磨盘焊接机的磨块位置辅助调整装置的制作方法
1.本实用新型属于焊接装置技术领域,涉及一种磨盘焊接机,特别是一种磨盘焊接机的磨块位置辅助调整装置。
背景技术:
2.磨盘是指用于研磨机上的盘式磨具,通常由盘体和金刚石磨块组成,金刚石磨块钎焊在盘体上,通过磨机的高速旋转对工作面实施平整打磨。
3.磨盘焊接机是一种专用于磨盘钎焊加工的设备,采用磨盘焊接机加工磨盘不仅能提高焊接加工效率,还能提高焊接品质。针对不同结构的磨盘,发明人曾提出了多种磨盘焊接机,如一种自动磨盘焊接机(申请号201210104951.4),此自动磨盘焊接机具有机架和工作平台,磨盘可固定在工作平台上,工作平台外圈设有可对磨盘和刀头进行高温加热焊接的高频感应线圈装置,工作平台由电机带动旋转,在工作平台的周边设有能使刀头精确定位到磨盘上的校正装置,校正装置包括包括设置在磨盘周边呈弧形的夹具和气缸,夹具在气缸推动下能将刀头整齐地校正。气缸一推动夹具,夹具向磨盘移动并推动刀头合拢在台阶的内壁上,弧形的夹具与刀头外缘相匹配,推动时刀头不会发生偏移,校正后每个刀头的内缘紧贴台阶内壁并均匀周向分布在磨盘周边。此自动磨盘焊接机提高了焊接效率及磨盘质量。
4.又如一种磨盘焊接机(申请号201810178307.9),此磨盘焊接机包括机架和磨盘装夹圆台,磨盘装夹圆台的外侧设有多组用于推动磨块的位置校正装置,位置校正装置包括校正座,校正座中与磨盘装夹圆台相对的侧面为圆弧面,圆弧面上穿设有多个沿圆弧线排列的校正齿且校正齿能沿着圆弧面的径向线方向移动。在进行模块位置校正时,校正齿与磨块的根部相抵靠并推动磨块向磨盘装夹圆的台阶内壁方向移动。此磨盘焊接机既保证了焊接效率,又提高了磨块与盘体连接强度。
5.以上位置校正方案都能对磨块进行位置调整,但针对磨块的排列限制,调整模块的移动方向均为与磨盘径向线一致。而如图1和图2所示,磨盘的磨盘磨块呈片状,磨盘磨块相对于径向线相交设置,相邻两片磨盘磨块之间间距较小。而且当手动排列磨盘磨块时,磨盘磨块的位置一致性差,部分磨盘磨块的外端面超出磨盘盘体的外侧面。现有的磨盘焊接机中磨块位置校正装置并不适合对上述磨盘的磨盘磨块进行位置辅助调整。
技术实现要素:
6.本实用新型提出了一种磨盘焊接机的磨块位置辅助调整装置,本实用新型要解决的技术问题是如何提出另一种磨盘焊接机的磨块位置辅助调整装置,最好是能调整相对于磨盘径向线倾斜设置的磨块。
7.本实用新型的要解决的技术问题可通过下列技术方案来实现:一种磨盘焊接机包括机架、盘体定位座、磨块定位组件。
8.机架包括主架体和与主架体竖直导向连接的升降架,主架体上安装有与升降架相
连接的升降气缸,磨块定位组件与升降架转动连接,磨块定位组件上安装连接有能将磨盘盘体压在盘体定位座上的盘体压杆。
9.盘体定位座与机架转动连接,用于承托定位磨盘盘体。
10.磨块定位组件位于盘体定位座上方且与机架转动连接。磨块定位组件包括第一安装座和多组定位杆,定位杆的顶部均与第一安装座固定连接。
11.多组定位杆绕着第一安装座的轴心线周向均匀排列,相邻的三根定位杆底部能组成一个定位凹槽供磨盘磨块插入。
12.磨盘焊接机的磨块位置辅助调整装置包括位于盘体定位座外侧的调整座,调整座与机架之间通过施力结构相连接。调整座上安装有滚轮,滚轮的侧面下部能与安装在盘体定位座上磨盘盘体的外侧面抵靠,施力结构能使滚轮保持抵靠在磨盘盘体上。当磨盘盘体转动时,放置在磨盘盘体上的磨盘磨块外端面能与滚轮的侧面上部相抵靠。
13.焊接磨盘过程中,磨盘先定位在盘体定位座上,然后通过升降气缸操控升降架使磨块定位组件的第一安装座下降,直至磨盘磨块的外侧面能与定位杆相抵靠。接着,将磨盘磨块与盘体定位座的径向线相交设置,且将磨盘磨块由外向内塞入直至磨块的外侧面内端和外侧面外端均抵靠在定位杆上。此时,磨块位置辅助调整装置的调整座通过施力结构使滚轮下部保持抵靠在磨盘盘体上,转动磨盘盘体,磨盘磨块外端面与滚轮的侧面上部相抵靠,通过抵靠力和转动力使磨盘磨块调整到准确位置,进而提高磨块的安装精度。
14.磨盘在钎焊加热过程中存在磨块偏移可能性,此时,仍可利用磨块位置辅助调整装置调整磨盘磨块,实现提高磨块相对于磨盘径向线相交设置的准确定位,且磨盘磨块外端面不超出磨盘盘体外侧面。磨盘焊接完成后再次通过升降气缸操控升降架使第一安装座上升,便能使定位杆与磨块分离。
15.与现有技术相比,本实用新型通过磨块位置辅助调整装置调整座的运动方式及调整座的滚轮设计,能调整相对于磨盘径向线相交设置的磨盘磨块在盘体相应的位置准确,保证磨盘磨块的位置一致性,使磨盘磨块的外端面不超出磨盘盘体的外侧面,提高磨盘磨块与盘体的连接强度。磨块位置辅助调整装置不仅在安装磨块过程中能调整磨块位置,在钎焊加热磨块过程中仍能调整磨块在水平方向的偏移位置。
16.作为优选,所述的施力结构使调整座向磨盘盘体水平靠近或远离磨盘盘体。当调整座向磨盘盘体水平靠近且随着磨盘转动时,磨盘盘体的转动力使磨盘磨块外端面与滚轮的侧面相抵靠,抵靠后转动力能推动磨盘磨块,使磨盘磨块外端向内端的延伸方向移动。
17.施力结构可采用下述任意一种技术方案:第一种,所述的施力结构包括气缸,气缸的缸体固定在机架上,活塞杆与调整座固定连接。缸体上导向连接有滑块,活塞杆与滑块相连接,调整座固定在滑块上。第二种,所述的施力结构包括弹簧和导杆组件,导杆组件包括滑头和导杆,滑头安装在机架上,调整座固定在导杆上;弹簧的一端与机架相连接,另一端与导杆相连接;滑头与机架之间通过转轴转动连接,导杆能上下摆动。第三种,所述的施力结构包括弹簧和导杆组件,导杆组件包括滑头和导杆,滑头安装在机架上,调整座固定在导杆上;弹簧的一端与机架相连接,另一端与导杆相连接;滑头与机架之间固定连接,当滚轮与磨盘盘体处于分离状态时,导杆与滑头之间通过能锁定所述分离状态的锁固结构相连接。
18.作为优选,所述滚轮包括轮轴部和与轮轴部转动连接的轮体部,调整座上开设有
轴孔,轮轴部插设在轴孔内。当滚轮与磨盘盘体的外侧面相抵靠且磨盘转动时,滚轮的轮体部能随磨盘转动而转动,这样,可降低轮体部因与磨盘的摩擦而损坏。同时,根据滚轮受损情况灵活更换,拆装方便。
19.作为优选,所述机架上安装有与盘体定位座传动连接的第一电机,第一电机能驱动盘体转动。
20.作为优选,所述定位杆的组数与磨盘中磨块数量相同且定位杆与磨盘中磨块一一对应设置,定位杆供磨盘磨块的侧面抵靠。
21.作为优选,所述机架上安装有高频感应加热装置,通过此装置对磨盘盘体加热,使磨盘磨块钎焊在磨盘盘体上。
附图说明
22.图1是磨盘的立体结构示意图。
23.图2是磨盘的俯视结构示意图。
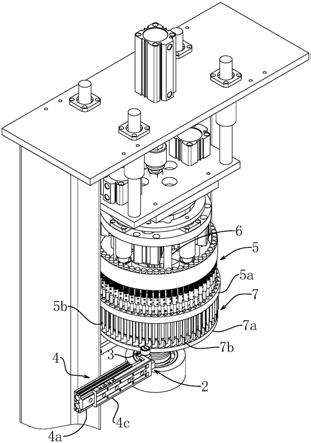
24.图3是磨盘焊接机的立体结构示意图。
25.图4是图3中局部结构放大图。
26.图5是磨块位置辅助调整装置的调整座与磨盘处于抵靠状态的主视结构示意图。
27.图6是图5中a-a剖视结构示意图。
28.图中标记:1、机架;1a、主架体;1b、升降架;1c、升降气缸;2、调整座;3、滚轮;3a、轮轴部;3b、轮体部;4、气缸;4a、缸体;4b、活塞杆;4c、滑块;5、磨块定位组件;5a、第一安装座;5b、定位杆;6、盘体压杆;7、磨盘;7a、磨盘盘体;7b、磨盘磨块;8、盘体定位座。
具体实施方式
29.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
30.实施例一:如图1至6所示,磨盘焊接机包括机架1、盘体定位座8、磨块定位组件5。磨盘7包括磨盘盘体7a和磨盘磨块7b。
31.盘体定位座8与机架1之间转动连接,用于承托定位磨盘盘体7a。机架1包括主架体1a和与主架体1a竖直导向连接的升降架1b,主架体1a上安装有与升降架1b相连接的升降气缸1c,升降架1b与磨块定位组件5转动连接。
32.磨块定位组件5位于盘体定位座8上方且与机架1转动连接,用于安装排列磨盘磨块7b时供磨盘磨块7b依靠定位。磨块定位组件5上安装连接有盘体压杆6,盘体压杆6的底面压在磨盘盘体7a上,能对磨盘盘体7a施加向下作用力,实现磨盘盘体7a压在盘体定位座8上。根据实际情况,机架1上安装有与盘体定位座8传动连接的第一电机,这样第一电机能驱动磨盘7转动,实现提高钎焊加热均匀性。
33.磨块定位组件5包括第一安装座5a和多组定位杆5b,定位杆5b的顶部均与第一安装座5a固定连接。多组定位杆5b绕着第一安装座5a的轴心线周向均匀排列,相邻的三根定位杆5b底部能组成一个定位凹槽供磨盘磨块7b插入。
34.磨块定位组件5的组数与磨盘7中磨盘磨块7b数量相同且定位杆5b与磨盘7中磨盘磨块7b一一对应设置,定位杆5b供磨盘磨块7b的侧面抵靠。
35.如图3所示,磨盘焊接机的磨块位置辅助调整装置包括位于盘体定位座8外侧的调整座2,调整座2与机架1之间通过施力结构相连接。
36.如图6所示,施力结构包括气缸4,气缸4的缸体4a固定在机架1上,活塞杆4b与调整座2固定连接。缸体4a上导向连接有滑块4c,活塞杆4b与滑块4c相连接,调整座2固定在滑块4c上。
37.如图3至6所示,调整座2上安装有滚轮3,滚轮3的侧面下部能与安装在盘体定位座8上磨盘盘体7a的外侧面抵靠,施力结构能使滚轮3保持抵靠在磨盘盘体7a上。当磨盘盘体7a转动时,放置在磨盘盘体7a上的磨盘磨块7b外端面能与滚轮3的侧面上部相抵靠。
38.如图4至5所示,施力结构使调整座2向磨盘7水平靠近或远离磨盘7。当调整座2向磨盘7水平靠近使磨盘磨块7b外端面与调整座2上的滚轮3相抵靠时,随着磨盘7的转动产生的转动力,能推动磨盘磨块7b使磨盘磨块7b外端向内端的延伸方向移动。
39.滚轮3包括轮轴部3a和与轮轴部3a转动连接的轮体部3b,调整座2上开设有轴孔,轮轴部3a插设在轴孔内。当调整座2上的滚轮3与磨盘盘体7a的外侧面相抵靠且磨盘7转动时,滚轮3的轮体部3b能随磨盘7转动而转动,这样,可降低轮体部3b与磨盘7的摩擦从而损坏调整座2。同时,可根据调整座2受损情况灵活更换,具有拆装方便的优点。
40.通过阐述钎焊加工磨盘7的过程,进一步说明磨盘焊接机的磨块位置辅助调整装置的作用和优点。具体如下:
41.第一步,将磨盘盘体7a先定位在盘体定位座8上。
42.第二步,操控升降气缸1c的活塞杆处于伸出状态,使磨块定位组件5的第一安装座5a下降,直至磨盘磨块7b的外侧面能与定位杆5b相抵靠。此时,磨块定位组件5上的盘体压杆6对磨盘盘体7a施加向下作用力,将磨盘盘体7a压在盘体定位座8上,且相邻三根定位杆5b底部供磨盘磨块7b插入的凹槽已形成。
43.第三步,将磨盘磨块7b由外向内塞入所述的凹槽内,直至磨块的外侧面内端和外侧面外端均抵靠在定位杆上。 此时,磨盘磨块7b与盘体定位座8的径向线相交设置。
44.第四步,操作气缸4,控制调整座2靠近磨盘7,直至调整座2上的滚轮3下部抵靠在磨盘7上,且滚轮3上部抵靠在磨盘磨块7b的外侧面上。
45.第五部,如图6所示,启动第一电机来驱动磨盘7沿箭头方向转动,磨盘7转动产生的转动力和滚轮3的抵靠力相互作用下推动磨盘磨块7b,使磨盘磨块7b外端向内端的延伸方向移动调整到准确位置,进而提高磨块的安装精度。当磨盘7转动一周时,磨盘7上的所有磨盘磨块7b都能在转动力和抵靠力的作用下调整到准确位置,使所有磨盘磨块7b的外端面不超出磨盘7的外侧面。
46.第六部,启动机架上安装的高频感应加热装置,加热磨盘盘体7a和磨盘磨块7b进行钎焊。在钎焊加热过程中,磨盘磨块7b存在因旋转和振动产生偏移的可能性,调整座2仍可对磨盘磨块7b进行位置调整,实现提高磨块7b位置一致性。
47.第七部,磨盘焊接完成后再次操控升降气缸1c的活塞杆处于回缩状态,便能使定位杆5b与磨盘磨块7b分离。
48.实施例二:本实施例同实施例一的结构及原理基本相同,基本相同之处不再累赘描述,仅描述不一样的地方,不一样的地方在于第四步:施力结构包括弹簧和导杆组件,导杆组件包括滑头和导杆,滑头安装在机架1上,调整座2固定在导杆上;弹簧的一端与机架1
相连接,另一端与导杆相连接;滑头与机架1之间通过转轴转动连接,导杆能上下摆动。操作调整座2,使导杆向上或向下摆动直至调整座2的滚轮3下部抵靠在磨盘7上,且滚轮3上部抵靠在磨盘磨块7b的外侧面上。
49.实施例三:本实施例同实施例一的结构及原理基本相同,基本相同之处不再累赘描述,仅描述不一样的地方,不一样的地方在于:所述的施力结构包括弹簧和导杆组件,导杆组件包括滑头和导杆,滑头安装在机架1上,调整座2固定在导杆上;弹簧的一端与机架相连接,另一端与导杆相连接;滑头与机架1之间固定连接,当滚轮3与磨盘盘体7a处于分离状态时,导杆与滑头之间通过能锁定所述分离状态的锁固结构相连接。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1