焊枪清洁装置的制作方法
1.本实用新型涉及焊接技术领域,尤其是焊枪清洁装置。
背景技术:
2.焊接是一种常见的制造工艺,其中熔焊是常见的焊接途径之一。熔焊是在焊接过程中将工件接口加热至融化状态,以不加压力的方式完成焊接。在熔焊的过程中,必要时可加入熔填物辅助,即焊丝,焊丝作为填充金属用的金属丝焊接材料。
3.目前借助焊丝进行焊接时,焊枪需要将焊丝加热成熔融状态,并将其将熔融状态的焊丝嵌合在两个待焊接工件之间的焊缝内,以使焊丝冷却后,两个工件得到紧密连接。由于焊枪的喷嘴的结构设计,即容纳焊丝的导电嘴设置于喷嘴壳的内腔,这就使得熔融状态的焊丝在导出的过程中,存在飞溅到喷嘴壳的内壁的情况,这些熔融状态的焊丝附到焊枪内壁,形成难以清理的附着物,这些附着物可能会出现遮挡导电嘴出口的情况,这不但会影响焊接操作的进行,并且使得焊枪的不能正常使用,增大焊枪的维修率,缩减焊枪的使用寿命。同时这些附着物在焊接过程中可能会出现掉落的情况,一旦掉落至焊接处,这就会影响到产品的焊接质量。
4.一般是借助刀具清理焊枪内的附着物,但是在后续焊接过程中,还是会出现焊丝溶液粘附的情况,无法实质性地保护焊枪。此外,刀具在对附着物进行剥落时,由于附着物直接与所述焊枪的内壁接触,使得这种清理操作也会破坏焊枪的内壁,以此降低焊枪的使用寿命。
5.此外,焊枪在使用时,可能会出现部分焊丝发黑的情况,这部分焊丝与正常的焊丝相比,其焊接强度较弱,若是持续使用这部分不良焊丝,这会降低两个工件之间的连接强度,影响工件的焊接质量。
技术实现要素:
6.本实用新型的一个优势在于提供焊枪清洁装置,所述焊枪清洁装置的清铰机构能够用以插入预定长度的至少一焊枪,满足所述焊枪的实际清理范围需求,并且所述清铰机构以转动的方式清除所述焊枪内部的附着物,避免附着物与所述焊枪的内壁发生黏连,影响焊接操作。
7.本实用新型的另一个优势在于提供焊枪清洁装置,所述清铰机构的去污件以可拆卸的方式与所述清铰机构的所述驱动件连接,以便及时更换损坏的所述去污件,并且可更换上不同规格的所述去污件,以此满足不同规格的所述焊枪的清洁。
8.本实用新型的另一个优势在于提供焊枪清洁装置,所述焊枪清洁装置的喷洒机构能够向所述焊枪内喷洒防飞溅液,防飞溅液分布在完成附着物清理的所述焊枪内壁上,保护所述焊枪的内壁,延长所述焊枪的使用寿命。
9.本实用新型的另一个优势在于提供焊枪清洁装置,所述喷洒机构的存储件可为所述喷洒机构的喷洒件提供防飞溅液,无需外部管路连接,为所述喷洒件提供充足的防飞溅
液,并且所述存储件可与外界接通,以便向所述存储件加液。
10.本实用新型的另一个优势在于提供焊枪清洁装置,所述喷洒机构的密封件为所述喷洒件向所述焊枪喷洒防飞溅液的操作提供一个密闭的环境,以此防止防飞溅液在喷洒过程中出现四处飞溅的情况,确保工作环境的干净和安全。
11.本实用新型的另一个优势在于提供焊枪清洁装置,所述焊枪清洁装置的定位件可对所述焊枪进行定位,以使所述焊枪能够与所述去污件对应,增加所述焊枪位置的精确性。
12.本实用新型的另一个优势在于提供焊枪清洁装置,所述定位件被实施为v型块,以使所述定位件以四点接触的方式对所述焊枪进行定位,为所述焊枪的清理操作提供最精确的定位。
13.本实用新型的另一个优势在于提供焊枪清洁装置,所述定位件被实施为v型块,所述v型块的两端呈现尺寸不同的v状,可通过调转所述定位件方位的方式,对不同规格的焊枪进行定位。
14.本实用新型的另一个优势在于提供焊枪清洁装置,所述焊接装置的剪丝机构能够剪除所述焊枪推出的预定长度的焊丝,以此剪除所述焊枪的不良焊丝,避免焊丝不良影响焊接质量。
15.本实用新型的另一个优势在于提供焊枪清洁装置,所述焊接装置的方位导向构件包括一整体导向组件,所述整体导向组件能够限定所述焊枪在x轴、y轴和z轴方向移动,以使所述焊枪能够移动至指定的焊接位置进行焊接。
16.本实用新型的另一个优势在于提供焊枪清洁装置,所述方位导向构件的局部导向组件能够限定所述焊枪在z轴方向移动,使得所述焊枪能够在所述整体导向组件移动的基础上,进一步地发生移动,以使所述焊枪准确对应焊接位置,以此提高焊接的精度。
17.本实用新型的另一个优势在于提供焊枪清洁装置,所述焊枪清洁装置的定位构件能够对焊接位置进行限定,并且引导所述焊枪移动至焊接位置,以便焊接操作的进行。
18.为达到本实用新型以上至少一个优势,本实用新型提供焊枪清洁装置,所述焊枪清洁装置用于清理至少一焊枪,所述焊枪具有一外罩部和一焊丝通道部,所述焊丝通道部被安装于所述外罩部内,并且与所述外罩部之间形成一圈槽,所述圈槽内附着有焊丝熔化时形成的附着物,所述焊枪清洁装置包括:
19.一机体;
20.一喷洒机构,所述喷洒机构包括一喷洒件和一导液件,所述喷洒件以能够喷洒防飞溅液的方式被安装于所述机体,所述喷洒件具有一喷液道和一与所述喷液道连通的喷口,且所述喷液道与所述导液件连通,以引导所述喷液道中的防飞溅液从所述喷口流至所述圈槽。
21.根据本实用新型一实施例,所述喷洒机构还包括一密封件,所述密封件被安装于所述机体,且设置于所述喷液道相邻的位置,用以套接所述外罩部,以防止防飞溅液喷洒于外界。
22.根据本实用新型一实施例,所述喷洒机构还包括一存储件,用于存储防飞溅液,所述存储件被安装于所述机体,且与所述喷洒件相接通。
23.根据本实用新型一实施例,所述焊枪清洁装置还包括一清铰机构,所述清铰机构包括一去污件,所述去污件被设置于所述机体,并且适于插入所述圈槽,用于带出所述圈槽
内的附着物。
24.根据本实用新型一实施例,所述清铰机构还包括一驱动件,所述驱动件被设置于所述机体,所述去污件被可动地连接于所述驱动件。
25.根据本实用新型一实施例,所述焊枪清洁装置还包括至少两定位件,所述定位件被设置于所述清铰机构相邻的工位,用于固定所述焊枪并限定所述焊枪的位置。
26.根据本实用新型一实施例,所述定位件有两个,两个所述定位件相对设置,且两个所述定位件均被可动地安装于所述机体。
27.根据本实用新型一实施例,所述焊枪清洁装置还包括一剪丝机构,所述剪丝机构被设置于所述清铰机构相邻的工位,且被可移动地安装于所述机体,所述剪丝机构用于剪除所述焊丝通道部内的不良焊丝。
28.根据本实用新型一实施例,所述剪丝机构包括一剪丝座和一剪丝件,所述剪丝座被安装于所述机体,所述剪丝件被可动地安装于所述剪丝座,所述剪丝座具有一剪丝位置。
29.根据本实用新型一实施例,所述焊枪清洁装置还包括一方位导向构件,所述方位导向构件以能够引导所述焊枪移动的方式被安装于所述机体,以使所述焊枪能够准确移动至焊接位置。
30.根据本实用新型一实施例,所述方位导向构件包括一导向主体,所述机体被安装于所述导向主体。
31.根据本实用新型一实施例,所述方位导向构件还包括一整体导向组件,所述整体导向组件被设置能够限定所述导向主体移动方向的方式与所述导向主体连接。
32.根据本实用新型一实施例,所述整体导向组件包括一x轴向导向件,所述导向主体被可动地安装于所述x轴向导向件,用于引导所述焊枪发生x轴向移动。
33.根据本实用新型一实施例,所述整体导向组件还包括一z轴向导向件,所述x轴向导向件被可动地安装于所述z轴向导向件,用于引导所述焊枪发生z轴向移动。
34.根据本实用新型一实施例,所述整体导向组件还包括一y轴向导向件,所述y轴向导向件被设置于所述导向主体,用于引导所述焊枪发生y轴向移动。
35.根据本实用新型一实施例,所述y轴向导向件包括一导向部,所述导向部被设置于所述导向主体。
36.根据本实用新型一实施例,所述y轴向导向件还包括一支撑部,所述支撑部被可移动地安装于所述导向部,所述焊枪被设置于所述支撑部。
37.根据本实用新型一实施例,所述方位导向构件包括一局部导向组件,所述局部导向组件以能够限定所述焊枪发生z轴向移动的方式被安装于所述导向主体,以使所述焊枪准确移动至焊接位置。
38.根据本实用新型一实施例,所述局部导向组件包括一局部导向件和一移动件,所述局部导向件被安装于所述导向主体,所述移动件被可移动地安装于所述局部导向件,且所述支撑部被可y轴向移动地安装于所述移动件。
39.根据本实用新型一实施例,所述焊枪清洁装置还包括一定位构件,所述定位构件被设置于所述机体,用以引导所述焊枪进行焊接操作。
附图说明
40.图1示出了本实用新型所述焊枪清洁装置的使用立体图。
41.图2示出了本实用新型所述焊枪清洁装置的结构立体图。
42.图3示出了本实用新型所述焊枪清洁装置的结构正视图。
43.图4示出了本实用新型所述焊枪清洁装置的结构剖视图。
44.图5示出了本实用新型所述焊枪清洁装置的定位件的结构立体图。
45.图6示出了本实用新型所述焊枪清洁装置的焊枪的结构剖视图。
46.图7示出了本实用新型所述焊枪清洁装置的装配使用的结构立体图。
47.图8示出了本实用新型所述焊枪清洁装置的装配使用的局部结构立体图。
48.图9示出了本实用新型所述焊枪清洁装置的装配使用的局部结构示意图。
49.图10示出了本实用新型所述焊枪清洁装置的装配使用的x轴向导向件和z轴向导向件连接关系的结构示意图。
具体实施方式
50.以下描述用于揭露本实用新型以使本领域技术人员能够实现本实用新型。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。在以下描述中界定的本实用新型的基本原理可以应用于其他实施方案、变形方案、改进方案、等同方案以及没有背离本实用新型的精神和范围的其他技术方案。
51.本领域技术人员应理解的是,在本实用新型的揭露中,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系是基于附图所示的方位或位置关系,其仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此上述术语不能理解为对本实用新型的限制。
52.可以理解的是,术语“一”应理解为“至少一”或“一个或多个”,即在一个实施例中,一个元件的数量可以为一个,而在另外的实施例中,该元件的数量可以为多个,术语“一”不能理解为对数量的限制。
53.参考图1至图6,依本实用新型一较佳实施例的焊枪清洁装置将在以下被详细地阐述,所述焊枪清洁装置用于清理至少一焊枪90,所述焊枪90具有一外罩部91和一焊丝通道部92,所述焊丝通道部92被安装于所述外罩部91,并且与所述外罩部91之间形成一圈槽901,所述圈槽901内壁附着有焊丝熔化时形成的附着物。
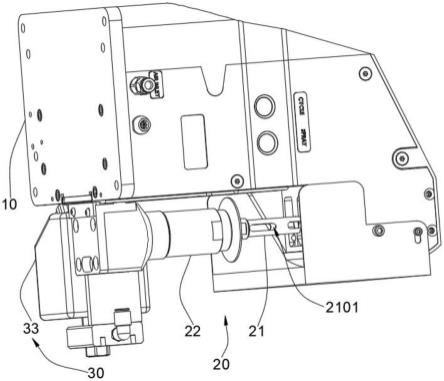
54.所述焊枪清洁装置包括一机体10和一清铰机构20,所述清铰机构20包括一去污件21,所述去污件21被可动地设置于所述机体10,其尺寸适配于所述圈槽901。在所述去污件21插接于所述圈槽901后,所述去污件21能够相对于所述焊枪80转动,以带出所述圈槽901内的附着物。
55.在一个实施例中,所述去污件21被可转动地安装于所述机体10,以在所述去污件21插接于所述圈槽901后,所述去污件21转动地带出所述圈槽901内的附着物。
56.所述焊枪清洁装置包括还一喷洒机构30,所述喷洒机构30包括一喷洒件31和一导液件32,所述喷洒件32被安装于所述机体10,所述喷洒件31具有一喷液道3101和一与所述喷液道3101连通的喷口3102,且所述喷液道3101与所述导液件32连通,以引导所述喷液道
3101中的防飞溅液从所述喷口3102流至所述圈槽901,以此保护所述焊丝通道部92外壁和所述外罩部91的内壁。
57.优选的,所述导液件32被实施为一泵。
58.进一步地,所述去污件21具有一孔道2101,用以容纳所述焊丝通道部92。在所述焊丝通道部92置于所述孔道2101时,所述焊丝通道部92以预定长度插接于所述去污件21,所述去污件21能够以可动的方式快速地带出所述圈槽901内的附着物。
59.优选地,所述去污件21被实施为一铰刀。
60.进一步地,所述清铰机构20还包括一驱动件22,所述驱动件22被安装于所述去污件21,且被设置于所述机体10,用以驱动所述去污件21发生运动,为所述去污件21的运行提供动力。
61.优选地,所述去污件21以可拆卸的方式连接于所述驱动件22,以使所述去污件21损坏时,能够及时更换。同时所述驱动件22也可装配不同尺寸的所述去污件21,以此满足不同尺寸所述焊枪90的清理需求。
62.优选地,所述驱动件22被实施为一气动马达。
63.具体地,所述焊枪90与所述去污件21对接,以使所述去污件21插接于所述圈槽901,以使所述驱动件22控制所述去污件21转动时,所述去污件21以转动的方式在所述圈槽901内转动,以此刮除所述圈槽901内的附着物。
64.优选地,所述喷液道3101的尺寸小于所述外罩部91的截面尺寸,以当所述喷液道3101插接于所述外罩部91时,所述喷液道3101喷洒出的防飞溅液不会落到所述外罩部91的外表面,保证防飞溅液分布于所述圈槽901,使防飞溅液得到充分利用。
65.进一步地,所述喷洒机构30还包括一密封件33,所述密封件33被安装于所述机体10,且设置于所述喷液道3101相邻的位置,所述外罩部91能够以插接于所述密封件33的方式与所述喷液道3101对应,以此防止防飞溅液扩散到外界。具体地,所述密封件33被安装于所述喷口3102。
66.优选地,所述密封件33被实施为一橡胶圈。
67.进一步地,所述喷洒机构30还包括一存储件34,用于存储防飞溅液,所述存储件34被安装于所述机体10,且与所述喷洒件31相接通,为所述喷洒件31提供防飞溅液。所述存储件34被设置能够与外界相接通,以便向所述存储件34添加防飞溅液。
68.优选地,所述存储件34被实施为一超大号的插接式储液罐,以此减少加液次数。
69.进一步地,所述焊枪清洁装置还包括至少两定位件40,所述定位件40被设置于所述清铰机构20相邻的工位,用于固定所述焊枪90并限定所述焊枪90的位置,保证所述清铰机构20与所述外罩部91对应,并且所述焊枪90被稳定地安装于所述清铰机构20,有利于所述清铰机构20处理所述圈槽901内的附着物。
70.优选的,所述定位件40有两个,两个所述定位件40相对设置,且两个所述定位件40均被可动地安装于所述机体10,以便调节两个所述定位件40之间的距离,以此适配不同规格的所述焊枪90。
71.值得一提的是,两个所述定位件40被设置能够相互远离或靠近。在两个所述定位件40相互远离至最大程度时,两个所述定位件40之间的距离最大,且其距离大于所述焊枪90的尺寸,以便所述焊枪90移入或移出两个所述定位件40之间形成的间隙。在两个所述定
位件40之间相互靠近时,两个所述定位件40之间的距离减小,且完成移动后两个所述定位件40之间的距离等于所述焊枪90的尺寸,以此夹紧所述焊枪90,进而对所述焊枪90进行定位,确保所述焊枪90能够与所述去污件21对接。
72.优选地,所述定位件40被实施为一v型块,所述v型块采用四点接触的方式与所述焊枪90接触,为所述焊枪90提供最精准的定位。值得一提的是,所述v型块被实施为一单端呈现v型的块体,以此对某一尺寸的所述焊枪90进行定位。所述v型块也可以被实施为一双端均呈现v型的块体,所述双端均呈现v型的块体两端的尺寸不一致,以便通过对调所述双端均呈现v型的块体的方式,使所述双端均呈现v型的块体满足不同尺寸所述焊枪90的定位。
73.进一步地,所述焊枪清洁装置还包括一剪丝机构50,所述剪丝机构50被设置于所述清铰机构20相邻的工位,且被可移动地安装于所述机体10,所述剪丝机构50用于剪除所述焊丝通道部92内的不良焊丝。
74.进一步地,所述剪丝机构50包括一剪丝座51和一剪丝件52,所述剪丝座51被安装于所述机体10,所述剪丝件52被可动地安装于所述剪丝座51,用以剪切所述焊丝通道部92的不良焊丝。
75.进一步地,所述剪丝座51具有一剪丝位置,所述焊丝通道部92能够推动焊丝移动至所述剪丝位置,以便所述剪丝件52剪去预定长度的焊丝,以此清除所述焊丝通道部92内的不良焊丝。
76.优选地,所述剪丝件52被实施为一刀具。
77.值得一提的是,所述剪丝机构50可选择性地操作。在所述焊枪90内存在不良焊丝时,所述焊枪90移动至所述剪丝位置,所述焊丝通道部92推出预定长度的焊丝,经所述剪丝件52剪切,以此剪去不良焊丝,然后,所述焊枪90移动至清铰机构20处,所述外罩部91与所述去污件21对接,所述去污件21插接于所述圈槽901,并且以转动的方式清理所述外罩部91内壁和所述焊丝通道部92外壁的附着物,最后所述焊枪90移动至所述喷洒机构30处,所述外罩部91插接于所述密封件33并且与所述喷洒件31对接,所述喷洒件31向所述圈槽901内喷洒防飞溅液,以此保护所述外罩部91的内壁和所述焊丝通道部92的外壁。在所述焊枪90内不存在不良焊丝时,所述清铰机构20和所述喷洒机构30协同作用,清除所述圈槽901内的附着物并且向所述圈槽901喷洒防飞溅液。
78.参考图7至图10,进一步地,所述焊枪清洁装置还包括一方位导向构件60,所述方位导向构件60以能够引导所述焊枪90移动的方式被安装于所述机体10,所述焊枪90被可动地安装于所述方位导向构件60,以使所述焊枪90能够准确移动至焊接位置。
79.进一步地,所述方位导向构件60包括一导向主体61,所述机体10被安装于所述导向主体61,所述焊枪90被可动地安装于所述导向主体61。
80.进一步地,所述方位导向构件60还包括一整体导向组件62,所述整体导向组件62被设置能够限定所述导向主体61移动方向的方式与所述导向主体61连接,所述焊枪90被设置于所述导向主体61,以便所述焊枪90移动至待焊接的位置。
81.进一步地,所述整体导向组件62包括一x轴向导向件621,所述导向主体61被可动地安装于所述x轴向导向件621,以使所述导向主体61能够沿着所述x轴向导向件621移动,以此驱动所述焊枪90发生x轴向移动,以使所述焊枪90移动至焊接处。
82.优选地,所述x轴向导向件621被实施为一导轨。
83.进一步地,所述整体导向组件62还包括一z轴向导向件622,所述x轴向导向件621被可动地安装于所述z轴向导向件622,以使所述x轴向导向件621能够沿着所述z轴向导向件622移动,以此驱动所述焊枪90发生z轴向移动,基于所述焊枪90在x轴向移动的基础,进一步地改变所述焊枪90的位置,使所述焊枪90准确移动至焊接处。
84.优选地,所述z轴向导向件622被实施为一导轨。
85.进一步地,所述整体导向组件62还包括一y轴向导向件623,所述y轴向导向件623被设置于所述导向主体61,所述焊枪90被设置于所述y轴向导向件623,以使所述焊枪90能够沿着所述y轴向导向件623发生y轴向移动。
86.进一步地,所述y轴向导向件623包括一导向部6231,所述导向部6231被设置于所述导向主体61,用于限定所述焊枪90进行y轴方向移动,以使所述焊枪90靠近所述焊接处,方便焊接操作的进行。
87.优选地,所述导向部6231被实施为一导轨。
88.进一步地,所述y轴向导向件623还包括一支撑部6232,所述支撑部6232被可移动地安装于所述导向部6231,所述焊枪90被设置于所述支撑部6232,以使所述支撑部6232能够沿着所述导向部6231发生y轴向移动,以此控制所述焊枪90发生y轴向移动。
89.进一步地,所述方位导向构件60包括一局部导向组件63,所述局部导向组件63以能够限定所述焊枪90发生z轴方向移动的方式被安装于所述导向主体61,使所述焊枪90能够进一步移动,保证所述焊枪90准确移动至焊接位置。
90.进一步地,所述局部导向组件63包括一局部导向件631和一移动件632,所述局部导向件631被安装于所述导向主体61,所述移动件632被可移动地安装于所述局部导向件631,以使所述移动件632能够沿着所述局部导向件631发生z轴方向移动,以此改变所述导向主体61的位置,进一步控制所述焊枪90移动。
91.值得一提的是,所述支撑部6232被可y轴向移动地安装于所述移动件632,以使所述移动件632发生z轴移动时,所述支撑部6232能够同步移动且不影响其在y轴方向移动,从而控制所述焊枪90能够在y轴方向移动的同时,还能发生z轴方向的微调。
92.优选地,所述局部导向件631被实施为一导轨。
93.进一步地,所述焊枪清洁装置还包括一定位构件70,所述定位构件70被设置于所述机体10,用以扫描焊接区域,确认焊接点,方便所述焊枪90进行焊接操作。
94.优选地,所述定位构件70被实施为一激光定位仪。具体地,所述定位构件70对所处的焊接区域进行扫描,通过激光定点的方式确认待焊接处,引导所述焊枪90移动至相应的位置并且进行焊接。
95.本实用新型还提出了焊枪清洁装置的使用方法,其步骤如下:
96.(a)控制所述焊枪90与所述清铰机构20对接,以使所述清铰机构20对所述焊枪90进行清理;
97.(b)控制所述焊枪90与所述喷洒机构30对接,以使所述喷洒机构30向所述焊枪90喷洒防飞溅液。
98.在步骤(a)之前,包括如下步骤:将焊枪90移动至所述剪丝机构50处,焊枪90推出预定长度的焊丝于所述剪丝位置,所述剪丝件52剪断预定长度的焊丝,以此清除所述焊枪
90内的不良焊丝。
99.在步骤(a)中,进一步地,包括如下步骤:将所述外罩部91插接于所述去污件21,所述去污件21转动清除所述圈槽901内的附着物。
100.在步骤(b)中,进一步地,包括如下步骤:将所述外罩部91插接于所述密封件33,并且与所述喷洒件31对接,以使所述喷洒件31向所述圈槽901喷洒防飞溅液。
101.本领域的技术人员应理解,上述描述及附图中所示的本实用新型的实施例只作为举例而并不限制本实用新型。本实用新型的优势已经完整并有效地实现。本实用新型的功能及结构原理已在实施例中展示和说明,在没有背离所述原理下,本实用新型的实施方式可以有任何变形或修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1