一种半导体引线框架制造用冲压模具的制作方法
1.本实用新型涉及模具技术领域,具体涉及一种半导体引线框架制造用冲压模具。
背景技术:
2.引线框架作为集成电路的芯片载体,是一种借助于键合材料实现芯片内部电路引出端与外引线的电气连接,形成电气回路的关键结构件,它起到了和外部导线连接的桥梁作用,绝大部分的半导体集成块中都需要使用引线框架,是电子信息产业中重要的基础材料。引线框架通常采用冲压成型的方式、一些引线框架需要先进行冲孔再冲压变形,通常会使用到两样冲模板,需要固定在两个上模上,分布冲压成型。
3.因此,本领域技术人员提供了一种半导体引线框架制造用冲压模具,以解决上述背景技术中提出的问题。
技术实现要素:
4.为解决上述技术问题,本实用新型提供一种半导体引线框架制造用冲压模具,包括上模、下模、驱动件,所述上模的中心通孔中设置有转台,所述转台的顶底侧壁的凹槽中各嵌入有一个冲模板;所述下模设置在上模的正下方,所述下模的顶侧壁凹槽中嵌入有压膜板;所述驱动件有两个,分别设置在上模的左右侧部位,所述驱动件的结构包括驱动杆、转轴、转套,所述转轴设置在上模的水平通孔中,且内侧端与转台的左端或右端固定;所述转套的外侧壁上设置有柱体齿纹,所述转套套在转轴上,所述转套的内侧壁的凹槽中设置楔形块状的定向块,所述定向块的外侧端通过一号弹簧与转套连接,所述定向块插入到转轴侧壁的定向孔中;所述驱动杆的中部侧壁上设置有条形齿纹,所述驱动杆的底端固定在下模上、顶部穿过上模的垂直通孔,所述上模移至驱动杆的中部时,所述条形齿纹与柱体齿纹啮合。
5.优选的:所述下模的四个角的通孔中各固定有一个导柱,每个导柱的顶部各插入到上模的一个角的通孔中。
6.优选的:所述每个导柱上各套上一个缓冲弹簧,每个缓冲弹簧的顶端抵在上模的底侧壁上、底端抵在下模的顶侧壁上。
7.优选的:所述上模的中心通孔的前后侧壁的凹槽中各设置有一个防转块,所述防转块的内侧端部位插入到转台的前侧壁或右侧壁的凹槽中、外侧端通过二号弹簧与上模连接。
8.优选的:所述防转块的内侧端呈v型的斜面结构。
9.优选的:所述防转块的底侧壁上设置有定位孔,所述定位孔下的上模通孔中设置有定位块。
10.优选的:所述定位块的底端固定有限位板,所述定位块上套有三号弹簧,所述三号弹簧的底端固定在限位板上、顶端固定在上模的底侧壁凹槽中。
11.本实用新型的技术效果和优点:
12.1、本实用新型设置驱动件,通过上模上移使得驱动杆带动转套逆时针转动一百八十度,通过定向块使得转套带动转轴转动一百八十度,通过转轴带动转台翻面,使得上下两个冲模板交换位置,再对压膜板进行冲压。
13.2、本实用新型设置防转块和定位柱,通过防转块阻止转台不受力的作用下旋转;通过上模与下模密合后,使得下模将定位块向上压动,使得定位块插入到定位孔中,使得防转块定位,以防在冲压时转台转动。
附图说明
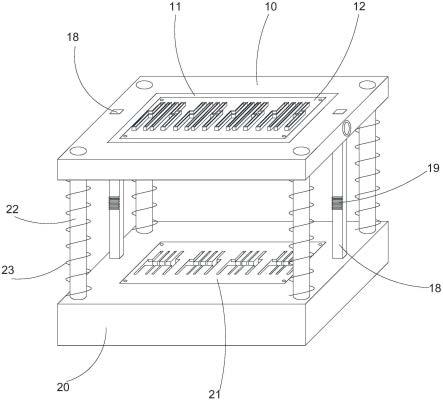
14.图1是本技术实施例提供的半导体引线框架制造用冲压模具的立体图;
15.图2是本技术实施例提供的半导体引线框架制造用冲压模具的上模的左端部位的剖视图;
16.图3是本技术实施例提供的半导体引线框架制造用冲压模具的的驱动杆和转套的结构示意图;
17.图4是本技术实施例提供的半导体引线框架制造用冲压模具的前端部位的右视剖视图。
18.图中:上模10、转台11、冲模板12、转轴13、转套14、定向块15、一号弹簧16、柱体齿纹17、驱动杆18、条形齿轮19、下模20、压膜板21、导柱22、缓冲弹簧23、防转块24、二号弹簧25、定位孔26、定位块27、限位板28、三号弹簧29。
具体实施方式
19.下面结合附图和具体实施方式对本实用新型作进一步详细的说明。本实用新型的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本实用新型限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本实用新型的原理和实际应用,并且使本领域的普通技术人员能够理解本实用新型从而设计适于特定用途的带有各种修改的各种实施例。
20.实施例1
21.请参阅图1~4,在本实施例中提供一种半导体引线框架制造用冲压模具,上模10、下模20、驱动件,所述上模10的中心通孔中设置有转台11,所述转台11的顶底侧壁的凹槽中各嵌入有一个冲模板12;所述下模20设置在上模10的正下方,所述下模20的顶侧壁凹槽中嵌入有压膜板21;所述驱动件有两个,分别设置在上模10的左右侧部位,所述驱动件的结构包括驱动杆18、转轴13、转套14,所述转轴13设置在上模10的水平通孔中,且内侧端与转台11的左端或右端固定;所述转套14的外侧壁上设置有柱体齿纹17,所述转套14套在转轴13上,所述转套14的内侧壁的凹槽中设置楔形块状的定向块15,所述定向块15的外侧端通过一号弹簧16与转套14连接,所述定向块15插入到转轴13侧壁的定向孔中;所述驱动杆18的中部侧壁上设置有条形齿纹19,所述驱动杆18的底端固定在下模20上、顶部穿过上模10的垂直通孔,所述上模10移至驱动杆18的中部时,所述条形齿纹19与柱体齿纹17啮合;所述下模20的四个角的通孔中各固定有一个导柱22,每个导柱22的顶部各插入到上模10的一个角的通孔中;所述每个导柱22上各套上一个缓冲弹簧23,每个缓冲弹簧23的顶端抵在上模10的底侧壁上、底端抵在下模20的顶侧壁上;
22.当冲压时,外部的气缸或者液压缸向下压动上模10,使得上模10向下移动,当上模10移动至驱动杆18中部时,条形齿纹19与柱体齿纹17啮合,使得驱动杆18带动转套14顺时针转动,转套14转动时,转轴13将定向块15向外推缩到转套14中,使得转套14绕着转轴13转动;当上模10和下模20密合后,下侧冲模板12冲压压膜板21上的板材,然后气缸或液压缸收缩,上模10在缓冲弹簧23的作用下向上移动;当上模20移动至驱动杆18的中部时,条形齿纹19再次与柱体齿纹17啮合,使得驱动杆18带动转套逆时针转动一百八十度,定向块15卡在转轴13中,使得转套14带着转轴13逆时针转动一百八十度,转轴13带动转台11翻面后,使得上侧的冲模板12朝下,再对下侧板材进行冲压成型,实现自动更换冲模板12。
23.还包括防转块24,所述上模10的中心通孔的前后侧壁的凹槽中各设置一个防转块24,所述防转块24的内侧端呈v型的斜面结构,所述防转块24的内侧端部位插入到转台11的前侧壁或右侧壁的凹槽中、外侧端通过二号弹簧25与上模10连接;所述防转块24的底侧壁上设置有定位孔26,所述定位孔26下的上模10通孔中设置有定位块27;所述定位块27的底端固定有限位板28,所述定位块27上套有三号弹簧29,所述三号弹簧29的底端固定在限位板28上、顶端固定在上模10的底侧壁凹槽中;
24.当驱动件不工作时,防转块24在二号弹簧25的作用下插入到转台11的侧壁中,防止转台11在不受力的作用下转动;当上模10和下模20密合时,下模20将定位块27向上抵动,使得定位块27插入到定位孔26中,使得防转块24定位,防止冲压时转台11因外力转动;当驱动件驱动转台11转动时,转台11沿着斜面将防转块24向外推动,防转块24缩进上模10中后,转台11翻转一百八十度后,防转块24又在二号弹簧25的作用下插入到转台11中。
25.显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域及相关领域的普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都应属于本实用新型保护的范围。本实用新型中未具体描述和解释说明的结构、装置以及操作方法,如无特别说明和限定,均按照本领域的常规手段进行实施。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1