一种型材自动切割机的制作方法
1.本实用新型涉及切割机技术领域,特别涉及一种型材自动切割机。
背景技术:
2.切割机是将长条板材切割成指定规格的材料,现有的切割机中,型材的送料依靠人工送料,送料前需要预先划出切割对准线;然后工人根据切割线的位置与锯盘对准,实现型材的分切,这种切割机切割效率低,劳动强度大。
技术实现要素:
3.本实用新型的目的在于针对现有技术的缺陷和不足,提供一种自动送料的型材自动切割机。
4.为实现上述目的,本实用新型采用的技术方案是:
5.本实用新型所述的一种型材自动切割机,它包括有机架、用于切割型材的切割模块和能够定向输送型材的型材移送模块。
6.进一步地,所述切割模块包括有切割横移电机、电机固定板、固定在机架上的切割支架、固定在切割支架上的切割导轨和转动连接在切割支架上的丝杆;所述切割横移电机一端固定在切割支架上;切割横移电机另一端固定在丝杆上;电机固定板上固定有切割滑块和切割电机;所述切割电机的输出端上固定有锯盘;切割滑块与切割导轨滑动连接;丝杆上螺纹连接有螺母;所述螺母固定在电机固定板上。
7.进一步地,所述型材移送模块包括有移送电机、移送滑板、固定在移送电机输出端上的齿轮和固定在移送电机上的气缸固定板;所述机架上固定有齿条和横移直导轨;所述移送滑板与横移直导轨滑动连接;齿轮与齿条相啮合;所述气缸固定板上固定有压紧气缸和压紧导向套;压紧气缸的活塞杆端固定有压板;所述压板上固定有与压紧导向套滑动连接的压紧导向轴;所述机架上设置有降阻组件;所述降阻组件能够降低型材在机架上滑动的阻力。
8.进一步地,所述降阻组件由多个沿机架上长度方向排列的辊筒组成。
9.进一步地,所述辊筒上设置有辊筒升降组件;所述辊筒升降组件包括有一端固定在机架上的辊筒升降气缸、固定在机架上的辊筒导向套、滑动连接在辊筒导向套上的辊筒导向轴和固定在辊筒导向轴一端的辊筒支架;所述辊筒与辊筒支架转动连接;所述辊筒升降气缸另一端固定在辊筒支架上。
10.进一步地,所述机架设置有压紧组件;所述压紧组件包括有能够在机架上滑动的压切固定板和一端固定在机架上的位置调整气缸;所述位置调整气缸另一端固定在压切固定板上;所述压切固定板上固定有两个压切气缸;所述压切气缸的活塞杆端均固定有下压板;所述下压板上固定有压切导向轴;所述压切导向轴外套滑动连接有固定于压切固定板上的压切导向套;两块下压板分别设置在锯盘的两侧。
11.采用上述结构后,本实用新型有益效果为:本实用新型所述的一种型材自动切割
机,它包括有机架、用于切割型材的切割模块和能够定向输送型材的型材移送模块。在使用本实用新型时,型材通过型材移送模块定量定向移动到切割模块处,通过切割模块对型材切割;极大限度地提高切割效率,降低劳动强度。
附图说明
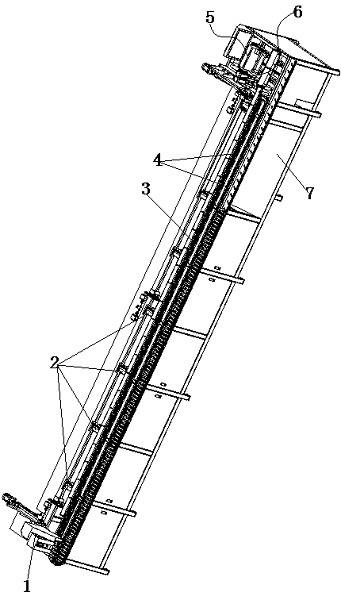
12.图1是本实用新型的结构示意图;
13.图2是型材移送模块的结构示意图;
14.图3是辊筒升降组件的结构示意图;
15.图4是切割模块的结构示意图;
16.图5是压紧组件的结构示意图;
17.附图标记说明:
18.1、型材移送模块;101、移送电机;102、移送滑板;103、齿轮;
19.104、压板;105、压紧气缸;106、气缸固定板;107、压紧导向套;
20.108、压紧导向轴;
21.2、辊筒升降组件;201、辊筒导向套;202、辊筒导向轴;
22.203、辊筒升降气缸;204、辊筒支架;205、辊筒;
23.3、齿条;4、横移直导轨;
24.5、切割模块;501、切割支架;502、切割导轨;503、切割滑块;
25.504、切割横移电机;505、电机固定板;506、切割电机;507、锯盘;
26.508、丝杆;
27.6、压紧组件;601、下压板;602、位置调整气缸;603、压切气缸;
28.604、压切导向轴;605、压切导向套;606、压切固定板;
29.7、机架。
具体实施方式
30.下面结合附图对本实用新型作进一步的说明。
31.如图1所示,本实用新型所述的一种型材自动切割机,它包括有机架7、用于切割型材的切割模块5和能够定向输送型材的型材移送模块1;型材通过型材移送模块1定量定向移动到切割模块5处,通过切割模块5对型材切割;极大限度地提高切割效率,降低劳动强度。
32.如图4所示,作为本实用新型的一种优选方式,所述切割模块5包括有切割横移电机504、电机固定板505、固定在机架7上的切割支架501、固定在切割支架501上的切割导轨502和转动连接在切割支架501上的丝杆508;所述切割横移电机504一端固定在切割支架501上;切割横移电机504另一端固定在丝杆508上;电机固定板505上固定有切割滑块503和切割电机506;所述切割电机506的输出端上固定有锯盘507;切割滑块503与切割导轨502滑动连接;丝杆508上螺纹连接有螺母;所述螺母固定在电机固定板505上;切割电机506启动后带动锯盘507转动进行对型材切割;切割横移电机504启动后带动电机固定板505上的切割电机506沿切割导轨502的长度方向移动,实现型材的切断,采用丝杆传动,使得切割更加平稳。
33.如图2所示,作为本实用新型的一种优选方式,所述型材移送模块1包括有移送电机101、移送滑板102、固定在移送电机101输出端上的齿轮103和固定在移送电机101上的气缸固定板106;所述机架7上固定有齿条3和横移直导轨4;所述移送滑板102与横移直导轨4滑动连接;齿轮103与齿条3相啮合;所述气缸固定板106上固定有压紧气缸105和压紧导向套107;压紧气缸105的活塞杆端固定有压板104;所述压板104上固定有与压紧导向套107滑动连接的压紧导向轴108;所述机架7上设置有降阻组件;所述降阻组件能够降低型材在机架7上滑动的阻力;型材能够在机架7表面的降阻组件上滑动,移送电机101启动后,带动齿轮103转动,使得气缸固定板106沿横移直导轨4方向滑动至压板104处于型材的正上方;压紧气缸105启动,带动压板104下降并压紧在型材表面上,通过移送电机101运动,利用压板104与形成的摩擦力带动型材前进,实现送料。
34.作为本实用新型的一种优选方式,所述降阻组件由多个沿机架7上长度方向排列的辊筒205组成;多个辊筒205形成的支撑面,且能够自由转动的辊筒205,降低型材滑动的阻力。
35.如图3所示,作为本实用新型的一种优选方式,所述辊筒205上设置有辊筒升降组件2;所述辊筒升降组件2包括有一端固定在机架7上的辊筒升降气缸203、固定在机架7上的辊筒导向套201、滑动连接在辊筒导向套201上的辊筒导向轴202和固定在辊筒导向轴202一端的辊筒支架204;所述辊筒205与辊筒支架204转动连接;所述辊筒升降气缸203另一端固定在辊筒支架204上;辊筒升降气缸203启动后,能够带动辊筒支架204上的辊筒205沿辊筒导向轴202做升降运动;通过不同位置的辊筒升降组件2调整辊筒205的高度,能够使得型材能够水平或者呈不同角度,使得型材切出不同角度的切面。
36.如图5所示,作为本实用新型的一种优选方式,所述机架7设置有压紧组件6;所述压紧组件6包括有能够在机架7上滑动的压切固定板606和一端固定在机架7上的位置调整气缸602;所述位置调整气缸602另一端固定在压切固定板606上;所述压切固定板606上固定有两个压切气缸603;所述压切气缸603的活塞杆端均固定有下压板601;所述下压板601上固定有压切导向轴604;所述压切导向轴604外套滑动连接有固定于压切固定板606上的压切导向套605;两块下压板601分别设置在锯盘507的两侧;位置调整气缸602启动后,带动压切固定板606移动,使得下压板601的中心位置置于型材的中心位置;然后两个压切气缸603启动将下压板601下压在切割位置的两侧,保证切割的平稳。
37.机架7上设置有型材移送模块1、切割模块5和压紧组件6,其中切割模块5包括有切割横移电机504、电机固定板505、固定在机架7上的切割支架501、固定在切割支架501上的切割导轨502和转动连接在切割支架501上的丝杆508;所述切割横移电机504一端固定在切割支架501上;切割横移电机504另一端固定在丝杆508上;电机固定板505上固定有切割滑块503和切割电机506;所述切割电机506的输出端上固定有锯盘507;切割滑块503与切割导轨502滑动连接;丝杆508上螺纹连接有螺母;所述螺母固定在电机固定板505上;
38.压紧组件6包括有能够在机架7上滑动的压切固定板606和一端固定在机架7上的位置调整气缸602;所述位置调整气缸602另一端固定在压切固定板606上;所述压切固定板606上固定有两个压切气缸603;所述压切气缸603的活塞杆端均固定有下压板601;所述下压板601上固定有压切导向轴604;所述压切导向轴604外套滑动连接有固定于压切固定板606上的压切导向套605;两块下压板601分别设置在锯盘507的两侧;
39.型材移送模块1包括有移送电机101、移送滑板102、固定在移送电机101输出端上的齿轮103和固定在移送电机101上的气缸固定板106;所述机架7上固定有齿条3和横移直导轨4;所述移送滑板102与横移直导轨4滑动连接;齿轮103与齿条3相啮合;所述气缸固定板106上固定有压紧气缸105和压紧导向套107;压紧气缸105的活塞杆端固定有压板104;所述压板104上固定有与压紧导向套107滑动连接的压紧导向轴108;在机架7上排列多个辊筒升降组件2,辊筒升降组件2包括有一端固定在机架7上的辊筒升降气缸203、固定在机架7上的辊筒导向套201、滑动连接在辊筒导向套201上的辊筒导向轴202和固定在辊筒导向轴202一端的辊筒支架204;所述辊筒205与辊筒支架204转动连接;所述辊筒升降气缸203另一端固定在辊筒支架204上。
40.工作原理:型材送入到机架上的辊筒上,通过辊筒支撑。送电机启动后,带动齿轮转动,使得气缸固定板沿横移直导轨方向滑动至压板处于型材的正上方;压紧气缸启动,带动压板下降并压紧在型材表面上;通过移送电机运动,利用压板与形成的摩擦力带动型材在辊筒上滚动前进,实现送料;当型材的切割位置到达锯盘位置时,两个压切气缸启动将下压板下压在型材上切割位置的两侧,切割电机启动后带动锯盘转动进行对型材切割;切割横移电机启动后带动电机固定板上的切割电机沿切割导轨的长度方向移动,实现型材的切断。
41.以上所述仅是本实用新型的较佳实施方式,故凡依本实用新型专利申请范围所述的构造、特征及原理所做的等效变化或修饰,均包括于本实用新型专利申请范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1