一种焊接定位装置的制作方法
1.本实用新型涉及焊接制造技术领域,具体涉及一种焊接定位装置。
背景技术:
2.车钩板作为地铁车辆连接处的关键部件,进行焊接时装配精度要求高,车钩板的座板是整个车钩板装配定位的基础,其定位精度的保证是整个车钩板装配精度提升的关键。
3.在进行座板的定位时,由于座板为长条板型零件,为了不影响后续的焊接装配,需通过座板侧面对其进行顶紧,但由于座板侧面厚度相对较薄,而用于压紧座板的夹具本身存在一定的高度,容易发生座板高度与夹具高度不匹配的问题,不便于通过夹具对座板进行定位夹紧。
4.综上所述,急需一种焊接定位装置以解决现有技术中存在的问题。
技术实现要素:
5.本实用新型目的在于提供一种焊接定位装置,以解决现有夹具无法实现车钩板座板的夹紧定位问题。
6.为实现上述目的,本实用新型提供了一种焊接定位装置,包括底座和设置于底座上的支撑块组成、定位块组成和顶紧机构;所述定位块组成与顶紧机构相对设置,用于实现对工件侧面的顶紧;所述支撑块组成用于放置工件以实现工件位置的调高。
7.优选的,至少两组所述定位块组成和顶紧机构对应配合,用于实现工件左右方向和前后方向的侧面的顶紧。
8.优选的,所述定位块组成包括定位块、定位销和连接件;所述定位块和底座上均设有用于安装定位销的定位孔;所述定位块和底座之间通过连接件连接。
9.优选的,所述顶紧机构为推拉式快速夹钳。
10.优选的,一种焊接定位装置还包括设置于底座上的压紧机构,用于实现工件在竖直方向上的压紧。
11.优选的,所述压紧机构包括高度调节组件和连接于高度调节组件上的压块。
12.优选的,所述高度调节组件包括双头螺柱和连接于双头螺柱上的固定螺母;所述双头螺柱的一端连接于底座上,另一端用于安装压块。
13.优选的,所述压块的一端设有向下伸出的支撑部。
14.优选的,所述底座上还设有起吊部件。
15.优选的,所述底座与支撑块组成、定位块组成、顶紧机构和起吊部件之间均为可拆卸式连接。
16.应用本实用新型的技术方案,具有以下有益效果:
17.(1)本实用新型中,通过在底座上设置支撑块组成,可以提升工件的高度,便于实现工件侧面与顶紧机构的高度匹配,使顶紧机构抵靠在工件的侧面上,与定位块组成配合
实现工件侧面的夹紧定位。
18.(2)本实用新型中,通过多组相对设置的定位块组成和顶紧机构,可实现工件在前后方向和左右方向的位置固定。
19.(3)本实用新型中,定位块组成包括定位块、定位销和连接件,以保证工件与定位块贴合时的定位精度,同时避免对工件进行定位时定位块与底座之间发生相对移动,影响工件的定位精度。
20.(4)本实用新型中,顶紧机构为推拉式快速夹钳,操作方便,可快速实现对工件侧面的顶紧。
21.(5)本实用新型中,在底座上设置压紧机构,可实现工件在竖直方向上的压紧,避免工件发生竖直方向的移位或倾斜。
22.(6)本实用新型中,压紧机构包括高度调节组件和设置在高度调节组件上的压块,适用于不同厚度工件的压紧;压块一端设有向下伸出的支撑部,支撑部抵靠在底座上,用以提升压块的稳定性,避免压块发生倾斜。
23.(7)本实用新型中,底座上设有起吊部件,便于通过起吊设备实现焊接定位装置与工件的整体移动。
24.(8)本实用新型中,底座与支撑块组成、定位块组成、顶紧机构和起吊部件之间均为可拆卸式连接,便于进行焊接定位装置的拆装、存储、运输和更换。
25.除了上面所描述的目的、特征和优点之外,本实用新型还有其它的目的、特征和优点。下面将参照图,对本实用新型作进一步详细的说明。
附图说明
26.构成本技术的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
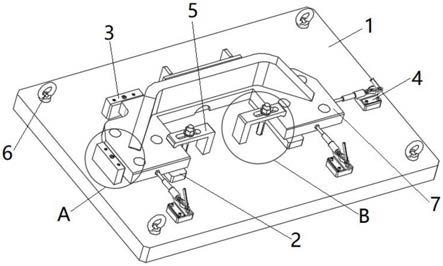
27.图1是本技术实施例中一种焊接定位装置的结构示意图;
28.图2是本技术实施例中一种焊接定位装置的俯视图;
29.图3是本技术实施例图1中a部分的细节放大图;
30.图4是本技术实施例图1中b部分的细节放大图;
31.其中,1、底座,2、支撑块组成,3、定位块组成,3.1、定位块,3.2、定位销,3.3、连接件,4、顶紧机构,5、压紧机构,5.1、高度调节组件,5.1.1、双头螺柱,5.1.2、固定螺母,5.2、压块,6、起吊部件,7、工件。
具体实施方式
32.以下结合附图对本实用新型的实施例进行详细说明,但是本实用新型可以根据权利要求限定和覆盖的多种不同方式实施。
33.实施例:
34.参见图1至图4,一种焊接定位装置,本实施例应用于地铁车辆的车钩板的自动焊接定位装夹。
35.一种焊接定位装置,包括底座1和设置于底座1上的支撑块组成2、定位块组成3和
顶紧机构4;所述定位块组成3与顶紧机构4相对设置,用于实现对工件7侧面的顶紧,如图2所示;所述支撑块组成2用于放置工件7以实现工件7位置的调高,使工件7处于合适的配合高度,便于顶紧机构4抵靠在工件7的侧面上,如图1所示,防止顶紧机构4由于与工件7侧面的接触面积较小从工件7侧面滑出,用以提升定位装置的装夹可靠性。
36.本实施例中,底座1为厚度60mm的q345e钢板,尺寸为1080mm
×
730mm
×
60mm,将底座1上表面进行加工,保证平面度≤0.2mm,起到支撑设置各零部件的作用。
37.至少两组所述定位块组成3和顶紧机构4对应配合,用以实现工件7左右方向和前后方向的侧面的顶紧。本实施例中,由于工件7为车钩板的座板,呈长条板型结构,在其长度方向设置两组定位块组成3和顶紧机构4对应配合,实现工件7在前后方向的位置固定;在其宽度方向设置一组定位块组成3和顶紧机构4对应配合,实现工件7在左右方向的位置固定。
38.参见图3,所述定位块组成3包括定位块3.1、定位销3.2和连接件3.3;所述定位块3.1和底座1上均设有用于安装定位销3.2的定位孔,以保证工件7与定位块3.1贴合时的定位精度;所述定位块3.1和底座1之间通过连接件3.3连接,避免对工件7进行定位时定位块3.1与底座1之间发生相对移动,影响工件7的定位精度。
39.本实施例中,所述顶紧机构4为推拉式快速夹钳,操作方便,可快速实现对工件7侧面的顶紧。
40.参见图1和图4,一种焊接定位装置还包括设置于底座1上的压紧机构5,用于实现工件7在竖直方向上的压紧。
41.本实施例中,在底座1上设有两个压紧机构5,分别对工件7两侧的上表面进行压紧,避免工件7发生竖直方向的移位或倾斜。
42.所述压紧机构5包括高度调节组件5.1和连接于高度调节组件5.1上的压块5.2,适用于不同厚度的工件7的压紧。
43.所述高度调节组件5.1包括双头螺柱5.1.1和连接于双头螺柱5.1.1上的固定螺母5.1.2;所述双头螺柱5.1.1的一端连接于底座1上,另一端用于安装压块5.2,当压块5.2抵靠在工件7的上表面时,通过底座1给压块5.2提供反力,实现压块5.2对工件7上表面的压紧。
44.所述压块5.2的一端设有向下伸出的支撑部,支撑部抵靠在底座1上,用以提升压块5.2的稳定性,避免压块5.2发生倾斜。
45.所述底座1上还设有起吊部件6,便于通过起吊设备实现焊接定位装置与工件7的整体移动。本实施例中,起吊部件6为吊环螺栓,分布于底座1的四个角上。
46.所述底座1与支撑块组成2、定位块组成3、顶紧机构4和起吊部件6之间均为可拆卸式连接,便于进行焊接定位装置的拆装、存储、运输和更换。其中,支撑块组成2、定位块组成3和顶紧机构4均通过内六角螺钉安装在底座1上。
47.上述的一种焊接定位装置的使用方法如下:
48.第一步:将已经与筋板进行点焊的座板(即工件7)放置在支撑块组成2上,并使工件7的侧面与定位块3.1贴紧,使顶紧机构4的压头正对工件7的侧面,通过顶紧机构4和定位块组成3配合实现工件7前后方向和左右方向的位置固定;
49.第二步:调节高度调节组件5.1的固定螺母5.1.2与双头螺柱5.1.1的配合位置,使压块5.2压紧在工件7的上表面,实现工件7在竖直方向的位置固定;
50.第三步:通过起吊设备连接起吊部件6,将焊接定位装置和工件7整体移动至自动焊接生产线上,进行车钩板焊接工序即可。
51.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1