一种高频焊管生产用可变内刮角度的内刮刀具的制作方法
1.本实用新型涉及钢管加工技术领域,具体涉及一种高频焊管生产用可变内刮角度的内刮刀具。
背景技术:
2.高频焊管焊接时,在接合处会产生焊接毛刺,钢管产品多有去除毛刺需求,客户并对管内的毛刺均有定义标准,因此在焊接后会在线进行毛刺刮除及控制,刮除装置为钢管内安装有内刮刀柄,并在内刮刀柄前头安装有内刮刀片,在连续生产中进行管内毛刺的去除。
3.内刮刀柄在刀片安装位置带有一固定角度,此角度是依照产品材料强度及厚度设计,尤其在汽车客户中,相近钢管管径具备有极大差异的材料强度或厚度,若使用同一支内刮刀柄,由于内刮角度不匹配,常见有顿刀或堵塞问题,为改善此种缺陷则必须重新制作新的内刮刀柄,造成生产成本的增加。
技术实现要素:
4.针对上述技术问题,本实用新型提供一种高频焊管生产用可变内刮角度的内刮刀具,可广泛运用在各种高频焊管产品规格的内刮需求,既能减少内刮刀柄的成本支出,在生产时又能快速变换提升生产效益。
5.为实现上述目的,本实用新型采用如下的技术方案:
6.一种高频焊管生产用可变内刮角度的内刮刀具,包括内刮刀柄、内刮刀片和内刮环块,在所述内刮刀柄的刮除端的上端面上设有用于镶嵌内刮环块的镶嵌通孔,在所述镶嵌通孔的内侧壁的周侧上设有用于支撑内刮环块的第一环形支撑台,在所述第一环形支撑台上方的镶嵌通孔内侧壁的周侧等间隔设有四个半圆形嵌槽;在所述内刮环块的外侧壁周侧等间隔设有偶数个与半圆形嵌槽相适配的半圆形卡柱,所述半圆形卡柱嵌设在半圆形嵌槽内,所述内刮刀片嵌设在内刮环块内,与内刮环块同中心轴设置。
7.进一步的,所述镶嵌通孔的横截面圆形,镶嵌通孔的中心轴线向内刮刀柄的夹持端倾斜,镶嵌通孔的中心轴线与内刮刀柄的上端面之间的夹角为65
°
;所述半圆形嵌槽的中心轴线与镶嵌通孔的中心轴线相互平行。
8.进一步的,四个所述半圆形嵌槽中两个镜像对称设于内刮刀柄的长度方向上,另外两个镜像对称设于内刮刀柄的宽度方向上。
9.进一步的,位于内刮刀柄长度方向上的两个半圆形嵌槽中靠近内刮刀柄夹持端的半圆形嵌槽的上端面位于内刮刀柄上端面以下,在内刮刀柄上的上端面上设有设有自底端口向顶端口斜切后的缺口缺口倒圆台凹槽,所述缺口缺口倒圆台凹槽与镶嵌通孔连通,缺口缺口倒圆台凹槽的下端口与靠近内刮刀柄夹持端的半圆形嵌槽的上端面重合。
10.进一步的,所述缺口缺口倒圆台凹槽的中心轴线与镶嵌通孔的中心轴线相互平行,且位于同一平面内。
11.进一步的,所述内刮环块为圆环结构,在所述内刮环块内侧下部设有用于支撑内管刀片的第二环形支撑台。
12.进一步的,所述内刮刀片包括下部的圆环部和位于圆环部上端和下端呈镜像对称设置的圆盘部,圆环部和圆盘部一体成型,圆盘部的下端口与圆环部的上端口直径相同,圆盘部的上端口直径小于圆环部的直径,圆环部的外径与内刮环块的内径相同,圆环部嵌设在内刮环块内。
13.进一步的,所述圆盘部的上端口和下端口之间通过弧面过渡连接。
14.进一步的,在所述内刮刀柄刮除端的前端面上设有拱形缺口,所述拱形缺口与镶嵌通孔的下端口连通。
15.进一步的,所述半圆形卡柱的个数为两个或四个或六个或八个。
16.本实用新型的高频焊管生产用可变内刮角度的内刮刀具,可变角度环块设有两个至多个可变角度半圆形卡柱,在需要变换刮除角度是,将内刮环块取出改变半圆形卡柱的安装位置,快速变换不同刮除角度,若此组可变内刮角度环块仍无法满足所须角度,也可快速更换成另一组可变角度环块,在很短的时间内立即投入生产。
17.本实用新型可实现一把内刮刀柄共享多种材料强度及多种厚度内刮的需求,可变内刮角度环块仅须微少材料加工,既经济实惠又可使用多种变换角度,并可依照需要的变换角度数量设计成两个至多个固定机构,针对不同内刮需求快速调整,此实用新型所搭配的内刮刀柄比起现存的内刮刀柄仅增加固定槽座,刀柄成本几乎没有增加,不须更换整把内刮刀柄即可快速生产。
18.本实用新型的可变内刮角度环块生产成本极低,运用广泛性高,并可将此概念运用在各种规格的高频焊管内刮需求,大量降低购买内刮刀柄的成本费用,既经济实惠更能提升生产效益。
附图说明
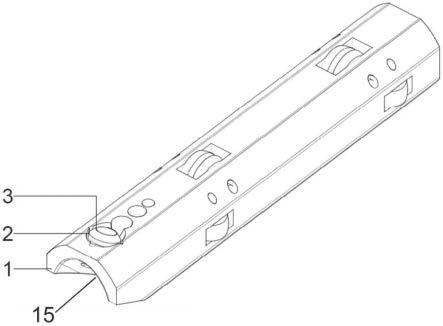
19.图1是本实用新型所述的高频焊管生产用可变内刮角度的内刮刀具整体结构示意;
20.图2是本实用新型所述的内刮刀柄部分结构示意图;
21.图3是本实用新型所述的内刮环块结构示意图;
22.图4是本实用新型所述的内刮刀片结构示意图;
23.图5是本实用新型所述的高频焊管生产用可变内刮角度的内刮刀具整体拆解结构示意。
24.其中,1-内刮刀柄,2-内刮环块,3-内刮刀片,11-镶嵌通孔,12-第一环形支撑台,13-半圆形嵌槽,14-缺口倒圆台凹槽,15-拱形缺口,21-半圆形卡柱,22-第二环形支撑台,31-圆环部,32-圆盘部。
具体实施方式
25.下面结合附图及具体实施例对本实用新型作进一步说明。
26.如图1-5所示,一种高频焊管生产用可变内刮角度的内刮刀具,包括内刮刀柄1、内刮刀片3和内刮环块2,在所述内刮刀柄1的刮除端的上端面上设有用于镶嵌内刮环块的镶
嵌通孔11,所述镶嵌通孔11的横截面圆形,镶嵌通孔11的中心轴线向内刮刀柄1的夹持端倾斜,镶嵌通孔11的中心轴线与内刮刀柄1的上端面之间的夹角为65
°
,在所述内刮刀柄1刮除端的前端面上设有拱形缺口15,所述拱形缺口15与镶嵌通孔11的下端口连通;在所述镶嵌通孔11的内侧壁的周侧上设有用于支撑内刮环块的第一环形支撑台12,在所述第一环形支撑台12上方的镶嵌通孔内侧壁的周侧等间隔设有四个半圆形嵌槽13,四个所述半圆形嵌槽13中两个镜像对称设于内刮刀柄1的长度方向上,另外两个镜像对称设于内刮刀柄1的宽度方向上,半圆形嵌槽的中心轴线与镶嵌通孔11的中心轴线相互平行;位于内刮刀柄1长度方向上的两个半圆形嵌槽13中靠近内刮刀柄1夹持端的半圆形嵌槽13的上端面位于内刮刀柄1上端面以下,在内刮刀柄1上的上端面上设有自底端口向顶端口斜切后的缺口倒圆台凹槽14,所述缺口倒圆台凹槽14与镶嵌通孔11连通,缺口倒圆台凹槽14的下端口与靠近内刮刀柄1夹持端的半圆形嵌槽13的上端面重合,所述缺口倒圆台凹槽14的中心轴线与镶嵌通孔11的中心轴线相互平行,且位于同一平面内;在所述内刮环块2的外侧壁周侧等间隔设有偶数个与半圆形嵌槽13相适配的半圆形卡柱21,所述半圆形卡柱21嵌设在半圆形嵌槽13内,所述内刮环块2为圆环结构,在所述内刮环块2内侧下部设有用于支撑内刮刀片3的第二环形支撑台22;所述内刮刀片3包括下部的圆环部31和位于圆环部上端的圆盘部32,圆环部31和圆盘部32一体成型,圆盘部32的下端口与圆环部31的上端口直径相同,圆盘部32的上端口直径小于圆环部32的直径,圆环部32的外径与内刮环块2的内径相同,圆盘部32的上端口和下端口之间通过弧面过渡连接,内刮刀片3的圆环部31嵌设在内刮环块3内,与内刮环块2同中心轴设置。
27.在一些实施例中,所述半圆形卡柱21的个数为两个或四个或六个或八个。
28.所属领域的普通技术人员应当理解:以上所述仅为本实用新型的具体实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1