一种电竞座椅调角器窝卷弹簧通用半自动装配工装的制作方法
1.本实用新型涉及半自动装配工装技术领域,具体为一种电竞座椅调角器窝卷弹簧通用半自动装配工装。
背景技术:
2.平面窝卷弹簧广泛应用于电竞椅制造等各种制造行业,平面窝卷弹簧在装配时,是在其由一定的弹性变形的情况下,将其内端和外端簧钩固定在座椅调角器上,由于平面窝卷弹簧本身具有较大的回复力,在往座椅调角器上安装时很费力,平面窝卷弹簧极易脱轨蹦出,具有一定危险性,导致手工安装效率低,又由于平面窝卷弹簧呈平面螺旋状,固定端头在螺旋中心位置,一般通用装配工具,不易伸入内端夹紧并安装到位,无论正向安装还是逆向安装,都很难安装,目前市场上缺少一种简单方便的专用工具,来实现电竞座椅调角器窝卷弹簧快速安装,因此亟需一种电竞座椅调角器窝卷弹簧通用半自动装配工装。
技术实现要素:
3.本实用新型的目的是提供一种电竞座椅调角器窝卷弹簧通用半自动装配工装。
4.本实用新型的上述实用新型目的是通过以下技术方案得以实现的:
5.一种电竞座椅调角器窝卷弹簧通用半自动装配工装,包括台架框,所述台架框的顶部设置有半自动装备工装本体,所述台架框的底部设置有电控箱与气控箱,所述半自动装备工装本体包括座椅调角器送料系统,所述座椅调角器送料系统的顶部设置有窝卷弹簧定位系统,所述座椅调角器送料系统的一侧设置有动力系统,所述动力系统的一侧设置有压入系统,所述座椅调角器送料系统的顶部设置有座椅调角器本体。
6.本实用新型进一步设置为:所述座椅调角器送料系统包括基板,所述基板的顶部设置有气缸固定板,所述气缸固定板的顶部设置有送料气缸组件,所述送料气缸组件的一侧设置有第一浮动接头,所述第一浮动接头远离送料气缸组件的一端设置有托板,所述托板的顶部设置有座椅调角器冶具,所述座椅调角器冶具的顶部设置有定位支撑销,所述基板的顶部设置有导轨滑块组,所述座椅调角器冶具的顶部设置有有料传感器。
7.本实用新型进一步设置为:所述窝卷弹簧定位系统包括底板,所述底板的顶部设置有气缸安装板,所述气缸安装板的一端设置有定位气缸组件,所述定位气缸组件的一端设置有第二浮动接头,所述气缸安装板远离定位气缸组件的一端设置有导向板,所述气缸安装板的顶部设置有光电传感器,两个所述导向板相邻的一侧设置有滑块定位板,所述滑块定位板的一端设置有卷簧放置板,所述卷簧放置板的顶部设置有窝卷弹簧本体。
8.本实用新型进一步设置为:所述动力系统包括气缸组件固定座,所述气缸组件固定座的一侧设置有动力气缸组件,所述动力气缸组件的底部设置有活动板,所述活动板的顶部设置有扭簧销,所述活动板的顶部设置有到位传感器,所述扭簧销的外表面设置有扭簧本体,所述扭簧本体远离扭簧销的一端设置有转轴,所述转轴的顶部设置有防转锁紧螺母,所述转轴的外表面设置有凸轮,所述凸轮的底部设置有弹性销轴,所述凸轮的一端设置
有操作杆,所述操作杆与凸轮相邻的一端设置有窝卷弹簧限位销。
9.本实用新型进一步设置为:所述气缸组件固定座固定连接于基板的顶部。
10.本实用新型进一步设置为:所述压入系统包括安装座,所述安装座的顶部设置有压力气缸组件,所述压力气缸组件的底部设置有压轴。
11.本实用新型进一步设置为:所述安装座通过螺丝钉固定连接于基板的顶部,且所述底板通过螺丝钉固定连接于两个安装座相邻的一侧。
12.本实用新型进一步设置为:所述座椅调角器本体的内部设置有座椅调角器主轴,所述座椅调角器主轴的顶部开设有与窝卷弹簧本体相适配的卡槽,且所述窝卷弹簧本体与座椅调角器主轴卡接。
13.通过采用上述技术方案,利用座椅调角器主轴上的卡槽卡住窝卷弹簧本体的内端,可以有效的减少座椅调角器主轴上的卡槽加工位置偏差,以及窝卷弹簧内端加工位置偏差对装配工作产生的影响。
14.本实用新型进一步设置为:所述卷簧放置板的内部开设有与座椅调角器主轴相适配的通槽。
15.通过采用上述技术方案,使得卷簧放置板在位移的过程中,能够不触碰到座椅调角器主轴。
16.综上所述,本实用新型的有益技术效果为:
17.该电竞座椅调角器窝卷弹簧通用半自动装配工装,结构简单,使用方便,并且在装配的过程中,窝卷弹簧本体不易脱轨蹦出,从而有效的提升了该装置的安全性,进而有效的增强了对工作人员的保护效果,该装置不仅有效的提高了窝卷弹簧装配效率,而且有效的降低了工作人员的劳动强度,从而有效的提升了企业生产力。
附图说明
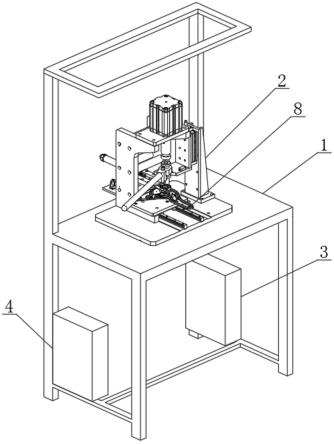
18.图1是本实用新型的结构示意图;
19.图2是本实用新型半自动装备工装本体的结构示意图;
20.图3是本实用新型座椅调角器送料系统的结构示意图;
21.图4是本实用新型座椅调角器送料系统的侧视图图;
22.图5是本实用新型窝卷弹簧定位系统的结构示意图;
23.图6是本实用新型窝卷弹簧定位系统的侧视图;
24.图7是本实用新型动力系统的结构示意图;
25.图8是本实用新型动力系统的侧视图图;
26.图9是本实用新型压入系统的结构示意图。
27.图中:1、台架框;2、半自动装备工装本体;3、电控箱;301、气控箱;4、座椅调角器送料系统;401、基板;402、气缸固定板;403、送料气缸组件;404、第一浮动接头;405、托板;406、座椅调角器冶具;407、定位支撑销;408、导轨滑块组;409、有料传感器;5、窝卷弹簧定位系统;501、底板;502、气缸安装板;503、定位气缸组件;504、第二浮动接头;505、导向板;506、光电传感器;507、滑块定位板;508、卷簧放置板;6、动力系统;601、气缸组件固定座;602、动力气缸组件;603、活动板;604、扭簧销;605、到位传感器;607、扭簧本体;608、转轴;609、防转锁紧螺母;610、凸轮;611、弹性销轴;612、操作杆;613、窝卷弹簧限位销;7、压入系
统;701、安装座;702、压力气缸组件;703、压轴;8、座椅调角器本体;9、窝卷弹簧本体。
具体实施方式
28.以下结合附图对本实用新型作进一步详细说明。
29.参照图1-图2,为本实用新型公开的一种电竞座椅调角器窝卷弹簧通用半自动装配工装,包括台架框1,所述台架框1的顶部设置有半自动装备工装本体2,所述台架框1的底部设置有电控箱3与气控箱301,所述半自动装备工装本体2包括座椅调角器送料系统4,所述座椅调角器送料系统4的顶部设置有窝卷弹簧定位系统5,所述座椅调角器送料系统4的一侧设置有动力系统6,所述动力系统6的一侧设置有压入系统7,所述座椅调角器送料系统4的顶部设置有座椅调角器本体8。
30.参照图3-图4,所述座椅调角器送料系统4包括基板401,所述基板401的顶部设置有气缸固定板402,所述气缸固定板402的顶部设置有送料气缸组件403,所述送料气缸组件403的一侧设置有第一浮动接头404,所述第一浮动接头404远离送料气缸组件403的一端设置有托板405,所述托板405的顶部设置有座椅调角器冶具406,所述座椅调角器冶具406的顶部设置有定位支撑销407,所述基板401的顶部设置有导轨滑块组408,所述座椅调角器冶具406的顶部设置有有料传感器409。
31.参照图5-图6,所述窝卷弹簧定位系统5包括底板501,所述底板501的顶部设置有气缸安装板502,所述气缸安装板502的一端设置有定位气缸组件503,所述定位气缸组件503的一端设置有第二浮动接头504,所述气缸安装板502远离定位气缸组件503的一端设置有导向板505,所述气缸安装板502的顶部设置有光电传感器506,两个所述导向板505相邻的一侧设置有滑块定位板507,所述滑块定位板507的一端设置有卷簧放置板508,所述卷簧放置板508的顶部设置有窝卷弹簧本体9。
32.参照图7-图8,所述动力系统6包括气缸组件固定座601,所述气缸组件固定座601的一侧设置有动力气缸组件602,所述动力气缸组件602的底部设置有活动板603,所述活动板603的顶部设置有扭簧销604,所述活动板603的顶部设置有到位传感器605,所述扭簧销604的外表面设置有扭簧本体607,所述扭簧本体607远离扭簧销604的一端设置有转轴608,所述转轴608的顶部设置有防转锁紧螺母609,所述转轴608的外表面设置有凸轮610,所述凸轮610的底部设置有弹性销轴611,所述凸轮610的一端设置有操作杆612,所述操作杆612与凸轮610相邻的一端设置有窝卷弹簧限位销613,在本实施例中,通过凸轮610与弹性销轴611的配合使用,当窝卷弹簧本体9脱离凸轮610和弹性销轴611时,弹性销轴611自动缩回,防止组装时窝卷弹簧本体9因弹性变量大卡在弹性销轴611上导致组装失败;通过凸轮610与窝卷弹簧限位销613的配合使用,当凸轮610带动窝卷弹簧本体9转动时候,凸轮610和窝卷弹簧限位销613限制住窝卷弹簧本体9沿x轴、y轴、z轴的移动,防止窝卷弹簧本体9在在弹性变形时弹出,便于组装。
33.所述气缸组件固定座601固定连接于基板401的顶部。
34.参照图9,压入系统7包括安装座701,所述安装座701的顶部设置有压力气缸组件702,所述压力气缸组件702的底部设置有压轴703。
35.所述安装座701通过螺丝钉固定连接于基板401的顶部,且所述底板501通过螺丝钉固定连接于两个安装座701相邻的一侧。
36.所述座椅调角器本体8的内部设置有座椅调角器主轴,所述座椅调角器主轴的顶部开设有与窝卷弹簧本体9相适配的卡槽,且所述窝卷弹簧本体9与座椅调角器主轴卡接。
37.所述卷簧放置板508的内部开设有与座椅调角器主轴相适配的通槽。
38.本实施例的实施原理为:使用时,工作人员在操作位将座椅调角器本体8放入工件定位冶具中,送料气缸组件403将座椅调角器本体8送到组装工位;将窝卷弹簧本体9放进托板405中,利用座椅调角器主轴上的卡槽可以夹住窝卷弹簧本体9内端;有料传感器409检测到窝卷弹簧本体9后,动力气缸组件602带动活动板603下降,凸轮610上的弹性销轴611可以挂在窝卷弹簧本体9外端的簧钩上;通过操作杆612可以非常省力的使凸轮610相对于转轴608转动,从而使窝卷弹簧本体9达到所需要的弹性变形量;当到位传感器605检测到窝卷弹簧本体9外端到达工件相应位置后,窝卷弹簧定位系统5的定位气缸组件503将带动托板405缩回;压入系统7的压力气缸组件702带动压轴703下压,使窝卷弹簧本体9脱离凸轮610和弹性销轴611,并在窝卷弹簧本体9弹性恢复中自动与工件结合,完成装配;装配完成后操作杆612在扭簧本体607复位的作用下自动复位,所有气缸组件将依次自动复位;该装置结构简单,使用方便,并且在装配的过程中,窝卷弹簧本体9不易脱轨蹦出,从而有效的提升了该装置的安全性,进而有效的增强了对工作人员的保护效果,该装置不仅有效的提高了窝卷弹簧装配效率,而且有效的降低了工作人员的劳动强度,从而有效的提升了企业生产力,因此该装置具有一定的实用性。
39.本具体实施方式的实施例均为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1