后端旋拧抽拉压紧式刀柄的制作方法
1.本实用新型涉及一种加工中心的刀具刀柄的技术领域,具体涉及一种后端旋拧抽拉压紧式刀柄。
背景技术:
2.机加工过程中,需要各种道具对工件进行加工,而刀具都需要通过刀柄安装在机床上,所以刀柄的质量会影响到道具的加工精度和加工质量以及加工寿命。随着加工方式的优化、机床自动化程度越来越高,加工的效率越来越高,加工速度越来越快,这就对刀具的寿命提出了考验。刀具使用久了之后,就需要进行更换。普通的刀柄更换刀具的时候相对比较简单,但是目前市面上有一种刀柄,为了尽量减少刀具刀柄在加工过程中的干涉现象,刀柄为轴向长度较长的锥体结构,这种刀柄如果仍然采用传统刀柄的刀具装夹方式进行刀具装夹的话,虽然能够将刀具固定,但是会因为刀柄固定刀具的装置无法缩小而造成加工的时候出现干涉现象,还会导致所固定的刀具在加工过程中由于夹取的部分较少而导致刀具被打掉、并且这种情况下很容易导致飞出的刀柄或刀具直接报废无法使用、甚至会导致刀柄或刀具在加工过程中高速飞出而对设备造成较大的影响、甚至造成安全事故。
技术实现要素:
3.本实用新型的目的在于:克服现有技术的不足,提供一种后端旋拧抽拉压紧式刀柄,通过长柄扳手从刀柄背向刀具的一端伸入并操作,从而实现了刀具的快速更换,而且操作方便;通过导向限位管的作用,不仅能够在长柄扳手伸入旋拧孔的时候对长柄扳手进行限位导向、便于将长柄扳手伸入多边形草内,而且还能在旋拧的过程中实现了对于抽拉螺栓的轴向限位;通过旋拧孔的一端同轴心所设的环形槽,从而能够使在夹持固定刀具的过程中、因为形变而导致内部的应力无法消除。
4.本实用新型所采取的技术方案是:
5.后端旋拧抽拉压紧式刀柄,包括刀柄体,所述刀柄体的轴心、由刀具夹持端至刀柄夹持端设有依次同轴心连通的锥形孔、抽拉孔、旋拧孔和螺纹连接孔a,所述锥形孔对应于刀具夹持端的孔口直径大于锥形孔与抽拉孔连接的孔口直径,所述抽拉孔的内径与锥形孔连接抽拉孔的孔口直径相等、小于旋拧孔的内径,所述旋拧孔的直径小于螺纹连接孔a的内径;所述锥形孔内同轴心设有筒形夹,所述筒形夹外侧壁的一端与锥形孔匹配、筒形夹外侧壁的另一端伸入抽拉孔内、并与抽拉孔匹配,所述筒形夹对应于刀具夹持端的轴心处设有与刀具外径匹配的夹持槽,所述刀柄体内还设有抽拉螺栓,所述抽拉螺栓面向锥形孔的一端分别依次穿过螺纹连接孔a和旋拧孔、伸入抽拉孔,并与伸入抽拉孔内的筒形夹端部轴心所设的螺纹连接孔b螺纹连接,所述抽拉螺栓的螺帽位于旋拧孔内,所述刀柄体的端部还通过螺纹连接孔a连接固定有拉钉。
6.本实用新型进一步改进方案是,所述筒形夹的侧壁、对应于夹持槽位置处设有多个侧槽,所述侧槽连通夹持槽和筒形夹的外侧,并且侧槽沿筒形夹的轴心方向贯穿至筒形
夹对应于刀具夹持端。
7.本实用新型更进一步改进方案是,所述侧槽以筒形夹的轴心为中心均匀分布、形成瓣状结构。
8.本实用新型更进一步改进方案是,所述夹持槽的内径大于螺纹连接孔b的最大内径。
9.本实用新型更进一步改进方案是,所述旋拧孔与抽拉孔的连接处同轴心设有锥形槽,所述锥形槽的内径沿着面向刀具夹持端的方向减小,所述抽拉螺栓的螺帽直径小于等于锥形槽背向刀具夹持端的内径、且大于锥形槽面向刀具夹持端的内径。
10.本实用新型更进一步改进方案是,所述旋拧孔内同轴心设有导向限位管,所述导向限位管外侧壁、背向刀具夹持端的一端设有与螺纹连接孔a匹配的外螺纹,当导向限位管通过外螺纹与螺纹连接孔a固定连接时,所述导向限位管面向刀具夹持端的一端与固定于筒形夹的抽拉螺栓的螺帽之间的轴向间距小于螺帽的轴向长度,所述导向限位管的轴心同轴心设有轴向通孔,所述轴向通孔的孔径小于抽拉螺栓的螺帽直径、且大于抽拉螺栓的螺帽端部同轴心所设的正多边形槽的最大对角线长度。
11.本实用新型更进一步改进方案是,所述导向限位管背向刀具夹持端同轴心设有与螺纹连接孔a匹配连接的连接头,所述轴向通孔贯穿连接头。
12.本实用新型更进一步改进方案是,所述连接头背向刀具夹持端的端部两相对侧至少对称设有一组旋拧槽口。
13.本实用新型更进一步改进方案是,所述拉钉面向刀柄体的一端同轴心固定连接有连接头,所述连接头设有与螺纹连接孔a匹配的螺纹杆。
14.本实用新型更进一步改进方案是,所述抽拉孔的内壁、靠近旋拧孔的一端同轴心设有环形槽。
15.本实用新型的有益效果在于:
16.第一、本实用新型的后端旋拧抽拉压紧式刀柄,通过长柄扳手从刀柄背向刀具的一端伸入并操作,从而实现了刀具的快速更换,而且操作方便。
17.第二、本实用新型的后端旋拧抽拉压紧式刀柄,通过导向限位管的作用,不仅能够在长柄扳手伸入旋拧孔的时候对长柄扳手进行限位导向、便于将长柄扳手伸入多边形草内,而且还能在旋拧的过程中实现了对于抽拉螺栓的轴向限位。
18.第三、本实用新型的后端旋拧抽拉压紧式刀柄,通过旋拧孔的一端同轴心所设的环形槽,从而能够使在夹持固定刀具的过程中、因为形变而导致内部的应力无法消除。
附图说明
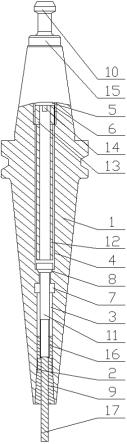
19.图1为本实用新型的局部剖视示意图。
具体实施方式
20.如图1可知,后端旋拧抽拉压紧式刀柄,包括刀柄体1,所述刀柄体1的轴心、由刀具夹持端至刀柄夹持端设有依次同轴心连通的锥形孔2、抽拉孔3、旋拧孔4和螺纹连接孔a5,所述锥形孔2对应于刀具夹持端的孔口直径大于锥形孔2与抽拉孔3连接的孔口直径,所述抽拉孔3的内径与锥形孔2连接抽拉孔3的孔口直径相等、小于旋拧孔4的内径,所述旋拧孔4
的直径小于螺纹连接孔a5的内径;所述锥形孔2内同轴心设有筒形夹9,所述筒形夹9外侧壁的一端与锥形孔2匹配、筒形夹9外侧壁的另一端伸入抽拉孔3内、并与抽拉孔3匹配,所述筒形夹9对应于刀具夹持端的轴心处设有与刀具17外径匹配的夹持槽,所述刀柄体1内还设有抽拉螺栓11,所述抽拉螺栓11面向锥形孔2的一端分别依次穿过螺纹连接孔a5和旋拧孔4、伸入抽拉孔3,并与伸入抽拉孔3内的筒形夹9端部轴心所设的螺纹连接孔b16螺纹连接,所述抽拉螺栓11的螺帽位于旋拧孔4内,所述刀柄体1的端部还通过螺纹连接孔a5连接固定有拉钉10;所述筒形夹9的侧壁、对应于夹持槽位置处设有多个侧槽,所述侧槽连通夹持槽和筒形夹9的外侧,并且侧槽沿筒形夹9的轴心方向贯穿至筒形夹9对应于刀具夹持端;所述侧槽以筒形夹9的轴心为中心均匀分布、形成瓣状结构;所述夹持槽的内径大于螺纹连接孔b16的最大内径;所述旋拧孔4与抽拉孔3的连接处同轴心设有锥形槽8,所述锥形槽8的内径沿着面向刀具夹持端的方向减小,所述抽拉螺栓11的螺帽直径小于等于锥形槽8背向刀具夹持端的内径、且大于锥形槽8面向刀具夹持端的内径;所述旋拧孔4内同轴心设有导向限位管12,所述导向限位管12外侧壁、背向刀具夹持端的一端设有与螺纹连接孔a5匹配的外螺纹6,当导向限位管12通过外螺纹6与螺纹连接孔a5固定连接时,所述导向限位管12面向刀具夹持端的一端与固定于筒形夹9的抽拉螺栓11的螺帽之间的轴向间距小于螺帽的轴向长度,所述导向限位管12的轴心同轴心设有轴向通孔,所述轴向通孔的孔径小于抽拉螺栓11的螺帽直径、且大于抽拉螺栓11的螺帽端部同轴心所设的正多边形槽的最大对角线长度;所述导向限位管12背向刀具夹持端同轴心设有与螺纹连接孔a5匹配连接的连接头13,所述轴向通孔贯穿连接头13;所述连接头13背向刀具夹持端的端部两相对侧至少对称设有一组旋拧槽口14;所述拉钉10面向刀柄体1的一端同轴心固定连接有连接头15,所述连接头15设有与螺纹连接孔a5匹配的螺纹杆;所述抽拉孔3的内壁、靠近旋拧孔4的一端同轴心设有环形槽7。
21.本技术换刀的时候,先通过连接头15将拉钉10与刀柄体1分离,然后将与抽拉螺栓11匹配的长柄扳手依次穿过螺纹连接孔a5和导向限位管12所设的轴向通孔插入抽拉螺栓11的螺帽端部所设的正多边形槽内;然后通过旋拧长柄扳手使抽拉螺栓11旋出筒形夹9的螺纹连接孔b16,由于抽拉螺栓11被导向限位管12限位,所以当抽拉螺栓11旋出筒形夹9的时候,筒形夹9向刀柄体1的刀具夹持端退出,进而导致原本夹紧刀具17的筒形夹9的瓣状结构将刀具17松开;然后将原来的刀具17取出、并放入符合要求的新的刀具17后,再次通过长柄扳手的旋拧将抽拉螺栓11与筒形夹9固定连接,由于抽拉螺栓11被限位于导向限位管12与旋拧孔4面向抽拉孔3一端的孔壁之间,导致抽拉螺栓11旋拧进入筒形夹9的螺纹连接孔b16内;进而将新的刀具17进行固定。所以当最后取出长柄扳手后、通过连接头15将拉钉10与刀柄体1固定连接。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1