一种生产铜铝复合头用压力机辅助装置的制作方法
1.本技术涉及压力机的技术领域,尤其是涉及一种生产铜铝复合头用压力机辅助装置。
背景技术:
2.铜铝复合头是电极板的重要组成部分,在对铜铝复合头进行生产时,需要先将铜块和铝块焊接在一起;将铜块和铝块焊接在一起时,铝块由于焊接时产生的高温会发生形变,然后需要使用压力机将铜铝复合头上的变形的部分进行压切掉。
3.使用压力机对铜铝复合头进行压切时,由于安装在压力机上的冲压头距离压力机上的工作台距离较小,继而需要先将冲压头取下,然后需要将铜铝复合头放置到压力机的工作台上,从而使得铜铝复合头的一端插入工作台上的冲压孔中,铜铝复合头上的变形部位与工作台抵触,然后再将冲压头安装在压力机上,启动压力机,冲压头对铜铝复合头进行冲压,铜铝复合头上的变形部位在冲压孔和冲压头压力的作用下与铜铝复合头分离,即完成对铜铝复合头的冲压。
4.针对上述中的相关技术,发明人认为使用压力机对铜铝复合头进行压切时,需要先对冲压头进行拆装,进而存在有压力机对铜铝复合头的压切效率较低的缺陷。
技术实现要素:
5.为了缓解压力机对铜铝复合头压切效率较低的问题,本技术提供一种生产铜铝复合头用压力机辅助装置。
6.本技术提供的一种生产铜铝复合头用压力机辅助装置采用如下的技术方案:
7.一种生产铜铝复合头用压力机辅助装置,包括设置在压力机上的连接块和滑动连接在所述连接块上的冲压头,所述冲压头的滑动方向平行于压力机上工作台所在平面设置。
8.通过采用上述技术方案,使用压力机辅助装置时,将连接块固定连接在压力机上,继而使得冲压头朝向工作台上的冲压孔。在对铜铝复合头进行压切时,滑动冲压头,冲压头与连接块发生相对滑动,从而使得冲压头运动至冲压孔顶部的一侧,然后将铜铝复合头放置进冲压孔中,再将冲压头滑动至铜铝复合头的顶部,启动压力机,压力机对连接块进行驱动,连接块带动冲压头运动,冲压头对铜铝复合头施加压力并且完成对铜铝复合头的压切,最后再对冲压头进行滑动,再将铜铝复合头从冲压孔中取出,此过程中减少了需要对冲压头进行拆卸的情况发生,进而达到提高压力机对铜铝复合头压切效率的效果。
9.可选的,所述连接块上开设有t型槽,所述冲压头上固定连接有t型块,所述t型块滑动连接在所述t型槽中。
10.通过采用上述技术方案,对冲压头进行滑动时,冲压头带动t型块运动,t型块与t型槽发生相对滑动,一方面可以使得t型块和t型槽的滑动配合对冲压头的运动进行导向,另一方面可以增加冲压头与连接块的连接稳定性。
11.可选的,所述t型槽的一个端口位于所述连接块的侧面上。
12.通过采用上述技术方案,对冲压头进行更换时,对冲压头进行滑动,冲压头带动t型块运动,t型块在t型槽中滑动并从t型槽的端口滑出t型槽,然后再将新的冲压头安装至连接块上,进而达到便于对冲压头进行更换的效果。
13.可选的,所述连接块上设置有限位组件,所述限位组件用于对所述t型块进行限位。
14.通过采用上述技术方案,t型块滑动至t型槽的端口处时,限位组件对t型块进行限位,从而减少t型块与t型槽分离的情况发生,进而减少t型块与t型槽分离影响工作人员工作效率的情况发生。
15.可选的,所述限位组件包括限位螺母和限位杆,所述限位杆与所述限位螺母螺纹连接,所述限位螺母与所述连接块固定连接,所述限位杆位于所述t型槽的端口处。
16.通过采用上述技术方案,t型槽即将滑移出t型槽时,t型块与限位杆抵触,从而使得限位杆对t型块进行限位,减少t型块从t型槽中脱离而出的情况发生;对冲压头进行更换时,拧动限位杆,限位杆与限位螺母发生相对转动,使得限位杆从t型槽的端口处让开,从而使得t型块可以从t型槽中脱离而出,进而可以使得工作人员对冲压头进行更换。
17.可选的,所述连接块上设置有定位组件,所述定位组件用于对所述冲压头进行定位。
18.通过采用上述技术方案,将铜铝复合头的一端插入冲压孔中后,对冲压头进行滑动,冲压头滑动至铜铝复合头的顶部时,定位组件对冲压头进行定位,从而达到便于对冲压头进行定位的效果,进而提高压力机对铜铝复合头进行压切的工作效率。
19.可选的,所述定位组件包括弹簧和固定连接在所述弹簧一端的滚珠,所述t型槽的槽底上开设有容纳腔,所述弹簧远离所述滚珠的一端与所述容纳腔的腔底固定连接,所述滚珠的部分位于所述容纳腔中,所述滚珠的剩余部分位于所述t型槽中。
20.通过采用上述技术方案,将冲压头滑动至铜铝复合头的顶部时,t型块与滚珠抵触,继续滑动冲压头,t型块对滚珠进行驱动,滚珠朝向背离t型块的方向运动,滚珠对弹簧进行压缩,继而使得滚珠在弹簧的作用下与t型块抵紧,从而增加了对冲压头进行滑动时所需的力,进而达到便于对冲压头进行定位的效果。
21.可选的,所述t型块上开设有供所述滚珠卡接的凹槽,所述滚珠与所述凹槽卡接。
22.通过采用上述技术方案,t型块上的凹槽运动至滚珠所在的位置时,滚珠在弹簧的作用下朝向背离容纳腔的方向运动,继而使得滚珠卡接进凹槽中,进而增加冲压头运动至铜铝复合头顶部后的稳定性。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.通过设置连接块和滑动连接在连接块上的冲压头,对铜铝复合头进行压切时,先对冲压头进行滑动,继而使得冲压头让出冲压孔的顶部,然后再将铜铝复合头的一端插入冲压孔中,再将冲压头滑动至铜铝复合头的顶部,启动压力机,冲压头对铜铝复合头施加压力,并完成对铜铝复合头的压切,此过程中减少了工作人员需要对冲压头进行拆卸的情况发生,进而达到提高压力机对铜铝复合头压切效率的效果;
25.通过设置t型槽和t型块,t型块与冲压头固定连接,t型块和t型槽的滑动配合可以增加冲压头与连接块的连接稳定性;
26.通过将t型槽的一个端口设置在连接块的一个侧面上,可以达到方便工作人员对冲压头进行更换的效果。
附图说明
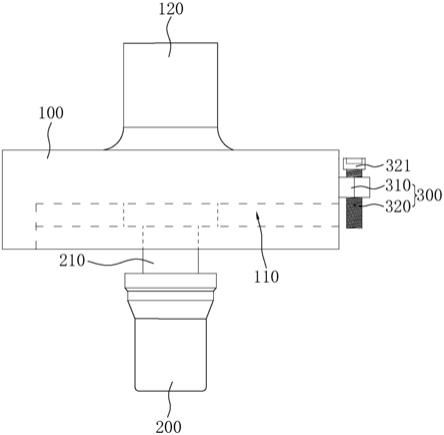
27.图1是本技术实施例压力机辅助装置的结构示意图;
28.图2是本技术实施例压力机辅助装置的剖视图,主要示出定位组件。
29.附图标记说明:100、连接块;110、t型槽;111、容纳腔;120、连接柱;200、冲压头;210、t型块;211、凹槽;300、限位组件;310、限位螺母;320、限位杆;321、操作柱;400、定位组件;410、弹簧;420、滚珠。
具体实施方式
30.以下结合附图1-2对本技术作进一步详细说明。
31.本技术实施例公开一种生产铜铝复合头用压力机辅助装置。
32.参照图1,一种生产铜铝复合头用压力机辅助装置包括连接块100和冲压头200,其中连接块100上开设有t型槽110,t型槽110的开设长度小于连接块100的长度,t型槽110的开设方向平行于连接块100的长度方向,同时t型槽110具有一个端口,并且此端口位于连接块100的侧面上。冲压头200的顶部固定连接有t型块210,t型块210滑动连接在t型槽110中。连接块100背离t型槽110的端面上垂直固定连接有连接柱120,连接柱120位于连接块100长度方向上的中间位置。
33.将压力机辅助装置安装在压力机上时,将连接柱120插入压力机中并使得连接块100通过连接柱120与压力机固定连接在一起,此时冲压头200位于连接块100朝向冲压孔的一侧。
34.对铜铝复合头进行压切时,先对冲压头200进行滑动,冲压头200带动t型块210滑动,t型块210的滑动方向平行于压力机上工作台所在的平面设置,继而使得冲压头200运动至冲压孔顶部的一侧;然后再对铜铝复合头进行安装,将铜铝复合头的一端插入冲压孔中;然后再将冲压头200滑动至铜铝复合头的顶部,启动压力机,压力机对冲压头200进行驱动,冲压头200对铜铝复合头施加压力,铜铝复合头在冲压头200和冲压孔的作用下完成压切,此过程中减少了需要工作人员对冲压头200进行拆卸的情况发生,进而达到提高冲压机对铜铝复合头压切效率的效果。
35.参照图1,工作人员对冲压头200进行滑动时,冲压头200带动t型块210运动,t型块210在t型槽110中滑动,若工作人员对冲压头200施加的推力较大,就可能造成t型块210从t型槽110的端口处运动出t型槽110,继而使得冲压头200与连接块100分离,从而需要工作人员重新将冲压头200安装在连接块100上,进而造成压力机对铜铝复合头的压切效率降低。
36.参照图1,为了减少压力机对铜铝复合头的压切效率降低的情况发生,连接块100上设置有限位组件300,限位组件300位于t型槽110的端口处。限位组件300包括限位螺母310和限位杆320,限位杆320与限位螺母310螺纹连接。限位杆320的一端固定连接有操作柱321,操作柱321上开设有内六角孔,以便工作人员使用内六角扳手对限位杆320进行拧动。限位螺母310与连接块100固定连接,限位杆320的一端位于t型槽110的端口处,并且限位杆320平行于冲压头200的中心轴线设置。t型块210即将滑移出t型槽110时,t型块210与限位
杆320抵触,限位杆320对t型槽110进行阻挡,从而减少t型块210从t型槽110中脱离而出的情况发生,进而减少需要工作人员对冲压头200重新安装的情况发生,即尽可能的减少压力机对铜铝复合头的压切效率降低的情况发生。
37.将铜铝复合头的一端插入冲压孔中后,然后再对冲压头200进行滑动,继而使得冲压头200位于铜铝复合头的顶部,再对冲压头200进行滑动时,需要对冲压头200进行定位,继而使得冲压头200位于铜铝复合头的正上方。
38.参照图1和图2,为了便于工作人员对冲压头200进行定位,连接块100上设置有定位组件400,定位组件400包括弹簧410和滚珠420,滚珠420与弹簧410的一端固定连接。t型槽110的槽底上开始设有容纳腔111,弹簧410位于容纳腔111中,并且弹簧410远离滚珠420的一端与容纳腔111的腔底固定连接。t型块210朝向t型槽110槽底的端面上开设有凹槽211,滚珠420的部分卡接在凹槽211中,滚珠420的剩余部分位于容纳腔111中。将冲压头200滑动至铜铝复合头的顶部时,t型块210朝向靠近滚珠420的方向运动,继而使得t型块210与滚珠420抵触,t型块210对滚珠420进行驱动,滚珠420对弹簧410进行压缩,t型块210上的凹槽211运动至滚珠420所在的位置后,滚珠420在弹簧410的作用下卡进凹槽211中,此时冲压头200位于铜铝复合头的顶部,若工作人员再想继续推动冲压头200需要对冲压头200施加较大的力,所以工作人可以感知到冲压头200运动至设定的位置了,进而达到便于工作人员对冲压头200进行定位的效果。
39.本技术实施例一种生产铜铝复合头用压力机辅助装置的实施原理为:对铜铝复合头进行压切时,先对冲压头200进行滑动,继而使得冲压头200运动至冲压孔顶部的一侧;然后再对铜铝复合头进行安装,继而使得铜铝复合头的一端插入冲压孔中,然后再将冲压头200滑动至铜铝复合头的顶部;启动压力机,压力机对冲压头200进行驱动,冲压头200对铜铝复合头施加压力,并完成对铜铝复合头的压切,此过程中减少了工作人员需要对冲压头200进行拆卸的情况发生,进而达到提高压力机对铜铝复合头压切效率的效果。
40.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1