套筒焊接设备的制作方法
1.本实用新型属于焊接设备,特别涉及一种多工位、自动化的套筒焊接设备。
背景技术:
2.套筒是一种农用机械的专用工具,其包括一个管件和一个杆件,管件和杆件需要焊接固定。
3.现有的生产过程中都是通过简单的夹具对管件和杆件进行夹紧固定,然后通过人工进行焊接,人工焊接的效率比较低,无法满足大批量生产的需求,且工人的劳动强度较大。
技术实现要素:
4.针对现有技术存在的不足,本实用新型设计了一种多工位、自动化的套筒焊接设备。
5.本实用新型的技术方案如下:
6.套筒焊接设备,其包括一机架,其特征在于:机架的上表面设有一旋转组件,所述的旋转组件上设有支撑架,所述支撑架上至少形成有一个c型安装支架,还包括设置安装支架内的可自转的焊接定位工装,所述机架上设有对固定在焊接定位工装上的管件和杆件进行焊接的焊接组件。
7.进一步的说,所述的焊接定位工装包括与安装支架上部连接的可转动的杆件夹紧定位组件,以及与安装支架下部连接的可转动的管件定位组件,还包括连接在安装支架上用于实现杆件夹紧定位组件和管件定位组件同步转动的同步机构,还包括设置在安装支架上方的用于驱动杆件夹紧定位组件转动的自转驱动机构。
8.进一步的说,所述的杆件夹紧定位组件包括与安装支架转动连接的转轴,以及与转轴连接的夹紧安装板,夹紧安装板的表面设有对垂直杆件轴向进行夹紧的周向夹紧机构,在位于周向夹紧机构上方的夹紧安装板上设有对杆件的端部进行轴向压紧的轴向压紧机构。
9.进一步的说,所述的周向夹紧机构包括固定在夹紧安装板上的周向夹紧块,周向夹紧块的表面设有v型槽,还包括一个固定安装夹紧安装板上的周向夹紧气缸,周向夹紧气缸的端部设有动夹紧块,动夹紧块的表面亦设有v型槽。
10.进一步的说,所述的轴向压紧机构包括与夹紧安装板固定连接的可调安装板,可调安装板上固定有压紧气缸,压紧气缸的端部设有压紧块,压紧块作用于杆件的端部。
11.进一步的说,所述的可调安装板上设有腰形孔,紧固件穿过腰形孔将可调安装板固定在夹紧安装板上。
12.进一步的说,所述的管件定位组件包括通过转轴连接在安装支架上的定位安装板,定位安装板的上表面设有定位块,定位块的表面设有对管件进行定位的v型定位槽,在定位安装板上还设有对管件端部进行定位的定位挡板。
13.进一步的说,所述的同步机构包括设置在安装支架上的同步轴,同步轴的两端分别设有同步轮,自转驱动机构上设有主动轮,管件定位组件上设有被动轮,主动轮和被动轮均通过同步带与同步轮连接。
14.进一步的说,所述的焊接组件包括固定连接在机架上的焊接支架,焊接支架上设有焊接气缸,焊枪固定连接在焊接气缸上。
15.综上所述,本实用新型具有以下有益效果:
16.本实用新型设计了一种套筒焊接装置,通过管件定位组件和杆件夹紧定位组件对管件和杆件进行定位和夹紧,然后旋转组件将工件带到焊接工位,管件夹紧组件和杆件夹紧定位组件旋转配合焊枪完成对管件与杆件的焊接连接,实现了管件、杆件夹紧、定位和焊接的自动化,提高了生产效率,保证了管件与杆件的定位精度,提升了产品的质量。
附图说明
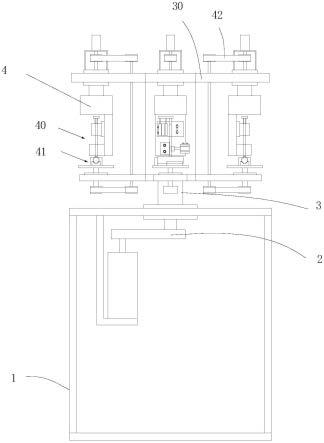
17.图1为本实用新型的正视示意图;
18.图2为本实用新型的俯视示意图;
19.图3为支撑架和c型安装架的示意图;
20.图4为焊接定位工装的正视示意图;
21.图5为焊接定位工装的侧视示意图;
22.图6为周向夹紧块的结构示意图;
23.图中1为机架,
24.2为旋转组件,
25.3为支撑架,30为安装支架,
26.4为焊接定位工装,40为杆件夹紧定位组件,400为转轴,401为夹紧安装板,402为周向夹紧机构,403为轴向压紧机构,4020为周向夹紧块,4021为v型槽,4022为周向夹紧气缸,4023为动夹紧块,4030为可调安装板,4031为压紧气缸,4032为腰形孔,
27.41为管件定位组件,410为定位安装板,411为定位块,412为定位挡板,42为同步机构,420为同步轴,421为同步轮,43为自转驱动机构,430为主动轮,431为被动轮,
28.5为焊接组件,50为焊接支架,51为焊接气缸,52为焊枪。
具体实施方式
29.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例的附图,对本实用新型实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于所描述的本实用新型的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
30.参见图1所示,套筒焊接设备,其包括一机架1,机架有角钢焊接构成的方形框架,方形框架的上表面设有一面板,其特征在于:机架1的上表面设有一旋转组件2,所述的旋转组件2上设有支撑架3,所述支撑架上至少形成有一个c型安装支架30,还包括设置安装支架30内的可自转的焊接定位工装4,所述机架上设有对固定在焊接定位工装上的管件和杆件进行焊接的焊接组件5。
31.本实用新型设计了一种套管自动焊接设备,通过焊接定位工装来对管件和杆件进行夹持,且焊接定位工装可自转,其配合焊接组件完成管件与杆件连接处的自动化焊接,一方面,保证了管件与杆件的定位的精度和准确性,另一方面,实现了焊接动作的自动化,提升了生产效率,克服了现有技术中人工进行焊接作业存在的精度差、效率低的问题,进一步的,本实施例中支撑架上设有四个c型安装支架,即具有4个焊接工位,旋转组件驱动支撑架旋转,实现各个工位之间的切换,所述的旋转机构包括设置在机架内的旋转电机,旋转电机通过同步带与支撑架下端的同步轮连接,亦可采用精度更好的分度器。
32.进一步的说,所述的焊接定位工装4包括与安装支架上部连接的可转动的杆件夹紧定位组件40,以及与安装支架下部连接的可转动的管件定位组件41,还包括连接在安装支架上用于实现杆件夹紧定位组件和管件定位组件同步转动的同步机构42,还包括设置在安装支架上方的用于驱动杆件夹紧定位组件转动的自转驱动机构43。
33.进一步的说,所述的杆件夹紧定位组件40包括与安装支架30转动连接的转轴400,以及与转轴400连接的夹紧安装板401,夹紧安装板401的表面设有对垂直杆件轴向进行夹紧的周向夹紧机构402,在位于周向夹紧机构402上方的夹紧安装板401上设有对杆件的端部进行轴向压紧的轴向压紧机构403,此处通过轴向夹紧机构和轴向压紧机构对杆件进行两个方向上的定位,保证了杆件定位的稳定性和可靠性,同时要保证了杆件相对于管件的精度。
34.进一步的说,所述的周向夹紧机构402包括固定在夹紧安装板上的周向夹紧块4020,周向夹紧块4020的表面设有v型槽4021,还包括一个固定安装夹紧安装板上的周向夹紧气缸4022,周向夹紧气缸4022的端部设有动夹紧块4023,动夹紧块4023的表面亦设有v型槽,此处通过v型槽来对杆件进行夹紧,v型槽具有定心的作用,保证杆件的垂直度,进一步的保证了杆件与管件的定位精度。
35.进一步的说,所述的轴向压紧机构403包括与夹紧安装板固定连接的可调安装板4030,可调安装板4030上固定有压紧气缸4031,压紧气缸的端部设有压紧块4032,压紧块作用于杆件的端部,轴向压紧机构通过压紧气缸的运动带动压紧块作用于杆件的端部,对赶紧施加一个轴向的力,使得杆件能够稳固的与管件的表面贴合。
36.进一步的说,所述的可调安装板4030上设有腰形孔4032,紧固件穿过腰形孔将可调安装板固定在夹紧安装板上,当不同规格产品的杆件的高度不同时,可以通过可调安装板进行高度的调整。
37.进一步的说,所述的管件定位组件41包括通过转轴连接在安装支架上的定位安装板410,定位安装板410的上表面设有定位块411,定位块411的表面设有对管件进行定位的v型定位槽,在定位安装板411上还设有对管件端部进行定位的定位挡板412,此处设计了一种管件定位组件,通过定位块上的v型定位槽在轴线方向上对管件进行承托,然后通过定位挡板对轴线方向的限位,从而完成对管件的定位。
38.进一步的说,所述的同步机构42包括设置在安装支架上的同步轴420,同步轴420的两端分别设有同步轮421,自转驱动机构43上设有主动轮430,管件定位组件上设有被动轮431,主动轮430和被动轮431均通过同步带与同步轮421连接,此处通过自转驱动机构带动主动轮转动,然后通过同步带和同步轮带动同步轴转动,进一步的,带动被动轮同步转动,即在焊接过程中,管件和杆件同步转动,方便焊接组件对管件和杆件的连接处进行360
°
的焊接。
39.进一步的说,所述的焊接组件5包括固定连接在机架上的焊接支架50,焊接支架上设有焊接气缸51,焊枪52固定连接在焊接气缸上,此处设计了一种通过焊接气缸实现了焊枪与焊接部位的接近和远离,处于远离状态下,避免焊枪与旋转过程中的工件和焊接定位工装发生碰触,保证了设备的安全性。
40.综上所述,本实用新型具有以下有益效果:
41.本实用新型设计了一种套筒焊接装置,通过管件定位组件和杆件夹紧定位组件对管件和杆件进行定位和夹紧,然后旋转组件将工件带到焊接工位,管件夹紧组件和杆件夹紧定位组件旋转配合焊枪完成对管件与杆件的焊接连接,实现了管件、杆件夹紧、定位和焊接的自动化,提高了生产效率,保证了管件与杆件的定位精度,提升了产品的质量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1