一种机床工装及具有机床工装的车削设备的制作方法
1.本技术涉及车削设备领域,尤其是涉及一种机床工装及具有机床工装的车削设备。
背景技术:
2.工件旋转,车刀在平面内作直线或曲线移动的切削加工即为车削。车削一般在车床上进行,用以加工工件的内外圆柱面、端面、圆锥面、成形面和螺纹等。
3.现有的,对工件进行车削时大都采用顶盘抵接待加工部件再通过车刀进行车削的方式,顶盘整体采用铁制,车削时会在工件表面产生大量划痕从而影响工件的使用寿命,存在待改进之处。
技术实现要素:
4.为了减少车削时顶盘造成待加工部件表面产生大量划痕的可能性,本技术提供一种机床工装。
5.本技术提供的一种机床工装,采用如下的技术方案:
6.一种机床工装,包括顶盘,所述顶盘上开设有安装槽,所述安装槽内嵌设有软性部件,所述软性部件凸出于所述安装槽,且与待加工部件抵接。
7.通过采用上述技术方案,对工件进行切削时,软性部件与工件表面接触,避免了硬性材质的顶盘与工件直接接触,在保证车削效果的同时,软性部件减少了车削时造成工件表面产生大量划痕的可能性。
8.可选的,所述软性部件通过连接件与所述顶盘固定连接,且所述软性部件上形成有供所述连接件通过的安装孔。
9.通过采用上述技术方案,软性部件通过连接件固定连接在顶盘上,当软性部件发生磨损或碰撞时,实现了软性部件的可更换设置而不用更换整个顶盘,降低了车削成本。
10.可选的,所述软性部件包括铜、铝或尼龙制成的软性部件。
11.通过采用上述技术方案,软性部件采用铜、铝、尼龙等材质,既能起到很好的车削效果,同时降低了车削过程中造成工件表面产生大量划痕的可能性。
12.基于上述构想,本技术还提供一种具有机床工装的车削设备,采用如下的技术方案,
13.一种具有机床工装的车削设备,包括任意一项所述的机床工装,还包括机架,所述机架转动架设有主轴,所述主轴的一端固定有夹持件,所述待加工部件夹持于所述夹持件和所述顶盘之间,所述顶盘活动设置在所述机架内。
14.通过采用上述技术方案,夹持件用于放置待加工部件,待加工部件放置好后,驱动顶盘朝靠近待加工部件的方向移动,直至将待加工部件夹紧在夹持件及顶盘之间,进而驱动主轴转动完成车削。
15.可选的,还包括驱动所述顶盘靠近或远离所述夹持件的驱动组件。
16.通过采用上述技术方案,通过驱动组件驱动顶盘朝靠近待加工部件的方向移动,直至将待加工部件夹紧在夹持件及顶盘之间,进而驱动主轴转动完成车削。
17.可选的,所述驱动组件包括固定设置在机架内的固定座、滑移设置在固定座内的滑移杆、驱动滑移杆滑移的驱动件以及转动设置在所述滑移杆朝向夹持件一侧侧壁上的转动座,所述顶盘固定连接在所述转动座上。
18.通过采用上述技术方案,驱动组件带动顶盘朝靠近或者远离夹持件的方向滑移,切削时,主轴带动夹持件及待加工部件转动,从而带动顶盘及转动座同步转动在滑移杆上,进而通过车刀完成车削。
19.可选的,所述夹持件朝向待加工部件的一侧设置有与待加工部件相适配的定位部。
20.通过采用上述技术方案,通过定位部对待加工部件进行快速定位,提高了待加工部件夹持放置的便捷性,提高了工作效率。
21.可选的,所述夹持件朝向待加工部件的一侧设置有若干个安装柱,待加工部件通过所述安装柱安装至所述夹持件上。
22.通过采用上述技术方案,通过若干个安装柱对待加工部件进行进一步的安装定位,提高了待加工部件夹持放置的稳定性,同时使得待加工部件的夹持放置更加便捷。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.通过安装有软性部件的顶盘将待加工部件压紧在夹持件上,进而完成对待加工部件的车削,安装在顶盘朝向夹持件一侧的软性部件避免了硬质顶盘与待加工部件的直接接触,减少车削时顶盘造成工件表面产生大量划痕的可能性。
25.2.驱动组件驱动顶盘靠近或者远离夹持件,使得工件的压紧操作更加便捷,提高了车削的工作效率。
26.3.通过定位部及安装柱实现对待加工部件的快速安装定位,使得待加工部件的夹持放置更加便捷,同时使得待加工部件放置的更加稳定。
附图说明
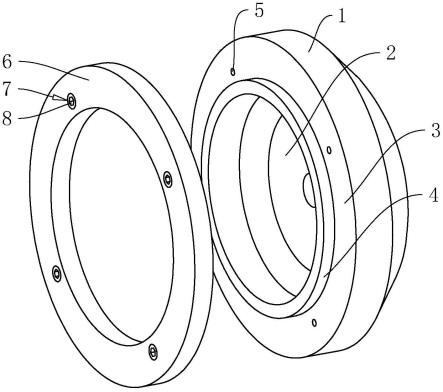
27.图1是本实施例中展现机床工装整体结构的爆炸示意图。
28.图2是本技术实施例中展现顶盘固定孔的结构示意图。
29.图3是本技术实施例中一种具有上述机床工装的车削设备的整体结构示意图。
30.图4是图3中a部的放大结构示意图。
31.图5是本实施例中展现驱动组件整体结构及驱动组件与机床工装连接关系的剖面结构示意图。
32.附图标记:1、顶盘;2、减料槽;3、安装槽;4、凸环;5、连接孔;6、软性部件;7、安装孔;8、连接件;9、固定孔;10、机架;11、主轴;12、夹持件;121、安装部;122、夹持部;13、定位部;14、安装柱;15、驱动组件;151、固定座;152、滑移杆;153、驱动件;154、转动座;16、滑移孔;17、连接杆。
具体实施方式
33.以下结合附图1-5对本技术作进一步详细说明。
34.本技术实施例公开一种机床工装。
35.参照图1,一种机床工装,包括顶盘1,本实施例中顶盘1呈圆柱状,顶盘1一侧侧壁上同轴开设有减料槽2,顶盘1与减料槽2同侧侧璧上同轴开设有安装槽3,减料槽2与安装槽3之间形成有凸环4,安装槽3底壁上沿顶盘1圆周方向间隔均匀的开设有若干个连接孔5。
36.参照图1,安装槽3内安装有圆环形的软性部件6,软性部件6可采用紫铜、铝、尼龙等软性耐磨材质,软性部件6的内壁与凸环4的外壁抵接,软性部件6外壁与顶盘1外壁齐平,软性部件6侧壁上与连接孔5同轴开设有若干个安装孔7,安装孔7内穿设有连接件8,本实施例中连接件8为沉头螺栓,连接件8与连接孔5螺纹连接,实现软性部件6与顶盘1的可拆卸固定。
37.参照图2,顶盘1远离软性部件6的一侧同轴开设有固定孔9,顶盘1通过固定孔9与机床固定连接。
38.本技术实施例一种机床工装的实施原理为:在顶盘1内开设有减料槽2,便于节约成本同时降低顶盘1整体重量。安装槽3用于安装软性部件6,安装槽3与减料槽2间形成的凸环4便于软性部件6的安装定位,同时车削时利用软性部件6与待加工部件抵接,减少车削时顶盘1造成待加工部件表面产生大量划痕的可能性。
39.本技术实施例还公开了一种具有上述机床工装的车削设备。
40.参照图3,一种具有机床工装的车削设备包括机架10,机架10一侧内壁上转动设置有主轴11,主轴11上套设有圆柱状夹持件12,夹持件12包括安装部121和夹持部122,安装部121同轴套设在主轴11上,夹持件12通过螺栓与安装部121固定安装。
41.参照图3和图4,夹持部122远离主轴11的一侧侧壁上一体成型有与待加工部件上开口相适配的定位部13,夹持部122远离主轴11的一侧侧壁上还一体成型有若干个安装柱14,若干个安装柱14沿夹持部122圆周方向间隔均匀设置,通过定位部13与若干个安装柱14实现待加工部件的快速安装定位,使得待加工部件的夹持放置更加便捷。
42.参照图3和图5,机架10内设置有将待加工部件压紧在夹持部122上的上述机床工装以及驱动上述机床工装靠近或远离夹持件12的驱动组件15,上述机床工装与夹持件12同轴架设。
43.参照图5,驱动组件15包括固定座151、滑移杆152、驱动件153以及转动座154,固定座151固定在机架10内,固定座151沿主轴11轴线方向同轴开设有滑移孔16,滑移杆152滑移安装在滑移孔16内,本实施例中驱动件153为驱动气缸,驱动气缸固定在固定座151远离主轴11的一侧侧壁上,驱动气缸的活塞杆一端伸入滑移孔16内并与滑移杆152固定连接,滑移杆152靠近主轴11的一端伸出固定座151,转动座154转动安装在滑移杆152伸出固定座151的一端,转动座154与滑移杆152一体成型设置。
44.参照图5,上述机床工装的顶盘1与转动座154通过连接杆17连接,连接杆17一端伸入顶盘1的固定孔9内,连接杆17另一端伸入转动座154内,顶盘1与连接杆17及转动座154通过螺栓固定连接。
45.本技术实施例一种具有上述机床工装的车削设备的实施原理为:需要对待加工部件进行车削时,先将待加工部件通过定位部13及安装柱14快速安装到夹持件12的夹持部122上,随后启动驱动件153推动机床工装朝靠近待加工部件的方向滑移,直至将待加工部件抵紧在夹持件12上。
46.夹持好待加工部件后,启动主轴11驱动带动夹持件12、待加工部件、机床工装及转动座154同步转动,进而完成对待加工部件的车削。
47.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1