛刺机构包括固定在机架1上的驱动电机22和滑动设置在机架1上的夹持座23;所述驱动电机22的转动轴上固定有去毛刺轮24,所述夹持座23和机架1之间连接有二号纵向丝杆滑块驱动装置25,夹持座23位于去毛刺轮24正下方;所述夹持座23的顶面上设有夹持槽26,夹持槽26的两侧均设有气动升降的夹持片27;所述下料机构为固定在机架1上的收集槽28。
21.工作原理:将钥匙粗坯堆叠在立柱12的导向槽13内,立柱12底端和固定座11之间设有一个钥匙粗坯厚度的间隙;固定座11上的上料气缸14将推料片15伸入间隙将位于最底端的钥匙粗坯推出,此时,滑动块2上的一号伸缩气缸7伸长,使一号夹头4能将伸出的钥匙粗坯夹紧,一号伸缩气缸7缩短后,一号夹头4能将钥匙粗坯抽出;推料片15退出间隙后,钥匙粗坯能在重力作用下下落,随着上料气缸14来回推动推料片15能实现钥匙粗坯逐个上料。
22.接着,横向丝杆滑块驱动装置3带动滑动块2相对机架1横向移动,使得一号夹头4从钥匙上料机构移动至开牙花机构;一号伸缩气缸7将一号夹头4伸长,将一号夹头4上的钥匙粗坯松开,钥匙粗坯被放置在放置架19上,随后一号夹头4复位;安装板17上的气缸21向上将压板20一端顶起,压板20呈u型的另一端将钥匙粗坯的前后端压紧在放置架19上;开牙花钻台16开始对钥匙粗坯进行开牙花,一号纵向丝杆滑块驱动装置18能带动安装板17相对机架1纵向移动,使得开牙花钻台16能在钥匙粗坯纵向方向上进行开牙花操作;随后,气缸21控制压板20将钥匙松开,一号伸缩气缸7将一号夹头4伸长,使一号夹头4将钥匙夹起,一号电动转盘9转动将钥匙进行翻面后,一号夹头4继续将钥匙放在放置架19上进行开牙花操作;此时,横向丝杆滑块驱动装置3控制滑动块2相对机架1横向移动,使一号夹头4移动至钥匙上料机构进行钥匙粗坯上料操作,二号伸缩气缸8带动二号夹头5将开牙花完成的钥匙夹取;接着,滑动块2相对机架1移动,使二号夹头5移动至去毛刺机构。
23.二号夹头5将钥匙放置在夹持座23上的夹持槽26内,夹持片27将夹持槽26内钥匙的两侧夹紧,随后,二号夹头5在二号伸缩气缸8带动下复位;驱动电机22能带动去毛刺轮24持续转动,二号纵向丝杆滑块驱动装置25能带动夹持座23相对机架1移动,使得夹持槽26内的钥匙水平移动至去毛刺轮24位置处进行去毛刺操作,随后夹持座23复位;接着,二号伸缩气缸8带动二号夹头5移动,使二号夹头5能将钥匙夹紧,二号电动转盘10将二号夹头5上的钥匙翻面,随后继续将钥匙放置在夹持槽26内进行去毛刺操作;此时,横向丝杆滑块驱动装置3控制滑动块2相对机架1横向移动,使三号夹头6对准去毛刺机构,三号伸缩气缸29带动三号夹头6伸长后控制三号夹头6将钥匙夹起,并随三号伸缩气缸29复位后将钥匙从夹持座
23上取下;滑动块2横向移动后,三号夹头6移动至下料机构,松开三号夹头6后,钥匙在重力作用下落至收集槽28内,完成钥匙下料操作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1