一种激光焊接头及激光器的制作方法
一种激光焊接头及激光器
【技术领域】
1.本实用新型实施例涉及激光焊接技术领域,尤其涉及一种激光焊接头及激光器。
背景技术:
2.手持式激光焊接是激光焊接向更大众化普及的重要形式,能够很好的与目前常用的手持电弧焊、氩弧焊方式进行互补,焊接速度快、对人员技术水平要求低、焊接质量好、成型质量高,特别适合于非标定制化的个性化、高要求焊接,如五金、卫浴、家电、工具、家具、广告、器材等的加工制造领域。
3.目前大部分的手持激光焊接设备在设计和制造中需要考虑不同的激光器、不同的一体化手持式激光焊接头如何进行有效的匹配,这些不同厂家的系统在整合时候往往存在兼容性差、可靠性低、匹配性不佳、冗余设计多、占用空间大、集成度低、成本高、售后维护困难多样等问题。并且目前的手持焊接设备大多数针对不同类型的焊接图形采用不同类型的焊接设备,无法将多种加工方式整合在一起,焊接效率不高,灵活度较差。
4.因此,设计一种焊接效率高的一体化手持式激光焊接头是很有必要的。
技术实现要素:
5.本实用新型实施例旨在提供一种激光焊接头与激光器输出头的一体化设计,有效的减少了整个手持式激光焊接设备的开发设计难度、体积和重量,双摆动的反射镜设计,可以满足焊接加工的多样性。
6.本实用新型实施例解决其技术问题采用以下技术方案:
7.一种激光焊接头,包括:准直光纤接头,反射镜组件,聚焦镜组件,保护镜组件和出射喷管,所述反射镜组件包括x方向摆动电机组件和固定于所述x方向摆动电机组件上的可摆动的x方向反射镜,y方向摆动电机组件和固定于所述y方向摆动电机组件上的可摆动的y方向反射镜,所述可摆动的x方向反射镜和所述可摆动的y方向反射镜的摆动轨迹在相互垂直的两个平面;激光束传输至所述准直光纤接头,所述准直光纤接头发出的准直激光束经过所述可摆动的x方向反射镜反射传输至所述可摆动的y方向反射镜,再经过所述可摆动的y方向反射镜反射传输至所述聚焦组件,所述聚焦组件将激光束进行会聚后输出,聚焦后激光束经过所述保护镜组件和所述出射喷管后直接作用于待焊接工件上。
8.进一步,所述激光焊接头还包括气路组件,所述气路组件包括至少一第一分气管和至少一第二分气管,外部气体分别通过所述第一分气管和所述第二分气管,所述第一分气管中的气体和所述第二分气管中的气体在所述出射喷管中汇聚并且从所述出射喷管中喷出。
9.进一步,所述第一分气管中的气体依次通过所述准直光纤接头,所述y方向摆动电机组件,所述聚焦镜组件,所述保护镜组件和所述出射喷管;所述第二分气管中的气体依次通过所述x方向摆动电机组件,所述保护镜组件和所述出射喷管。
10.进一步,所述x方向摆动电机组件包括x方向摆动电机冷却块和固定于所述x方向
摆动电机冷却块上的x方向摆动电机,所述y方向摆动电机组件包括y方向摆动电机冷却块和固定于所述y方向摆动电机冷却块上的y方向摆动电机,所述聚焦镜组件包括聚焦镜冷却块和固定于所述聚焦镜冷却块中的聚焦镜,所述保护镜组件包括保护镜冷却块和固定于所述保护镜冷却块中的保护镜。
11.进一步,所述第一分气管中气体的气流依次导入所述准直光纤接头、所述y方向摆动电机冷却块、所述聚焦镜冷却块、所述保护镜冷却块和所述出射喷管;所述第二分气管中的气体的气流依次导入所述x方向摆动电机冷却块、所述保护镜冷却块和所述出射喷管。
12.一种一体化激光器,包括光路模块和电路模块,如上所述的激光焊接头;驱动模块,其包括x方向摆动电机驱动板和y方向摆动电机驱动板,所述x方向摆动电机驱动板与所述x方向摆动电机组件连接,所述y方向摆动电机驱动板与所述y方向摆动电机组件连接;控制模块,包括主控制板,所述主控制板与所述x方向摆动电机驱动板,所述y方向摆动电机驱动板和所述电路模块连接。
13.进一步,所述控制模块还包括电源控制板,所述x方向摆动电机驱动板、所述y方向摆动电机驱动板与所述电源控制板相连接,所述电源控制板与所述主控制板相连接。
14.进一步,所述第一分气管上设有第一分气路电磁阀和第一分气路流量控制器,所述第一分气路电磁阀用于控制所述第一分气管中气体的气路通断,所述第一分气路流量控制器用于控制所述第一分气管中气体的气流量大小;所述第二分气管上设有第二分气路电磁阀和第二分气路流量控制器,所述第二分气路电磁阀用于控制所述第二分气管中气体的通断,所述第二分气路流量控制器用于控制所述第二分气管中气体的气流量大小,所述第一分气管和所述第二分气管部分位于所述激光器内部。
15.进一步,所述第一分气路电磁阀、所述第二分气路电磁阀、所述第一分气路流量控制器、所述第二分气路流量控制器均与所述主控制板相连接。
16.进一步,所述激光器还包括操作控制屏,所述操作控制屏与所述主控制板相连接,在所述操作控制屏上进行软件设置可以控制所述第一分气路电磁阀,所述第二分气路电磁阀,所述第一分气路流量控制器和所述第二分气路流量控制器。
17.本实用新型的有益效果是:
18.与目前市场上的手持焊接头相比,本实用新型实施例提供的焊接头不需要再与激光输出头配合,有效的减少了整个手持式激光焊接设备的开发设计难度、体积和重量;双摆动的反射镜设计,可以满足焊接加工的多样性,焊接效率较高,灵活度较差。具有手持焊接功能的激光器将激光器、焊接设备控制系统、手持激光加工头以及相关的配套辅助零部件进行集成化创新,使得传统的激光器具有了手持焊接功能;让手持焊接设备的可靠性、集成度、加工性能、灵活性等都有了重大的提升,同时还缩减了不同系统之间不必要的连接构件,减小了体积重量、成本、制造环节、冗余设计等,使得售后维护变得更加简单、整体手持焊接设备的可操作性更强。
【附图说明】
19.一个或多个实施例通过与之对应的附图进行示例性说明,这些示例性说明并不构成对实施例的限定,附图中具有相同参考数字标号的元件表示为类似的元件,除非有特别申明,附图中的图不构成比例限制。
20.图1为本实用新型实施例提供的激光器的结构示意图;
21.图2为图1中电路模块的结构示意图;
22.图3为图1中光路模块的结构示意图;
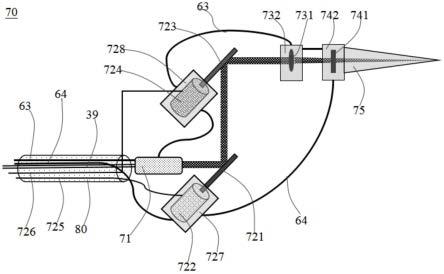
23.图4为图1中一体化手持式激光焊接头的结构示意图。
【具体实施方式】
24.为了便于理解本实用新型,下面结合附图和具体实施例,对本实用新型进行更详细的说明。需要说明的是,当元件被表述“固定于”/“固接于”/“安装于”另一个元件,它可以直接在另一个元件上、或者其间可以存在一个或多个居中的元件。当一个元件被表述“连接”另一个元件,它可以是直接连接到另一个元件、或者其间可以存在一个或多个居中的元件。本说明书所使用的术语“垂直的”、“水平的”、“左”、“右”、“内”、“外”以及类似的表述只是为了说明的目的。
25.除非另有定义,本说明书所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是用于限制本实用新型。本说明书所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
26.此外,下面所描述的本实用新型不同实施例中所涉及的技术特征只要彼此之间未构成冲突就可以相互结合。
27.请先参阅图1,其示出了本实用新型其中一实施例提供的手持焊接功能的激光器100的结构示意图,该激光器100包括封装箱体10、电路模块20、光路模块30、控制模块40、驱动模块50、气路模块60、一体化手持式激光焊接头70和线缆传输管80,封装箱体10由上盖板11,下盖板12,前面板13和后面板14相互连接形成,电路模块20,光路模块30,控制模块40,驱动模块50和气路模块60均位于封装箱体10内部,一体化手持式激光焊接头70和线缆传输管80位于封装箱体10外部。
28.后面板14上设有市电接口141、空气开关142、主进水接口143、主出水接口144、网线接口145和主气管接口146;前面板13上设有线缆传输管固定头131、状态指示灯板132、急停按钮133和操作控制屏134。
29.220v或者380v的交流市电通过市电接口141和空气开关142进入电路模块20中,电路模块20将输入的交流市电转换为适合光路模块30使用的恒流直流电和24v直流电,分别供给光路模块30、控制模块40保证其有充足的电能供应。光路模块30将电路模块20输入的电能转化为激光由光纤输出铠缆39传输至一体化手持式激光焊接头70中,最终作用于待焊接工件上。
30.控制模块40包括主控制板41和电源控制板42,主控制板41用于控制状态,供电和信号,主控制板41与电源控制板42连接。
31.电路模块20的组成结构如图2所示,电路模块20和控制模块40连接,电路模块20包括交直流转换器21、电路控制板22、辅助电源23,泵浦源电流驱动板24和电路水冷基板25,交直流转换器21、电路控制板22、辅助电源23,泵浦源电流驱动板24均固定安装于电路水冷基板25上,电路水冷基板25可以将它们产生的热量带走并固定安装好形成一个完整整体模块。空气开关与交直流转换器连接线211将空气开关142与交直流转换器21相连接,将外部
输入的220v或380v交流市电传输至交直流转换器21中,由交直流转换器21将交流市电转换为直流电再传输至泵浦源电流驱动板24中。泵浦源电流驱动板24上引出两组泵浦源供电线241和泵浦源供电线接头242,将可以调节变化的合适直流电能供给给光路模块30。交直流转换器21还与辅助电源23相连接,为辅助电源23提供必要的电能让辅助电源23输出24v和12v的直流电;通过与之相连接的辅助电源连接线231与辅助电源连接线接头232将24v电能供给电源控制板42和主控制板41;辅助电源23还与电路控制板22和泵浦源电流驱动板24相连接,为其提供12v的工作电能。电路控制板22与泵浦源电流驱动板24相连接,再通过电路控制板与主控制板连接线221和电路控制板连接线接头222主控制板41相连接,可以让主控制板41来控制泵浦源电流驱动板24上输出电流的大小。电路水冷基板25一端设有电路水冷基板进水接口251和电路水冷基板出水接口252。
32.光路模块30的组成结构如图3所示,包括正向泵浦源阵列31、合束与高反光栅一体化器件32、密封式谐振腔33、包层能量剥除器34、反向泵浦源阵列35、合束与低反光栅一体化器件36、光纤输出铠缆固定块37和光路水冷基板38,正向泵浦源阵列31、合束与高反光栅一体化器件32、密封式谐振腔33、包层能量剥除器34、反向泵浦源阵列35、合束与低反光栅一体化器件36、光纤输出铠缆固定块37固定于光路水冷基板38,光路水冷基板38可以将它们散发的热量带走。两组泵浦源供电线接头242与两组泵浦源阵列连接线接头312分别进行连接,两组泵浦源阵列连接线311分别与正向泵浦源阵列31和反向泵浦源阵列35相连接,泵浦源电流驱动板24通过泵浦源供电线接头242和泵浦源阵列连接线接头312输出的电能输入至正向泵浦源阵列31和反向泵浦源阵列35中。正向泵浦源阵列31将输入电能转化泵浦光经过合束与高反光栅一体化器件32合成之后由正向输入密封式谐振腔33中;反向泵浦源阵列35将输入电能转化泵浦光经过合束与低反光栅一体化器件36合成之后由反向输入密封式谐振腔33中;正反向输入的泵浦光在密封式谐振腔33中转换为激光输出,输出激光经过包层能量剥除器34滤除包层多余的光之后进入光纤输出铠缆39中;光纤输出铠缆39由光纤输出铠缆固定块37密封固定在光路水冷基板38上。光路水冷基板38一端设有光路水冷基板进水接口381和光路水冷基板出水接口382。外部水冷机发出外部冷却循环水由主进水接口143输入首先流入光路水冷基板进水接口381在光路水冷基板38完成冷却循环,将光路模块30产生的热量带走再由光路水冷基板出水接口382流出;光路水冷基板出水接口382流出的冷却循环水再流入电路水冷基板进水接口251中,将电路模块20产生的热量带走,再由电路水冷基板出水接口252流出;电路水冷基板出水接口252流出的冷却循环水在通过主出水接口144将冷却循环水输回水冷机中,由此不断循环将电路模块20和光路模块30产生的热量不断带走,保证整个激光器100的温度平衡持续工作。
33.一体化手持式激光焊接头70的组成结构如图4所示,一体化手持式激光焊接头70包括:准直光纤接头71、反射镜组件72、聚焦镜组件73、保护镜组件74和出射喷管75,反射镜组件72包括:x方向摆动电机组件和固定于所述x方向摆动电机组件上的可摆动的x方向反射镜721,y方向摆动电机组件和固定于所述y方向摆动电机组件上的可摆动的y方向反射镜723,所述可摆动的x方向反射镜721和所述可摆动的y方向反射镜723的摆动轨迹在相互垂直的两个平面。x方向摆动电机组件包括x方向摆动电机冷却块727和固定于所述x方向摆动电机冷却块727上的x方向摆动电机722,y方向摆动电机组件包括y方向摆动电机冷却块728和固定于所述y方向摆动电机冷却块728上的y方向摆动电机724。
34.聚焦镜组件73包括聚焦镜冷却块732和固定于所述聚焦镜冷却块732中的聚焦镜731,所述保护镜组件74包括保护镜冷却块742和固定于所述保护镜冷却块742中的保护镜741,所述保护镜冷却块742与所述出射喷管75相连接。
35.线缆传输管80中的光纤输出铠缆39将激光束传输至准直光纤接头71上,准直光纤接头71发出的准直激光束先经过可摆动的x方向反射镜721的反射传输至可摆动的y方向反射镜723上,再经过可摆动的y方向反射镜723反射之后打在聚焦镜731中,聚焦镜731将激光束进行会聚后输出,聚焦后激光束经过保护镜741和出射喷管75后直接作用于待焊接工件上。
36.调节操作控制屏134上x和y方向摆动频率、摆动幅度参数,即可驱动x方向摆动电机722和y方向摆动电机724在0~3
°
内各自进行线性摆动,并带动x方向摆动电机722上固定的可摆动的x方向反射镜721和y方向摆动电机724上固定的可摆动的y方向反射镜723一起进行摆动;x方向反射镜和可摆动的y方向反射镜723的摆动将带着准直激光束也进行相应的摆动,从而在待焊接工件上激光形成一定的摆动图案。
37.一体化手持式激光焊接头70还包括气路组件,所述气路组件包括至少一第一分气管63和至少一第二分气管64,外部气体分别通过所述第一分气管63和所述第二分气管64,所述第一分气管63中的气体和所述第二分气管64中的气体在所述出射喷管75中汇聚并且从所述出射喷管75中喷出。
38.如图1,图4所示,第一分气管63中的气体依次通过准直光纤接头71,y方向摆动电机组件,所述聚焦镜组件73,保护镜组件74和所述出射喷管75;所述第二分气管64中的气体依次通过x方向摆动电机组件,所述保护镜组件74和所述出射喷管75。第一分气管63和所述第二分气管64部分位于所述激光器100的封装箱体10内部,部分位于一体化手持式激光焊接头70内部。
39.气路模块60包括主气管61、三通气管接头62、第一分气管63和第二分气管64,主气管61与所述主气管接口146相接,三通气管接头62与主气管61相接,第一分气管63和第二分气管64与三通气管接头62相接,所述线缆传输管80与所述第一分气管63和所述第二分气管64相接。
40.第一分气管63上设有第一分气路电磁阀631和第一分气路流量控制器632,所述第一分气路电磁阀631用于控制第一分气管63中气体的气路通断,所述第一分气路流量控制器632用于控制用于控制第一分气管63中气体的气流量大小;第二分气管64上设有第二分气路电磁阀641和第二分气路流量控制器642,所述第二分气路电磁阀641用于控制用于控制第二分气管64中气体的气路通断,所述第二分气路流量控制器642用于控制第二分气管64中气体气流量大小。
41.外部气体与主气管接口146相连接,将焊接加工所需要的保护气体导入主气管61中进一步接入三通气管接头62,经过三通气管接头62将保护气体分为两路;一路保护气体经过第一分气路电磁阀631、第一分气路流量控制器632和第一分气管63进入线缆传输管80中,最终由一体化手持式激光焊接头70输出作用于待焊接工件上;另一路保护气体经过第二分气路电磁阀641、第二分气路流量控制器642和第二分气管64进入线缆传输管80中,最终由一体化手持式激光焊接头70输出作用于待焊接工件上。
42.第一分气管63中气体首先进入准直光纤接头71中用于对准直光纤接头71中进行
冷却,在本实施例中准直光纤接头71为qcs接头,在其它实施中可为其它传输激光束的接头,不限于此。冷却完成后的气体再进入y方向摆动电机冷却块728中对y方向摆动电机724进行冷却,冷却完成后的气体再进入聚焦镜冷却块732中对聚焦镜731进行冷却,冷却完成之后的气体进入保护镜冷却块742中对保护镜741进行冷却,最终经过与保护镜冷却块742相连接的出射喷管75后作用在待焊接工件上;第二分气管64中气体首先进入x方向摆动电机冷却块727中对x方向摆动电机722进行冷却,冷却完成的气体进入保护镜冷却块742中对保护镜741进行冷却,由出射喷管75后输出作用在待焊接工件上;第一分气管63中气体和第二分气管64中气体在锥形出射喷管75中相遇汇集成为一束气流,用于吹离在待焊接工件产生的烟尘,能够很好的抑制焊接过程中产生的烟尘进而对保护镜741进行保护,又进一步对内部的光学镜片(包括反射镜722、724,聚焦镜731,保护镜741)形成隔离和保护。
43.驱动模块50包括x方向电机驱动板51和y方向电机驱动板52;x方向电机驱动板51和y方向电机驱动板52与电源控制板42相连接,由电源控制板42单独提供电能。x方向摆动电机驱动板51、y方向摆动电机驱动板52、电源控制板42均与主控制板41相连接。x方向摆动电机722与x方向摆动电机驱动板连接线725相连接,再连接至x方向摆动电机驱动板51和主控制板41上;y方向摆动电机724与y方向摆动电机驱动板连接线726相连接,再连接至y方向摆动电机驱动板52和主控制板41上。
44.x方向摆动电机驱动板连接线725、y方向摆动电机驱动板连接线726、第一分气管63、第二分气管64和光纤输出铠缆39均经过线缆传输管80固定头进入到线缆传输管80中,并最终连接进入一体化手持式激光焊接头70。
45.电路模块20、x方向摆动电机驱动板51、y方向摆动电机驱动板52、电源控制板42、第一分气路电磁阀631、第二分气路电磁阀641、第一分气路流量控制器632、第二分气路流量控制器642、网线接口145、状态指示灯板132、急停按钮133和操作控制屏134均与主控制板41相连接,由主控制板41综合控制其状态、供气、供电、出光和信号,主控制板41同时控制激光器100内部的电路模块20从而控制光路模块30出光并且控制激光焊接输出头70内部气体的气流量和气路通断以及激光焊接输出头70内部x方向摆动电机722和y方向摆动电机724,形成激光器100与控制系统的一体化设计。
46.第一分气路电磁阀631、第二分气路电磁阀641和操作控制屏134均与主控制板41相连接,在操作控制屏134上进行软件设置可以控制第一分气路电磁阀631和第二分气路电磁阀641的气路通断,进而控制所述第一分气管63中气体的气流和所述第二分气管64中气体的气流的开关,保证在激光输出时打开而无激光输出时关闭,满足保护焊接和节约气流的作用;第一分气路流量控制器632、第二分气路流量控制器642和操作控制屏134均与主控制板41相连接,在操作控制屏134上进行软件设置可以独立不影响的调节第一分气管63和第二分气管64中气体的气流量大小,气流量大小的调节范围在5~20l/min之间,合适的第一分气管63和第二分气管64相对与绝对量大小对于焊接质量影响重大,使用者可以根据不同的焊接要求灵活方便的调节这两路气流的大小。电路模块20和操作控制屏134均与主控制板41相连接,光路模块30与电路模块20相连接并由其供电,可以在操作控制屏134上进行软件设置调节电路模块20给光路模块30供电量的大小,进而控制由一体化手持式激光焊接头70输出激光功率的大小,根据不同的焊接要求调节即可得到合适的焊接加工效果。
47.状态指示灯板132与主控制板41相连接,可以及时的将激光器实时的工作状态信
号发送至状态指示灯板132上并进行相应的指示,让操作者了解到实时的工作状态。网线接口145和主控制板41相连接,可以让使用者利用网线连接激光器读取内部状态,了解激光器的实时与历史工作信息、排查故障。急停按钮133和主控制板41相连接,在发生紧急状况时可以迅速按压急停按钮133让主控制板41立即关闭激光。
48.本实用新型将传统的一体化手持式激光焊接头、控制系统、激光器进行了深度的融合与集成,形成激光器与控制系统的一体化设计、焊接头与激光器输出头的一体化设计,有效的减少了整个手持式激光焊接设备的开发设计难度、采购维护成本、体积和重量,提升了产品可靠性、便宜使用性。全风冷式、双摆动的焊接头设计,可以满足焊接加工的多样性,也使得焊接头小巧轻便、操作简单。可控化的双气路设计,能够精确控制两路气流的大小和相对配比,在有效抑制烟尘保护光路系统、散热镜片的同时,还能够精准利用气流减少浪费。
49.在本实施例中激光器为激光器,在其它实施例中激光器可为半导体激光器、固体激光器、气体激光器中的任意一种,不限于此。
50.最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;在本实用新型的思路下,以上实施例或者不同实施例中的技术特征之间也可以进行组合,步骤可以以任意顺序实现,并存在如上所述的本实用新型的不同方面的许多其它变化,为了简明,它们没有在细节中提供;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1