一种铝型材挤压机的制作方法
1.本实用新型涉及型材生产加工技术领域,尤其涉及一种铝型材挤压机。
背景技术:
2.近年来,由于对汽车空调设备小型化、轻量化的要求,热交换器用管材及空心型材中铝挤压制品的比例迅速增加,挤压加工制品中铝及铝块制品约占70%以上。铝块型材挤压技术发展也因此带动了现代挤压技术的发展。
3.铝型材挤压机是将铝棒挤压制成铝型材的机械。现有的铝型材挤压机存在以下不足:
4.1.现有的铝型材挤压机只能单向挤压,铝型材挤压机的活塞杆在完成单向挤压后回复原位的行程为空行程。该行程过程中铝型材挤压机不做功,但是需要消耗能量,造成能源的浪费。
5.2.现有的铝型材挤压机在挤压铝棒之前需要对铝棒进行加热处理。然而,在挤压过程中,铝棒的热量易向外过快散逸使得铝棒温度下降过快,导致铝型材成型效果差。
6.3.现有的铝型材挤压机的下游需要单独设置冷却装置、牵引装置、裁断装置和输送装置等装置,导致铝型材生产成本较高。
技术实现要素:
7.本实用新型所要解决的技术问题是提供一种铝型材挤压机,解决现有的铝型材挤压机能耗较高、铝型材成型效果差以及易导致铝型材生产成本较高的问题。
8.本实用新型解决其技术问题所采用的技术方案是:一种铝型材挤压机,包括基座,所述基座上设置挤压箱,所述挤压箱的内部中间位置设置单活塞式双出杆液压缸、左右两端设置挤压模,挤压箱的壳体在单活塞式双出杆液压缸左右两侧设置进料口,所述挤压箱左右两侧的上方设置用于裁断铝型材的裁断装置、下方设置用于用于收集铝型材的收集装置,挤压箱的壳体在单活塞式双出杆液压缸两侧内嵌电加热丝,所述壳体的外表面设置保温层。
9.进一步地,所述进料口外部设置与壳体可拆卸密封连接的封板。
10.进一步地,所述裁断装置包括与壳体左右两侧上部固接的裁断油缸安装板,所述裁断油缸安装板上设置裁断油缸,所述裁断油缸的活塞杆向下穿过裁断油缸安装板且其端部设置裁断刀。
11.进一步地,所述收集装置为收集箱,所述收集箱上方设置与基座固接且指向收集箱的冷却装置,所述冷却装置包括与基座固接的风扇和喷嘴,所述收集箱的底部设置排水管。
12.进一步地,所述喷嘴为雾化喷嘴。
13.进一步地,所述挤压机在收集装置上方还设置用于对铝型材计数的计数装置。
14.进一步地,所述计数装置包括前后对称固设在基座上的安装条,前后对应设置的
安装条的对应表面对应设置红外线发射器和红外线接收器,所述安装条的外表面还设置显示屏,所述显示屏与红外线接收器电性连接。
15.进一步地,所述保温层的材质为保温毡。
16.本实用新型具有如下有益效果:
17.本实用新型的铝型材挤压机的挤压箱的内部中间位置设置单活塞式双出杆液压缸、左右两端设置挤压模,挤压箱的壳体在单活塞式双出杆液压缸左右两侧设置进料口。单活塞式双出杆液压缸的活塞杆在完成单向挤压后回复原位的行程中,前半程推动另一侧的铝棒运动、后半程对另一侧的铝棒挤压做功,避免了空行程的产生,节约了电能。
18.本实用新型的铝型材挤压机的挤压箱的壳体在单活塞式双出杆液压缸两侧内嵌电加热丝,壳体的外表面设置保温层。挤出过程中,电加热丝通过电加热的方式继续缓慢提升铝棒的温度,保温层减缓铝棒的热量向外散逸的速度,从而保证了铝型材的成型效果。
19.本实用新型的铝型材挤压机的挤压箱左右两侧的上方设置用于裁断铝型材的裁断装置、下方设置用于用于收集铝型材的收集装置。挤压机集成了裁断装置和收集装置于一体,且无需设置牵引装置和输送装置,大大降低了铝型材的生产成本。
附图说明
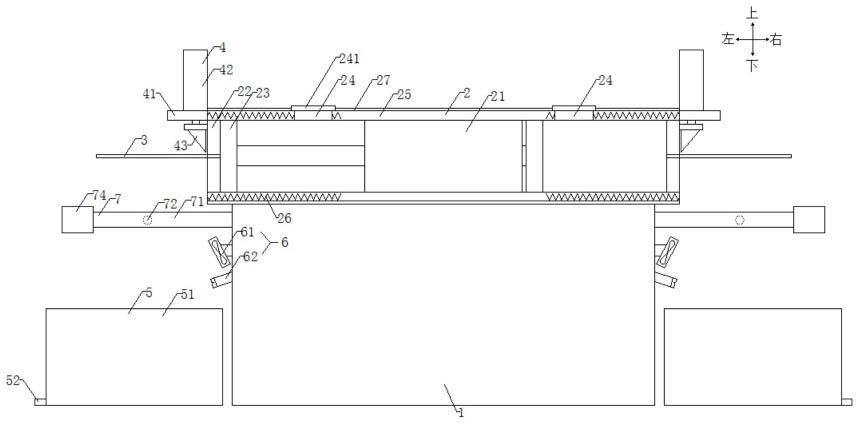
20.图1为本实用新型正视图;
21.图2为计数装置俯视图。
具体实施方式
22.实施例1:
23.如图1和2所示,一种铝型材挤压机,包括基座1,所述基座1上设置挤压箱2,所述挤压箱2的内部中间位置设置单活塞式双出杆液压缸21、左右两端设置挤压模22,挤压箱2的壳体25在单活塞式双出杆液压缸21左右两侧设置进料口24,所述挤压箱2左右两侧的上方设置用于裁断铝型材3的裁断装置4、下方设置用于用于收集铝型材的收集装置5,挤压箱2的壳体25在单活塞式双出杆液压缸21两侧内嵌电加热丝26,所述壳体25的外表面设置保温层27。
24.本实用新型的铝型材挤压机的挤压箱的内部中间位置设置单活塞式双出杆液压缸、左右两端设置挤压模,挤压箱的壳体在单活塞式双出杆液压缸左右两侧设置进料口。单活塞式双出杆液压缸的活塞杆在完成单向挤压后回复原位的行程中,前半程推动另一侧的铝棒运动、后半程对另一侧的铝棒挤压做功,避免了空行程的产生,节约了电能。
25.本实用新型的铝型材挤压机的挤压箱的壳体在单活塞式双出杆液压缸两侧内嵌电加热丝,壳体的外表面设置保温层。挤出过程中,电加热丝通过电加热的方式继续缓慢提升铝棒的温度,保温层减缓铝棒的热量向外散逸的速度,从而保证了铝型材的成型效果。
26.本实用新型的铝型材挤压机的挤压箱左右两侧的上方设置用于裁断铝型材的裁断装置、下方设置用于用于收集铝型材的收集装置。挤压机集成了裁断装置和收集装置于一体,且无需设置牵引装置和输送装置,大大降低了铝型材的生产成本。
27.所述进料口24外部设置与壳体25可拆卸密封连接的封板241。
28.所述裁断装置4包括与壳体25左右两侧上部固接的裁断油缸安装板41,所述裁断
油缸安装板41上设置裁断油缸42,所述裁断油缸42的活塞杆向下穿过裁断油缸安装板41且其端部设置裁断刀43。
29.单根铝型材3成型后,操作员工通过对应的裁断油缸42控制裁断刀43将铝型材3裁断,裁断的铝型材3落入收集装置5中完成收集。
30.所述收集装置5为收集箱51,所述收集箱51上方设置与基座1固接且指向收集箱51的冷却装置6,所述冷却装置6包括与基座1固接的风扇53和喷嘴54,所述收集箱51的底部设置排水管52。
31.喷嘴54对铝型材3进行水冷,风扇53对铝型材3进行风冷。
32.所述喷嘴54为雾化喷嘴。
33.雾化喷嘴喷出的水流为雾状,能够增加铝型材3与水的接触面积,提高水冷效果,同时节约水资源。
34.所述挤压机在收集装置5上方还设置用于对铝型材3计数的计数装置7。
35.所述计数装置7包括前后对称固设在基座1上的安装条71,前后对应设置的安装条71的对应表面对应设置红外线发射器72和红外线接收器73,所述安装条71的外表面还设置显示屏74,所述显示屏74与红外线接收器73电性连接。
36.红外线发射器72发射红外线,红外线接收器73接收红外线。每个铝型材3被裁断落入收集箱51的过程中都对红外线进行一次遮挡,红外线接收器73将信号发送给显示屏74,显示屏74显示计数。
37.所述保温层27的材质为保温毡。
38.保温毡为经济性较佳的保温材料。
39.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,任何熟悉本专业的技术人员,在不脱离本实用新型技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质,在本实用新型的精神和原则之内,对以上实施例所作的任何简单的修改、等同替换与改进等,均仍属于本实用新型技术方案的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1