滑动方向可微调的焊接装置的制作方法
1.本实用新型涉及焊接领域,尤其涉及滑动方向可微调的焊接装置。
背景技术:
2.焊接,是一种以加热、高温或者高压的方式接合金属或其他热塑料材料。焊接技术被广泛的用于社会生产中。其中船舶建造、飞机制造中都需要应用焊接工艺,而需要焊接的材料基本上以钢板为主,体积大。在对其进行焊接工作时需要利用大型的龙门吊辅助焊接工艺,但是对庞大的钢板结构进行焊接时,龙门吊辅助焊接装置时仅能对焊接装置的大概位置进行调整,钢板结构庞大,船只、飞机等设备制造工艺要求严格,焊接处的严密性有严格的要求,钢板之间不能有任何遗漏,但是龙门吊只能将焊接装置移动至大概位置,并不能将焊接装置小幅度的移动至某一具体位置。
3.对大型钢板之间焊接时,焊丝使用的速度非常快,市面上的焊接装置都需要工作人员对焊丝手动进行补充,在补充焊丝的时,为保证操作安全,需要将整个设备停下,影响焊接效率。
4.在焊接的过程中,焊丝存在氧化的现象,而船只、飞机等设备建造中需要高强度的连接。为保证钢板之间连接的严密性,需要将所述焊丝不良部分进行剪切。在焊接时容易产生飞溅的氧化物,为了保护工作人员在焊接过程不受伤害,需要对焊枪涂抹防飞溅液,这样一来,可粘附于涂抹防飞溅液的焊枪壁处。长时间使用焊枪需要将内壁附着的飞溅氧化物剥离,避免随着熔融状态的焊丝流至钢板之间,影响钢板之间的连接性。
5.现有定位装置辅助焊接装置在进行定位时,将定位装置安装于龙门吊上,通过定位装置对整体钢板以及计算,为焊接装置提供定位,定位的时间较长,定位的准确度不高。
技术实现要素:
6.本实用新型的一个优势在于提供滑动方向可微调的焊接装置,本发明设置微调导向组件和一焊接构件,所述微调导向组件用以小幅度的调整所述焊接构件的位置,使得焊接构件的定位更加精准。
7.本实用新型的另一个优势在于提供滑动方向可微调的焊接装置,本发明设置一立体方位调整构件,所述立体方位调整构件用以调节所述焊接组件在x轴、y轴、z轴方向的位置。
8.本实用新型的另一个优势在于提供滑动方向可微调的焊接装置,本发明设置一焊接件和一焊丝供给件,焊丝被存储于所述焊丝供给件中,而所述焊丝供给件内的焊丝用以供给所述焊接件,避免人工上料。
9.本实用新型的另一个优势在于提供滑动方向可微调的焊接装置,本发明还设置一温控构件,所述温控构件用以控制所述焊接件在焊接时的温度,避免熔化焊丝的温度过高或过低,确保焊接质量。
10.本实用新型的另一个优势在于提供滑动方向可微调的焊接装置,本发明设置一剪
丝组件,用以剪切高温造成焊丝氧化的部分,提高所述钢板之间连接的紧密性。
11.本实用新型的另一个优势在于提供滑动方向可微调的焊接装置,本发明设置一防飞溅液喷洒组件,用以对所述焊接件喷涂所述防飞溅液,能够减少焊接过程中飞溅的氧化物对工作人员的伤害。
12.本实用新型的另一个优势在于提供滑动方向可微调的焊接装置,本发明设置一杂质剥离件,用以将附着与所述焊接件内壁中的氧化物剥离,避免氧化物过度堆积而掉落,伴随熔融状态的焊丝连接钢板,提高钢板之前连接的紧密性。
13.本实用新型的另一个优势在于提供滑动方向可微调的焊接装置,本发明设置一定位装置,所述定位装置安装于所述焊接件,随着所述焊接件移动而移动,能够精准的对需要焊接的部位进行定位,可以提高定位的准确性。
14.为达到本实用新型以上至少一个优势,本实用新型提供滑动方向可微调的焊接装置,所述滑动方向可微调的焊接装置用以在焊接过程中,轻微调整焊丝待焊件之间的位置,所述滑动方向可微调的焊接装置包括:
15.至少一微调导向组件,
16.一焊接构件,所述焊接构件包括用于焊接的至少一焊接组件,所述焊接组件用以焊接,所述焊接构件可滑动地设置于所述微调导向组件,以使所述焊接组件的空间位置能够通过所述微调导向组件小幅度调整所述焊接组件的位置;
17.一立体方位调整构件,所述立体方位调整构件形成相互垂直的至少一x轴滑道、至少一y滑道和至少一z轴滑道,所述微调导向组件安装于所述立体方位调整构件。
18.根据本实用新型一实施例,所述微调导向组件包括一导向件和一滑动件,所述滑动件被设置可移动所述焊接构件的方式安装于所述导向件与所述焊接构件之间,以此精准地调整所述焊接组件的位置。
19.根据本实用新型一实施例,所述导向件被设置沿x轴方向延伸,所述微调导向组件用以对所述焊接构件在x轴方向小幅度的调整。
20.根据本实用新型一实施例,所述导向件被设置沿y轴方向延伸,所述微调导向组件用以对所述焊接构件在y轴方向小幅度的调整。
21.根据本实用新型一实施例,所述导向件被设置沿z轴方向延伸,所述微调导向组件用以对所述焊接构件在z轴方向小幅度的调整。
22.根据本实用新型一实施例,所述焊接构件包括一可动件,所述可动件滑动地安装于所述导向件,所述滑动件安装于所述可动件和所述导向件之间,所述可动件远离所述导向件的一侧安装于所述焊接组件。
23.根据本实用新型一实施例,所述滑动件包括至少一滑行结构和至少一限行结构,所述滑行结构被设置于所述导向件靠近所述可动件的一侧,所述限行结构被设置与所述可动件靠近所述导向件的一侧。
24.根据本实用新型一实施例,所述滑动件包括至少一滑行结构和至少一限行结构,所述滑行结构被设置于所述可动件靠近所述导向件的一侧,所述限行结构被设置于所述导向件靠近所述可动件的一侧。
25.根据本实用新型一实施例,所述焊接组件包括一焊接件,所述焊接件用以连接所述待焊件与所述焊丝,所述焊接组件具有形成于所述焊接件的一焊丝安装通道,所述焊丝
安装通道定义一焊接口。
26.根据本实用新型一实施例,所述焊接组件还包括一焊丝供给件,所述焊丝供给件具有一焊丝存放腔,所述焊丝存放腔用以存放所述焊丝,所述焊丝存放腔与所述焊丝安装通道连通,所述焊丝供给件用以供给所述焊丝,所述焊丝供给件被安装于所述可动件。
27.根据本实用新型一实施例,所述焊接组件还包括一送丝件,所述送丝件用以将所述焊丝供给件中储存的所述焊丝移送至靠近所述焊接口的一端部,所述送丝件安装于所述焊接件。
28.根据本实用新型一实施例,所述焊接组件还包括一温控机构,所述温控机构安装于所述焊接件,用以控制所述焊接件焊接时的温度。
29.根据本实用新型一实施例,所述焊接构件还包括一旋转件,所述焊接组件靠近所述可动件的一端部安装于所述旋转组件,所述旋转组件远离所述焊接组件的一端部安装于所述可动件,所述旋转组件用以带动所述焊接组件转动。
30.根据本实用新型一实施例,所述立体方位调整构件包括至少一y轴导向调整组件,所述微调导向组件安装于所述y轴导向调整组件,所述y轴导向调整组件被设置能够调整所述焊接组件在y轴方向的位置。
31.根据本实用新型一实施例,所述y轴导向调整组件包括一y轴件和一第一安装件,所述导向件向所述y轴导向调整组件的方向延伸安装所述第一安装件,所述第一安装件可滑动地安装于所述y轴件,所述y轴滑道被设置能将所述导向件可移动地安装于所述 y轴件。
32.根据本实用新型一实施例,所述y轴导向调整组件还包括至少一支撑件,所述支撑件用于对所述y轴件提供垂直于地面方向的作用力,所述支撑件安装于所述y轴件。
33.根据本实用新型一实施例,所述立体方位调整构件还包括至少一x轴导向调整组件,所述x轴导向调整组件被设置能调整所述焊接组件在x轴方向的位置,所述x轴导向调整组件设置于所述y轴导向调整组件的两端部。
34.根据本实用新型一实施例,所述x轴导向调整组件包括至少一x轴件和至少一第二安装件,所述y轴件向所述x轴导向调整组件延伸方向安装所述第二安装件,所述第二安装件可滑动地安装于所述x轴件,所述x轴轨道被安装于所述x轴件与所述第二安装件之间,用以限定所述y轴导向调整组件在x轴方向的位置。
35.根据本实用新型一实施例,所述x轴导向调整组件还包括一x轴移动辅助结构,所述支撑件远离所述x轴件的一端部可移动地安装于所述x轴移动辅助结构,所述x轴移动辅助结构平行于所述x轴件,所述x轴移动辅助结构用以提高所述y轴导向调增组件在x轴方向移动的稳定性。
36.根据本实用新型一实施例,所述立体方位调整构件还包括一z轴导向调整组件,所述z轴导向调整组件被设置能调整所述焊接组件在z轴方向的位置,所述z轴导向调整组件一端部安装于所述旋转组件远离所述焊接组件的一端部,所述z轴导向调整组件设置于所述可动件远离所述导向件的一侧,所述z轴滑道以能够调整所述焊接组件在z轴方向位置的方式安装于所述可动件与所述z轴件。
37.根据本实用新型一实施例,所述滑动方向可微调的焊接装置还包括一焊枪清理装置,所述焊枪清理装置包括一主体和至少一剪丝件,所述剪丝件用以剪切所述焊丝不良部
分,所述剪丝件可开合地安装于所述主体,所述主体设置于所述焊接构件。
38.根据本实用新型一实施例,所述主体具有一放置槽,所述剪丝件以能够剪切所述焊丝的方式开合地安装于所述放置槽的内壁。
39.根据本实用新型一实施例,所述焊腔清理装置还包括一清垢组件,所述清垢组件用以清理所述焊丝安装通道内壁的污垢,所述清垢组件安装于所述主体。所述清垢组件包括一杂质剥离件,所述杂质剥离件被安装于所述主体。
40.根据本实用新型一实施例,所述清垢组件还包括一防抖件,所述防抖件以能够固定所述焊接件的位置的方式安装于所述主体。
41.根据本实用新型一实施例,所述焊枪清理装置还包括一防飞溅液喷洒组件,所述防飞溅液喷洒组件安装于所述主体,所述防飞溅液喷洒组件包括一喷洒件,所述防飞溅液喷洒组件具有形成于所述喷洒件的一喷洒口,所述喷洒件安装于所述主体,所述喷洒件用以对所述焊接安装通道喷洒防飞溅液体。
42.根据本实用新型一实施例,所述防飞溅液喷洒组件还包括一储液件,所述储液件具有一储液空腔,所述储液空腔用以储存所述防飞溅液体,所述储液件安装于所述主体,并且所述储液件与所述喷洒件连通。
43.根据本实用新型一实施例,所述滑动方向可微调的焊接装置还包括一定位装置,所述定位装置与所述方位调节构件、所述微调导向组件和所述焊接构件电连接,所述定位装置以能够提供定位的方式安装于所述焊接件与所述旋转组件之间。
附图说明
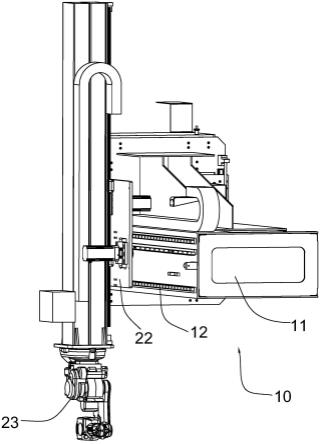
44.图1示出了本实用新型所述滑动方向可微调的焊接装置的结构示意图。
45.图2示出了本实用新型所述滑动方向可微调的焊接装置局部放大图。
46.图3示出了本实用新型所述滑动方向可微调的焊接装置另一个状态下的结构示意图。
47.图4示出了本实用新型所述滑动方向可微调的焊接装置的所述温控件与所述定位装置位置放大示意图。
48.图5示出了本实用新型所述焊接件剖示图。
49.图6示出了本实用新型所述滑动方向可微调的焊接装置整体结构示意图。
50.图7示出了本实用新型所述x轴导向调整组件结构示意图。
51.图8示出了本实用新型所述焊枪清理装置一个状态下的结构示意图。
52.图9示出了本实用新型所述焊枪清理装置另一个状态下的结构示意图。
具体实施方式
53.以下描述用于揭露本实用新型以使本领域技术人员能够实现本实用新型。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。在以下描述中界定的本实用新型的基本原理可以应用于其他实施方案、变形方案、改进方案、等同方案以及没有背离本实用新型的精神和范围的其他技术方案。
54.本领域技术人员应理解的是,在本实用新型的揭露中,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置
关系是基于附图所示的方位或位置关系,其仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此上述术语不能理解为对本实用新型的限制。
55.可以理解的是,术语“一”应理解为“至少一”或“一个或多个”,即在一个实施例中,一个元件的数量可以为一个,而在另外的实施例中,该元件的数量可以为多个,术语“一”不能理解为对数量的限制。
56.参考图1至图9,依本实用新型一较佳实施例的滑动方向可微调的焊接装置将在以下被详细地阐述,所述滑动方向可微调的焊接装置用以在焊接过程中,轻微调整与待焊件之间的位置。所述滑动方向可微调的焊接装置包括至少一微调导向组件10、一焊接构件20和一立体方位调整构件30,所述焊接构件20包括用以焊接的至少一焊接组件21。所述焊接组件21可滑动地设置于所述微调导向组件10,以使所述焊接组件的空间位置能够通过所述微调导向组件10小幅度调整。所述立体方位调整构件30形成相互垂直的至少一x轴滑道31、至少一y轴滑道32和至少一z轴滑道33,所述微调导向组件10 安装于所述立体方位调整构件30。
57.所述微调导向组件10包括一导向件11和一滑动件12,所述滑动件12被设置可移动所述焊接构件20的方式安装于所述导向件11与所述焊接构件20之间。
58.作为优选地,所述导向件11被设置沿x轴方向延伸,所述微调导向组件10用以对所述焊接构件20在x轴方向小幅度的调整,提高所述焊接构件20在x轴方向定位的精确性。
59.在一个示例中,所述导向件11被设置沿y轴方向延伸,所述微调导向组件10用以对所述焊接构件20在y轴方向小幅度的调整,提高所述焊接构件20在y轴方向定位的精确性。
60.在一变形实施例中,所述导向件11被设置沿z轴方向延伸,所述微调导向组件10 用以对所述焊接构件20在z轴方向小幅度的调整,提高所述焊接构件20在z轴方向定位的精确性。
61.本领域技术人员可以理解的是,所述微调导向组件10可设置一个或多个,实现任意方向的微调,本发明以所述导向件11沿x轴方向延伸进行阐述。
62.所述焊接构件20包括一可动件22,所述可动件22滑动地安装于所述导向件11,所述滑动件12安装于所述可动件22与所述导向件11之间。所述可动件22远离所述导向件11的一侧安装所述焊接组件21。
63.参考图2,值得一提的是,所述滑动件12包括至少一滑行结构1201和至少一限行结构1202。
64.优选地,所述滑行结构1201可被设置于所述导向件11靠近所述可动件22的一侧,所述限行结构1202可被设置于所述可动件22靠近所述导向件11的一侧。
65.作为本实施例一变形实施例,所述滑行结构1201可被设置于所述可动件22靠近所述导向件11的一侧,所述限行结构1202可被设置于所述导向件11靠近所述可动件22 的一侧。
66.在一个示例中,所述滑行结构1201可被实施为第一滑轨,所述限行结构1202可被实施为第一凹槽。
67.参考图3至图4,优选地,所述焊接组件21包括一焊接件211,所述焊接件211用以通过所述焊丝将所述待焊件连接。所述焊接组件21具有形成于所述焊接件211的一焊丝安装
通道2101,所述焊丝安装通道2101定义一焊接口2102。
68.作为优选地,所述焊接件211可被实施为一焊枪。
69.所述焊接组件21还包括一焊丝供给件212,所述焊丝供给件212安装于所述可动件22。所述焊丝供给件212具有一焊丝存放腔,所述焊丝存放腔用以存放所述焊丝,所述焊丝供给件212用以供给所述焊丝,所述焊丝存放腔与所述焊丝安装通道2101连通。
70.优选地,所述焊丝供给件212被实施为一桶,所述焊丝盘旋地储存于所述焊丝存放腔中。
71.值得一提的是,所述焊接组件21还包括一送丝件213。所述送丝件213安装于所述焊接件211,所述送丝件213用以将所述焊丝供给件212中储存的所述焊丝移送至靠近所述焊接口2102的一端部。这样一来,通过熔融状态下的所述焊丝将所述待焊件之间连接,并且在所述送丝件213的送输下,所述焊丝可被不断的输出。
72.所述焊接组件21还包括一温控件214,所述温控件214安装于所述焊接件211,用以控制所述焊接件211焊接时的温度。防止焊接的温度过高或过低,以确保焊接质量。
73.所述焊接构件20还包括一旋转组件23,所述焊接组件21靠近所述可动件22一端部安装于所述旋转组件23,所述旋转组件23远离所述焊接组件21的一端部安装于所述可动件22。所述旋转组件23用以带动所述焊接组件21进行转动。作为优选地,所述旋转组件23可被实施为一机械臂。
74.参考图3至图7,所述立体方位调整构件30包括至少一y轴导向调整组件34,所述微调导向组件10安装于所述y轴导向调整组件34,所述y轴导向调整组件34被设置能调整所述焊接组件21在y轴方向的位置。
75.所述y轴导向调整组件34包括至少一y轴件341和一第一安装件342,所述导向件 11往所述y轴导向调整组件34延伸方向安装所述第一安装件342。所述y轴滑道32以能够带动所述第一安装件342滑动的方式设置于所述y轴件341和所述第一安装件342 之间。
76.作为优选地,所述y轴导向调整组件34还包括至少一支撑件343,所述支撑件343 用以对所述y轴件341提供垂直于地面方向的作用力,所述支撑件343安装于所述y轴件341。值得一提的是,所述支撑件343设置两个,分别安装于所述y轴件341两端。
77.所述立体方位调整构件30还包括至少一x轴导向调整组件35,所述x轴导向调整组件35设置于所述y轴导向调整组件34的两端部,所述x轴导向调整组件35被设置能调整所述焊接组件21在x轴方向的位置。
78.所述x轴导向调整组件35包括至少一x轴件351和至少一第二安装件352。所述y 轴件341向所述x轴导向调整组件35延伸方向安装所述第二安装件352。所述x轴滑道31设置于所述x轴件351和所述第二安装件352之间,所述第二安装件352可滑动地安装于所述x轴件351,所述x轴滑道31用以限定所述y轴导向调整组件35在x轴方向的位置。
79.优选地,所述x轴导向调整组件35还包括至少一x轴移动辅助结构353,所述支撑件343远离所述x轴件351的一端部移动地安装于所述x轴移动辅助结构353,所述 x轴移动辅助结构353平行于所述x轴件351。所述x轴移动辅助结构353用以增加所述y轴导向调整组件34在x轴方向移动的稳定性。
80.值得一提的是,所述x轴移动辅助结构353可被实施为导轨。
81.在一变形实施例中,所述x轴件351与所述x轴移动辅助结构353的位置可互换。
82.值得一提的是,所述导向件11设置沿x轴方向延伸,所述微调导向组件10用以小幅度调节所述焊接组件21在x轴方向,而所述x轴导向调整组件35用以调整所述焊接组件21在所述x轴方向的大致位置,以此所述微调导向组件10与所述x轴导向调整组件35共同调整,以实现所述焊接组件21在x轴方向上的更精准的位置。
83.所述立体方位调整构件30还包括至少一z轴导向调整组件36,所述z轴导向调整组件36被设置能调整所述焊接组件21在z轴方向的位置。所述z轴导向调整组件36 一端部安装于所述旋转组件23远离所述焊接组件21的一端部。所述z轴导向调整组件 36设置于所述可动件22远离所述导向件11的一侧,所述z轴道33以能够调整所述焊接组件21在z轴方向位置的方式安装于所述可动件22远离所述导向件11一侧与所述z 轴导向调整组件36之间。
84.参考图8至图9,进一步地,所述滑动方向可微调的焊接装置还包括一焊枪清理装置40。
85.所述焊枪清理装置40用以清理所述焊接件211。所述焊枪清理装置40包括一主体 41和至少一剪丝件42,所述剪丝件42用以剪切所述焊接口2102处暴露出的所述焊丝,所述剪丝件42可移动地安装于所述主体41,所述主体41设置于所述焊接构件20。
86.优选地,所述主体41具有一放置槽4101,所述剪丝件42以能够剪切所述焊丝的方式可开合地安装于所述放置槽4101的内壁。
87.可以理解的是,所述焊接件211移动至所述主体41处,所述焊丝放置于所述放置槽4101,并将所述焊丝对准所述剪丝件42位置,所述剪丝件42闭合对所述焊丝进行剪切。
88.所述焊枪清理装置40还包括一清垢组件43,所述清垢组件43用以清理所述焊丝安装通道2101内壁的杂质,所述清垢组件43安装于所述主体41。
89.具体地,所述清垢组件43包括一杂质剥离件431,所述杂质剥离件431被安装于所述主体41。作为优选地,所述杂质剥离件431可被实施为一铰刀,在所述铰刀插接于所述焊丝安装通道2101内,所述铰刀转动,利用所述铰刀外壁与所述焊丝安装通道2101 内壁之间的摩擦力,将附着与所述焊丝安装通道2101内壁中的杂质脱离。
90.所述清垢组件43还包括一防抖件432,所述防抖件432以能够固定所述焊接件211 的位置的方式安装于所述主体41。
91.所述焊枪清理装置40还包括一防飞溅液喷洒组件44,所述防飞溅液喷洒组件44 安装于所述主体41,用以对所述焊丝安装通道2101喷洒防飞溅液体。
92.所述防飞溅液喷洒组件44包括一喷洒件441,所述喷洒件441安装于所述主体41,所述防飞溅液喷洒组件44具有一喷洒口4401,所述喷洒口4401用以与所述焊接口2102 连通。所述喷洒件441用以对所述焊丝安装通道2101喷洒防飞溅液体,避免所述焊接件211在使用时产生飞溅的颗粒。
93.所述防飞溅液喷洒组件44还包括一储液件442,所述储液件442具有一储液空腔 44201,所述储液空腔44201用以储存所述防飞溅液体,所述储液件442安装于所述主体41,并且被设置与所述喷洒件441连通。
94.参考图4,进一步地,所述滑动方向可微调的焊接装置还包括一定位装置50。
95.所述定位装置50以能够定位焊接位置的方式安装于所述焊接件211与所述旋转组件23之间。所述定位装置50与所述立体方位调整构件30、所述微调导向组件10和所述焊接构件20电连接。
96.优选地,所述定位装置50被实施为一激光定位仪,通过所述激光定位仪为所述焊接组件21提供位置数据,配合所述立体方位调整构件30、所述微调导向组件10和所述焊接构件20对需要焊接的位置进行焊接。可以理解的是,在所述焊接件211移动时,带动所述定位装置50移动,所述定位装置50可近距离的对所述待焊件之间的位置进行定位,并为所述焊接件211提供定位,由所述焊接组件21对待焊件之间进行焊接。
97.所述滑动方向可微调的焊接装置的调节方法,其中步骤包括:
98.(a)所述立体方位调整构件30用以调整所述焊接构件20在x轴方向、y轴方向、 z轴方向上的位置;
99.(b)所述微调导向组件10小幅度地调整所述焊接构件20在所述x轴方向上的位置。
100.在步骤(a)中,所述y轴导向调整组件34用以调整所述焊接构件20在y轴方向上的位置,通过所述第一安装件342将所述滑动方向可微调的焊接装置安装于所述y轴件341,所述y轴滑道32安装于所述y轴件341与所述第一安装件342之间,所述第一移动结构312用以带动安装于所述第一安装件342的所述滑动方向可微调的焊接装置在y轴方向移动。
101.所述x轴导向调整组件35用以调整所述焊接构件20在x轴方向上的位置,通过所述第二安装件352将所述y轴件341安装于所述x轴件351,所述x轴滑道31安装于所述x轴件351与所述第二安装件352之间,所述第二移动结构322带动所述y轴件 341沿x轴方向移动,以实现所述滑动方向可微调的焊接装置在x轴方向的调节。
102.所述z轴导向调整组件36用以调整所述焊接组件21在z轴方向上的位置。
103.在步骤(b)中,所述滑行件12用以带动所述焊接构件20相对于所述导向件11移动。
104.本领域的技术人员应理解,上述描述及附图中所示的本实用新型的实施例只作为举例而并不限制本实用新型。本实用新型的优势已经完整并有效地实现。本实用新型的功能及结构原理已在实施例中展示和说明,在没有背离所述原理下,本实用新型的实施方式可以有任何变形或修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1