一种点焊机自动冷却装置的制作方法
1.本实用新型涉及点焊设备技术领域,具体涉及一种点焊机自动冷却装置。
背景技术:
2.点焊机系采用双面双点过流焊接的原理,工作时两个电极加压工件使两层金属在两电极的压力下形成一定的接触电阻,而焊接电流从一电极流经另一电极时在两接触电阻点形成瞬间的热熔接,且焊接电流瞬间从另一电极沿两工件流至此电极形成回路,并且不会伤及被焊工件的内部结构。现有的自动点焊机电焊过程中需要通过人工手动固定工件,电焊过程非常不便,需要多次移动工件且对操作人员具有一定的安全隐患,而且对于加工的工件如果未除锈,会影响电极在点焊过程中通电情况,影响点焊质量,同时电焊后金属板需要及时冷却,冷却不及时移动加工组件后熔点因未完全冷却会影响点焊质量。
技术实现要素:
3.鉴于现有技术中的上述缺陷或不足,期望提供一种点焊机自动冷却装置,。
4.根据本技术实施例提供的技术方案,一种点焊机自动冷却装置,包括除锈机构和冷却机构,操作台顶端安装移动机构,所述移动机构电极悬臂上安装有螺杆,所述螺杆底端固定有电极,压紧机构和所述冷却机构固定在所述操作台上,所述除锈机构安装在所述操作台侧面,所述支撑架固定在所述操作台底端;加工物料从操作台侧面的除锈机构进行除锈后进入所述操作台,在操作台上所述压紧机构进行压紧后,移动机构上的移动电机带动电极悬臂移动,使电极悬臂上的螺杆带动电极下移,对加工物料进行点焊,点焊结束后,通过底部传送带上的出风孔对点焊后的加工组件进行冷却,冷却后传送至下一个加工设备。
5.所述除锈机构包括除锈电机、砂轮辊、支撑架a和齿轮,所述支撑架a固定在所述操作台侧面,所述砂轮辊通过连接轴固定在所述支撑架a上,所述砂轮辊有两个,所述除锈电机固定在底部所述砂轮辊上,上部所述砂轮辊与底部所述砂轮辊通过所述齿轮连接;加工物料进入除锈机构后,在除锈电机的带动下带动齿轮和连接轴转动,使物料在砂轮辊内进行除锈,将加工物料上下两面锈迹清除,防止因锈迹影响点焊质量。
6.所述压紧机构包括滑槽与压紧板,所述滑槽设置在所述操作台上,所述压紧板通过螺栓与所述滑槽连接;加工物料除锈后进入操作台上所述压紧机构,通过压紧机构上所述压紧板在滑槽上移动将加工物料压紧,防止物料在点焊过程中移动影响点焊效果。
7.所述冷却机构包括传送带和进风口,所述进风口设置在所述操作台后面,所述进风口连接空气机,空气机连接所述传送带内腔,所述传送带上设置有无数出风孔;加工组件点焊结束后,通过进风口输送的空气进入空气机,空气机将冷却后的空气输送至传送带内腔,然后从传送带上的出风孔排出,对点焊后的加工物料进行冷却,防止电焊后融化的加工物料发生移动,产生脱焊情况。
8.所述移动机构包括移动电机、滑轨、电极悬臂和支撑杆,所述支撑杆焊接在所述操作台上,所述移动电机安装在所述支撑杆外侧,所述支撑杆有两个,所述滑轨连接两个所述
支撑杆,所述电机悬臂固定在所述滑轨上,通过移动电机带动电机悬臂在滑轨上移动,同时电极在螺杆的上下移动对加工物料进行点焊,减少人工操作的不准确性和质量误差等情况。
9.本实用新型中,所述操作台为矩形空腔结构,所述传送带固定在所述操作台内腔。
10.本实用新型中,所述所述支撑架呈h型结构,所述支撑架有两个,两个所述支撑架固定在所述操作台底部前后两侧。
11.本实用新型中,所述支撑架a呈l型结构,所述支撑架a有两个,分别固定在所述砂轮辊两侧。
12.本实用新型中,所述滑槽有两个,分别设置在所述传送带两侧;所述压紧板有两个,两个压紧板固定在所述滑槽前后两端。
13.综上所述,本技术的有益效果:本实用新型通过将点焊电极与移动机构连接,减少人工操作的不准确性及点焊误差,同时在操作台侧面设置除锈机构,对进入即将进行点焊的物料除锈,防止生锈的物料影响点焊质量,同时在操作台上设置了压紧机构,防止加工物料在点焊过程中移动影响点焊效果,冷却机构的设置及时将点焊后的加工物料冷却,防止熔点未冷却,移动后出现脱焊情况。
附图说明
14.通过阅读参照以下附图所作的对非限制性实施例所作的详细描述,本技术的其它特征、目的和优点将会变得更明显:
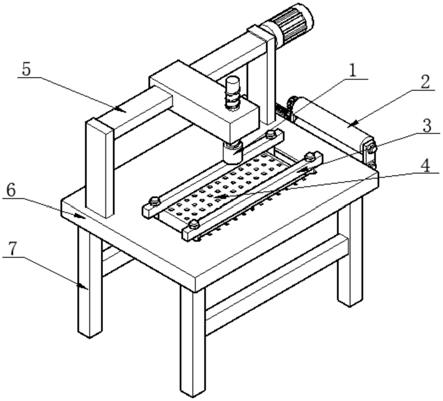
15.图1为本实用新型前视结构示意图;
16.图2为本实用新型后视结构示意图;
17.图3为本实用新型平视结构示意图;
18.图4为本实用新型除锈机构结构示意图;
19.图5为本实用新型压紧机构结构示意图。
20.图中标号:电极-1、螺杆-1.1、除锈机构-2、压紧板-3、冷却机构-4、移动机构-5、操作台-6、支撑架-7、除锈电机-2.1、砂轮辊-2.2、支撑架a-2.3、齿轮-2.4、传送带-4.1、进风口-4.2、移动电机-5.1、滑轨-5.2、电极悬臂-5.3、支撑杆-5.4、滑槽-6.1。
具体实施方式
21.下面结合附图和实施例对本技术作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释相关发明,而非对该发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与发明相关的部分。
22.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本技术。
23.如图1所示,一种点焊机自动冷却装置,包括除锈机构2和冷却机构4,操作台6顶端安装移动机构5,移动机构5电极悬臂5.3上安装有螺杆1.1,螺杆1.1底端固定有电极1,压紧机构和冷却机构4固定在操作台6上,操作台6为矩形空腔结构,传送带4.1固定在操作台6内腔,如图3所示,除锈机构2安装在操作台6侧面,支撑架7固定在操作台底端,支撑架7呈h型结构,支撑架7有两个,两个支撑架7固定在操作台6底部前后两侧;加工物料从操作台6侧面
的除锈机构2进行除锈后进入操作台6,在操作台6上压紧机构进行压紧后,移动机构5上的移动电机5.1带动电极悬臂5.3移动,使电极悬臂5.3上的螺杆1.1带动电极1下移,对加工物料进行点焊,点焊结束后,通过底部传送带4.1上的出风孔对点焊后的加工组件进行冷却,冷却后传送至下一个加工设备。
24.如图4所示,除锈机构2包括除锈电机2.1、砂轮辊2.2、支撑架a2.3和齿轮2.4,支撑架a2.3固定在操作台6侧面,砂轮辊2.2通过连接轴固定在支撑架a2.3上,支撑架a2.3呈l型结构,支撑架a2.3有两个,分别固定在砂轮辊2.2两侧,砂轮辊2.2有两个,除锈电机2.1固定在底部砂轮辊2.2上,上部砂轮辊2.2与底部砂轮辊2.2通过齿轮2.4连接;加工物料进入除锈机构2后,在除锈电机2的带动下带动齿轮2.4和连接轴转动,使物料在砂轮辊2.2内进行除锈,将加工物料上下两面锈迹清除,防止因锈迹影响点焊质量。
25.如图1所示,压紧机构包括滑槽6.1与压紧板3,滑槽6.1设置在操作台6上,压紧板3通过螺栓与滑槽6.1连接,滑槽6.1有两个,分别设置在传送带4.1两侧;压紧板3有两个,两个压紧板3固定在滑槽6.1前后两端;加工物料除锈后进入操作台6上压紧机构,通过压紧机构上压紧板3在滑槽6.1上移动将加工物料压紧,防止物料在点焊过程中移动影响点焊效果。
26.如图2所示、冷却机构4包括传送带4.1和进风口4.2,进风口4.2设置在操作台6后面,进风口4.2连接空气机,空气机连接传送带4.1内腔,传送带4.1上设置有无数出风孔;加工组件点焊结束后,通过进风口4.2输送的空气进入空气机,空气机将冷却后的空气输送至传送带4.1内腔,然后从传送带4.1上的出风孔排出,对点焊后的加工物料进行冷却,防止电焊后融化的加工物料发生移动,产生脱焊情况。
27.如图3所示,移动机构5包括移动电机5.1、滑轨5.2、电极悬臂5.3和支撑杆5.4,支撑杆5.4焊接在操作台6上,移动电机5.1安装在支撑杆5.4外侧,支撑杆5.4有两个,滑轨5.2连接两个支撑杆5.4,电机悬臂5.3固定在滑轨5.2上,通过移动电机5.1带动电机悬臂5.3在滑轨5.2上移动,同时电极1在螺杆1.1的上下移动对加工物料进行点焊,减少人工操作的不准确性和质量误差等情况。
28.本装置通过将点焊电极1与移动机构5连接,减少人工操作的不准确性及点焊误差,同时在操作台6侧面设置除锈机构2,对进入即将进行点焊的物料除锈,防止生锈的物料影响点焊质量,同时在操作台6上设置了压紧机构,防止加工物料在点焊过程中移动影响点焊效果,冷却机构4的设置及时将点焊后的加工物料冷却,防止熔点未冷却,移动后出现脱焊情况。
29.以上描述仅为本技术的较佳实施例以及对所运用技术原理等方案的说明。同时,本技术中所涉及的发明范围,并不限于上述技术特征的特定组合而成的技术方案,同时也应涵盖在不脱离发明构思的情况下,由上述技术特征或其等同特征进行任意组合而形成的其它技术方案。例如上述特征与本技术中公开的(但不限于)具有类似功能的技术特征进行互相替换而形成的技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1