齿轮倒角机的制作方法
1.本实用新型涉及机械加工领域,尤其是指给齿轮磨棱倒角去毛刺的。
背景技术:
2.齿轮通过连续啮合传递运动和动力,是重要的传动部件。但是在生产的过程中会有毛刺产生。毛刺使齿轮的啮合不稳定,这会影响齿轮传动的精度,不平稳的传动将会使齿轮的寿命缩短,还会使齿轮之间的润滑效果下降,继而对后续加工和装配造成不必要的影响,并且这样的传动必然伴随着噪音的产生。整个机械系统要严谨,不能因为齿轮这一单一零件而影响了整个系统。不管是机械运转还是噪音的产生都会伴随着振动,而毛刺会因为震动而转移,在齿轮转动中与齿面相互挤压,严重损坏齿轮齿面,因此我们要在加工生产中想办法排除毛刺。随着技术的发展,各种加工方法百花齐放。但最初人们能想到的方法就只有手工加工,用油石或者其他的加工工具抛光砂轮磨出的菱角。但传统加工,费时费力,而且根本打不到较高的精度,无法保证倒角的准确度。但以今天机械领域的水平,我们完全可以通过某一台机器来实现去毛刺这个目标,在以前达不到的水平或者没有能达到相当高度的技术而不敢想的一些技术,在现在我们完全有能力去完成。现代人对各种物质的质量要求越来越严格,甚至到了苛刻的地步,传统手工工艺已经完全满足不了人们的需求,所以我们要不断的更新各种设备。
3.我们需要一种可以满足以下要求,成本低,精度高并且效率高的,专门用于对齿轮磨棱倒角的机器。使齿轮可以满足大部分人的要求。
4.齿轮倒角机应求而生,它是给齿轮磨棱倒角去毛刺的可靠的,专业的设备并且不可或缺,经过内部零件传动,使砂轮片高速旋转并固定在齿轮轮廓线上,进行磨棱倒角。真正的达到提高精度,增加齿轮寿命,平稳降噪。从而使齿轮应用的领域如:交通领域,医疗器械,生产领域等所有用到齿轮的东西。提供了最为可靠的传动零部件,来让它们更充分发挥其作用。
5.20世纪初,滚齿刀频繁应用于机械领域,为了其需求,美国设计师设计出了砂轮磨齿机。不久德国紧随其后研制出了锥面磨齿机。美国则更进一步具有了成型的对齿轮进行倒角的砂轮铣刀。1914年瑞士的碟形砂轮磨齿机弥补了齿轮精度的不足,而且还进行了一些列措施来补偿砂轮磨损。到了四十年代初期,由瑞士设计师结合涡轮蜗杆技术制造出的蜗杆砂轮磨齿机,大大提高了盛产效率。随着业内专业人士对齿轮的研究,发现美国会对所有齿轮进行二次加工,去除毛刺。人们发现了这点并且疑惑为什么?这就引出了生产者们对齿轮磨棱倒角的重视,即对毛刺的重视。经过不断的实验以及测试。终于发现了去除毛刺的优点。从而引起了齿轮的一次小的革命。
6.从七十年代末到现在的几十年里,中国也在此领域沉浸了50多年的时间了,先后研制出的各种类齿轮倒角机数不胜数,发展何等之迅猛。其中由秦川机床在1997年研发的yk7250蜗杆砂轮磨齿机,在当时世界上是最具先进水平的机器之一。它也标志着中国在这一领域正式具有世界先进水平,在世界机械工艺占有一席之地。时代在变更,技术也在不断
地进步着,而齿轮制造业也必然会向着高的品质,高的传动效率和高的精度发展,这是必然的趋势。这也迎合着人们不断提高的要求,
技术实现要素:
7.本实用新型要解决的技术问题是提供一种齿轮倒角机,齿轮的速度匀速旋转提高加工精度。
8.为了解决上述技术问题,本实用新型提供了一种齿轮倒角机,其包括工作台、砂轮机、主轴传动装置以及三爪卡盘,所述主轴传动装置包括:转动主轴,主轴的一端连接所述三爪卡盘,另一端固定有一对啮合锥齿轮之一,另一个锥齿轮的齿轮轴与减速器低速轴通过联轴器连接;该齿轮轴在位于锥齿轮以及减速器之间设置有两个反向安装的滚子轴承,在两个滚子轴承之间设置有套筒;在所述转动主轴的外侧设有两个滚子轴承以及套筒相隔离,在所述转动主轴的衬套外侧固定有上底板,上底板上固定有滑块和与丝杠连接的卧式导轨,该卧式导轨通过滑块连接有立柱导轨,立柱导轨支撑着砂轮机的滑块并使砂轮机能在立柱导轨上运动。
9.进一步,所述卧式导轨为u形槽导轨结构,在槽中央的位置设置有通孔,所述立柱导轨定位插入该通孔中。
10.进一步,所述砂轮机为气动砂轮机,包括浮动装置,该浮动装置包括夹持轴、气缸、弹簧以及杠杆,杠杆和夹持轴相连接,杠杆摆动牵引轴摆动,气缸和弹簧与杠杆一侧上下相接,使杠杆受力可以上下颤动。
11.进一步,所述杠杆和夹持轴通过键连接。
12.进一步,所述滚子轴承为圆锥滚子轴承,尺寸可为:25mm、55mm、16.5mm、15mm、13mm或33mm。
13.进一步,其还具有卧式导轨,卧式导轨呈u形槽结构。
14.进一步,所述卧式导轨的上面与底部带有螺纹和突起的滑块相配合移动。
15.进一步,所述卧式导轨位于正中央,立柱导轨的立柱插入通孔,立式导轨的滑块和位于在卧式导轨上的丝杠相互配合。
16.本实用新型的技术效果在于:本实用新型齿轮倒角机,因为电动机转速过快,想要达到设计速度需要加入减速器,在减速器与电动机之间加入联轴器得到指定速度,定主轴转速与减速器的低速轴同步,主轴的一端固定有三爪卡盘,卡盘固定有被加工的齿轮,因此,上述的通过减速器和联轴器的控制,提供了被加工齿轮的加工精度。
附图说明
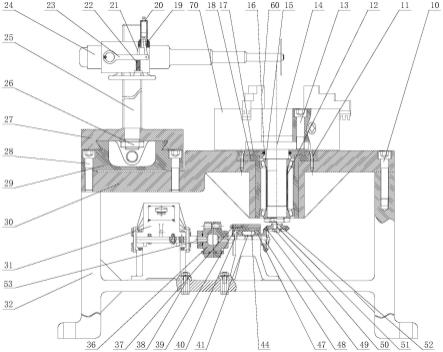
17.图1是本实用新型齿轮倒角机的主视图;
18.图2是本实用新型齿轮倒角机的俯视图;
19.图3是本实用新型齿轮倒角机的侧视图;
20.图4是工作台锥齿轮装配示意图;
21.图5是卧式导轨的截面图;
22.图6是卧式导轨的安装结构示意图;
23.图7为浮动装置的结构示意图。
具体实施方式
24.下面结合附图和具体实施例对本实用新型作进一步说明,以使本领域的技术人员可以更好的理解本实用新型并能予以实施,但所举实施例不作为对本实用新型的限定。
25.如图1-图7所示,为本实用新型原理齿轮倒角机,在底座31上连接有工作台70、砂轮机24、主轴传动装置以及三爪卡盘60,源动力首选电动机46,因为电动机46转速过快,想要达到设计速度需要加入减速器31,在减速器31与电动机46之间加入联轴器36得到指定速度,定主轴14转速与减速器31的低速轴53同步,主轴14的一端固定有三爪卡盘60,另一端固定有一锥齿轮41,另一啮合锥齿轮42与低速轴53啮合,使其转速动力能传到主轴14,达到真正的同步速度。待加工齿轮装配在三爪卡盘60上,三爪卡盘60与主轴14装配在一起,从而轴带动三爪卡盘60,三爪卡盘60带动待加工齿轮,真正的达到传动要求,最终结果是齿轮得到扭矩,并达到设计速度匀速转动。电动机46经过减速器31减速后,通过锥齿轮4将速度传给主轴14,主轴14旋转带动三爪卡盘60,待加工齿轮安装在卡盘60上,最后齿轮得到设计的速度匀速旋转。
26.为了进一步提高加工精度,减速器31的传动轴必须保证水平放置,工作台70要绕着垂直面旋转,工作台70通过螺钉13固定在上底板30上。这就需要一组啮合锥齿轮49来完成目标,使其固定在主轴14上,根据所受的力定为圆锥滚子轴承47,结合图1-图3所示,还进一步说明如下。
27.锥齿轮49的轴与减速器31的低速轴53通过弹性套销联轴器36连接在一起。两个圆锥滚子轴承47反向安装在齿轮轴48上,中间用套筒41隔开,右边的轴承47的右端靠在轴肩上。左端的轴承47的左端的下一台阶轴上加工有螺纹,通过螺母40拧紧来固定左端的轴承47,而左端的轴承47的外圆面与轴承套配合安装在一起,轴套中间设计有一段向内突出的轴肩,用来固定外圈不向内窜动,整个轴套放在轴承座43上,通过螺钉42固定为一体。轴承座43方上下盖,用螺栓连接固定在底板上,轴承套的左端用螺钉固定在轴承座43上,这样就限制了轴的5个自由度。锥齿轮49安装在轴的右端,跟左边的圆锥滚子轴承47一样,用螺母固定。圆锥滚子轴承47尺寸可为:25mm、55mm、16.5mm、15mm、13mm或33mm。
28.在本实用新型中主轴传动装置是整个设计中最重要的传动件,具有传扭矩,固定卡盘60的作用,有径向力。主轴传动装置包括:主轴14,主轴14下接锥齿轮49,用键51固定,其上有固定零件的卡盘60和螺母52和螺母50。一对圆锥滚子轴承15嵌于主轴14上,反向安装,圆锥滚子轴承15之间套上用于隔离的套筒12,轴承15的端部通过轴承盖17固定,并且用毡圈16密封,上底板30和底座32通过螺钉10固定为一体,上底板30轴承盖17与轴套18通过螺钉11固定。
29.由于主轴14上各部位用螺母固定,圆锥滚子轴承15之间加套筒12隔离,减少摩擦,禁止其移动。两圆锥滚子轴承15反向安装,上面轴顶住工件。圆锥滚子轴承15相对轴套18不能移动,轴套18相对圆锥滚子轴承15固定,再将轴套插入留好的孔中,辅以螺母,加盖固定。整个系统只剩单一自由度。
30.立柱导轨支撑着砂轮机24的滑块7,并使其能在导轨上运动不受限制,立柱25常常配有螺纹,是螺母在其上面配合。上下移动的螺母6承载了大部分砂轮机24工作时的反作用力。并且,螺母6还支撑着滑块7,使得滑块7能跟随其一起运动,动螺母6带动滑块7。滑块7上面的键限制滑块7只能在导轨上移动,不能转动。螺母6一侧要加工出一个凹槽,来限制滑块
7的移动。用工具转动螺母6,滑块7随着螺母6竖直移动,又因为滑块7不能转动,螺母6横向不能移动。
31.卧式导轨29整体呈u形槽,其下端水平,用螺母38定于工作台上,工作台上有能和卧式导轨相对应的小突起,起到固定作用。
32.卧式导轨29的u形槽可以安装工件,有足够大的地方供导轨29运行,两侧空洞能安装并固定导轨。底部带有螺纹和突起的滑块27行走在导轨29之上。凸台可以与工件配合,将丝杠5稳固在导轨29上。这样,丝杠5动则滑块27也会跟着移动,导轨系统的如装配图所示。
33.导轨29位于正中央,其上安装一带通孔的滑块27,立柱导轨的立柱25插入通孔。构成了立式导轨滑块27定在导轨29上和安在导轨29上的丝杠5相互配合。达到限制5个自由度的要求。在右侧通过螺钉4安装转轮手动旋转丝杠5,两端设有轴套3,右端安装旋转手轮2,手轮2焊接圆柱短棒1。
34.工作过程:砂轮机24连接工作台,工作台与轴相对不能移动,轴插在带有通孔的滑块上与滑块配合,可以转动,不能移动。将以杠杆19与轴相连,通过键和螺母使其达到一定的移动要求,将杠杆19与轴接连在一起,确保不会发生相对的移动,做到同步运动,中间加入平键传递旋转所需力。然后,转动杠杆19,滑块移动,这样,就可以通过转动杠杆19来转动夹持块34。在杠杆19的另一端下方以弹簧22和弹簧导柱21支撑并固定,上方顶住气压缸20,不工作时,弹簧22给杠杆19一个向上的力使其向上移动,杠杆19带动砂轮上移。工作时,气压使杠杆19向下移动,砂轮机24也下移加工齿轮,调整气压大小来控制磨棱倒角的深度。
35.以上所述实施例仅是为充分说明本实用新型而所举的较佳的实施例,本实用新型的保护范围不限于此。本技术领域的技术人员在本实用新型基础上所作的等同替代或变换,均在本实用新型的保护范围之内。本实用新型的保护范围以权利要求书为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1