一种高效的铜水冷板的钎焊治具的制作方法
1.本实用新型涉及钎焊治具的技术领域,特别涉及一种高效的铜水冷板的钎焊治具。
背景技术:
2.现有用于焊接铜水冷板的真空钎焊治具一般是将待焊的铜水冷板放在两块不锈钢板体之间,两块不锈钢板体再通过螺钉螺母锁紧,从而压紧夹具。这种治具要求待焊的铜水冷板的各钎焊件均为平面对平面结构焊接,可同时钎焊多个铜水冷板,多个铜水冷板之间使用石墨板进行分隔,在钎焊高温下,铜、不锈钢及石墨由于材料热膨胀系数不同会产生热膨胀量差,导致铜水冷板会随夹具的变形而变形,因此焊后需要对铜水冷板精加工来保证其外形尺寸符合要求后。
3.现有这种钎焊治具存在以下不足:
4.1、治具适用范围小:仅能焊接平面对平面的钎焊件,对于结构带有进水嘴和出水嘴的异形钎焊件则无法进行锁紧焊接。
5.2、焊接精度不可控,导致焊接处密封性差:钎焊件高温下的膨胀量受到不锈钢与螺钉螺母之间的锁紧压力(与膨胀方向相反的力),易产生压伤及变形,对钎焊件的外形尺寸,形位公差等产生明显变动,焊后尺寸公差无法满足钎焊件图纸要求,需通过精加工进行修正。
6.3、焊接保温时间长:批量焊接时,各待焊铜水冷板的钎焊件之间紧密贴合,受热面积小,钎焊过程中需要较长的保温时间来使钎焊件到达对应温度而保证焊接。
7.4、焊接质量不可控:各待焊铜水冷板的钎焊件与治具间的定位为人工肉眼定位,不同人员的相同装配易产生不一样的钎焊结果。
8.5、焊接后治具拆卸困难,易损坏:高温下螺钉与螺母皆会产生变形、粘结、坏牙等现象,焊后难以拆卸,螺钉螺母多为一次性使用品。
技术实现要素:
9.针对现有技术存在的问题,本实用新型提供一种高效的铜水冷板的钎焊治具。
10.为实现上述目的,本实用新型提出的高效的铜水冷板的钎焊治具,铜水冷板包括通过钎焊治具压紧在一起的盖板和翅片板,焊片放置在盖板和和翅片板之间,盖板远离翅片板的一侧设有进水嘴和出水嘴。钎焊治具包括:固定在外部的机架上的槽钢,槽钢的顶部固定有定位板,定位板上设有若干用于放置盖板的定位区,定位区设有用于避让盖板上的进水嘴和出水嘴的通孔,通孔向下延伸至槽钢的下方。翅片板的顶部居中放置有压板,槽钢的顶部固定有支撑条,支撑条横跨在若干压板的上方。支撑条上螺纹连接有与若干压板一一对应的螺钉,螺钉锁紧后垂直抵压在压板的中心位置。螺钉上还套设有高温弹簧,高温弹簧的顶端抵压在支撑条的底部,高温弹簧的底端抵压在螺钉上。
11.优选地,槽钢采用304不锈钢材质加工而成。
12.优选地,定位板和压板均采用高纯石墨材质加工而成。
13.优选地,定位区的四个角落处设有定位凸起。
14.优选地,螺钉为碳钢螺钉。
15.优选地,螺钉的锁紧力为8n。
16.优选地,高温弹簧的选用型号为haynes214的高温弹簧。
17.优选地,螺钉锁紧抵压在压板上后,高温弹簧的压缩量控制在3~4mm。
18.与现有技术相比,本实用新型的有益效果在于:适用范围更广,不仅能对传统的平面钎焊件进行焊接,对于带有进水嘴和出水嘴的异形钎焊件或凹凸不平的异形钎焊件也可进行焊接。高温下的热膨胀力会随着各待焊铜冷水板对应的高温弹簧的拉伸回弹而得到释放,可有效控制钎焊件的尺寸精度,使得焊接尺寸精度有保证,焊接处密封性能好。各待焊铜水冷板的钎焊件为独立装配,减少了由于人工装配失误导致钎焊件批次性报废的问题,从而有效减小了产品的生产报废率。各待焊铜水冷板的钎焊件为独立装配,大大增加了受热面积,有效的减少了相对保温时间,从而大大提高了生产效率。由于定位板上设计有定位区来对各待焊铜水冷板进行限位及防呆,定位更加精准,使得焊接质量更加可控。螺钉与钎焊件在高温下热膨胀的相对挤压变形力可通过高温弹簧得到有效释放,使得拆卸治具时轻松简易,螺钉螺母可反复使用。
附图说明
19.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
20.图1为本实用新型一实施例中铜水冷板的结构图;
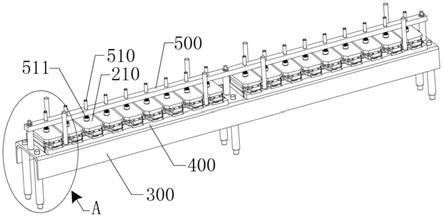
21.图2为本实用新型一实施例的整体结构图;
22.图3为图2中a处的局部放大图;
23.图4为本实用新型一实施例中定位板的结构图;
24.本实用新型目的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
25.本实用新型提出一种高效的铜水冷板的钎焊治具。
26.参照图1-4,图1为本实用新型一实施例中铜水冷板的结构图,图2为本实用新型一实施例的整体结构图,图3为图2中a处的局部放大图,图4为本实用新型一实施例中定位板的结构图。
27.如图1所示,在本实用新型实施例中,铜水冷板包括通过钎焊治具压紧在一起的盖板100和翅片板200,焊片放置在盖板100和和翅片板200之间,盖板100远离翅片板200的一侧设有进水嘴110和出水嘴120。
28.如图2-4所示,钎焊治具包括:固定在外部的机架上的槽钢300,槽钢300的顶部固定有定位板400,定位板400上设有若干用于放置盖板100的定位区410,定位区410的四个角落处设有定位凸起420,从而实现对盖板100及整个待焊铜水冷板进行定位。
29.定位区410设有用于避让盖板100上的进水嘴110和出水嘴120的通孔430,通孔430向下延伸至槽钢300的下方。开设通孔430还可以减少该钎焊治具整体的重量及紧密度,从而减少该钎焊治具对热量的吸收,使得热量更加集中在待焊铜冷水板上。
30.翅片板200的顶部居中放置有压板210,槽钢300的顶部固定有支撑条500,支撑条500横跨在若干压板210的上方。支撑条500上螺纹连接有与若干压板210一一对应的螺钉510,螺钉510锁紧后垂直抵压在压板210的中心位置。螺钉510上还套设有高温弹簧511,高温弹簧511的顶端抵压在支撑条500的底部,高温弹簧511的底端抵压在螺钉510上,且螺钉510锁紧抵压在压板210上后,高温弹簧511的压缩量控制在3~4mm,使得螺钉510与钎焊件在高温下热膨胀的相对挤压变形力可通过高温弹簧511得到有效释放,使得拆卸钎焊治具时轻松简易。螺钉510的锁紧力控制在8n,从而使得螺钉510既具有足够的锁紧力,同时,又不会因为锁的过紧而导致高温热膨胀之后难以通过高温弹簧511得到有效释放。
31.该钎焊治具的适用范围更广,不仅能对传统的平面钎焊件进行焊接,对于带有进水嘴110和出水嘴120的异形钎焊件或凹凸不平的异形钎焊件也可进行焊接。高温下的热膨胀力会随着各待焊铜冷水板对应的高温弹簧511的拉伸回弹而得到释放,可有效控制钎焊件的尺寸精度,使得焊接尺寸精度有保证,焊接处密封性能好。各待焊铜水冷板的钎焊件为独立装配,减少了由于人工装配失误导致钎焊件批次性报废的问题,从而有效减小了产品的生产报废率。各待焊铜水冷板的钎焊件为独立装配,大大增加了受热面积,有效的减少了相对保温时间,从而大大提高了生产效率。由于定位板400上设计有定位区410来对各待焊铜水冷板进行限位及防呆,定位更加精准,使得焊接质量更加可控。螺钉510与钎焊件在高温下热膨胀的相对挤压变形力可通过高温弹簧511得到有效释放,使得拆卸钎焊治具时轻松简易,螺钉510螺母可反复使用。
32.优选地,在本实施例中,槽钢300采用304不锈钢材质加工而成,以保证槽钢300作为搭接骨架的使用长度。
33.优选地,在本实施例中,定位板400和压板210均采用高纯石墨材质加工而成,以保证其平面度及脆性符合钎焊件的使用要求。
34.优选地,在本实施例中,螺钉510为碳钢螺钉510,以保证锁紧抵压压板210的使用要求。
35.优选地,在本实施例中,高温弹簧511的选用型号为haynes214的高温弹簧511,型号为haynes214的高温弹簧511的弹性温度范围为-200到1100℃,单个弹簧在其达到最大压缩变形量时可施加44n及以上的力,既能满足高温使用环境要求,又能满足释放力的要求。
36.以上所述仅为本实用新型的优选实施例,并非因此限制本实用新型的专利范围,凡是在本实用新型的实用新型构思下,利用本实用新型说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1