一种自动焊接机以及焊接工艺的制作方法
1.本发明涉及焊接工程技术领域,具体而言,涉及一种自动焊接机以及焊接工艺。
背景技术:
2.为提高建工钻的钻削硬度和钻削效率,现有建工钻一般都会在钻头体的头部镶嵌一个硬质合金片,以硬质合金片作为刀头进行钻削加工,由于硬质合金片与钻头体为分体结构,在加工中,需通过焊接的方式将两者固连在一起。
3.在目前,合金片与钻头体的焊接大多是通过手工进行的,生产效率低,劳动强度高,现有技术中虽然有自动焊接机的结构,但是自动焊接机一次只能焊接一个钻头体,不能够同时对多个钻头进行焊接,从而影响了焊接效率。
技术实现要素:
4.本发明能够解决自动焊接机不能同时对多个钻头进行焊接、焊接机焊接效率较低的技术问题。
5.为解决上述问题,本发明实施例提供了一种自动焊接机,所述自动焊接机包括:组装机构以及焊接机构;所述组装机构能够将钻头与合金片进行组装,以形成钻头体,所述焊接机构包括:焊接部,所述焊接部设置于所述组装机构的一侧,用于对所述钻头体的焊接;输送件,所述输送件设置于靠近所述焊接部的位置,且所述输送件能够安装多个所述钻头体,所述输送件用于向所述焊接部输送所述钻头体;其中,所述输送件在输送所述钻头体时,所述钻头体能够依次经过所述焊接部实现焊接。
6.与现有技术相比,采用该技术方案所达到的技术效果:通过在所述输送件上安装多个所述钻头体,能够使所述输送件向所述焊接部输送多个所述钻头体,并且在所述输送件向所述焊接部输送所述钻头体后,所述焊接部能够依次对多个所述钻头体进行焊接;可以理解的是,由于输送件上能够安装多个钻头,故在所述输送件输送钻头体后,所述焊接部也能够实现同时对多个钻头体的焊接,从而使所述自动焊接机实现了连续焊接钻头体的目的,进一步的提升了所述自动焊接机的焊接效率,同时也降低了焊接时间。
7.进一步的,在本发明的一个实施例中,还包括:第一安装板,所述第一安装板设置有组装机构安装位以及焊接机构安装位;所述组装机构安装位用于安装所述组装机构,所述焊接机构安装位用于安装所述焊接机构。
8.与现有技术相比,采用该技术方案所达到的技术效果:所述第一安装板的设置,实现对所述焊接机构以及所述组装机构的安装,并且将所述焊接机构设置于靠近所述组装机构的位置后,减小了所述组装机构与所述焊接机构的占用空间,进一步的减小了所述自动焊接机的体积,进一步的降低了生产成本。
9.进一步的,在本发明的一个实施例中,所述组装机构包括:组装部,所述组装部设置于所述第一安装板,用于所述钻头与所述合金片之间的组装;点膏部,所述点膏部设置于所述第一安装板,且位于所述组装部与所述焊接机构之间,用于对所述钻头体的点膏;传送
部,所述传送部设置于所述第一安装板,用于对所述钻头以及所述钻头体的传送。
10.与现有技术相比,采用该技术方案所达到的技术效果:所述组装部的设置实现了所述钻头与所述合金片之间的组装,同时设置所述组装部也提升了所述钻头与所述合金片之间的组装效率;所述点膏部的设置,实现了对所述钻头体的点膏,所述点膏部对组装完成后的所述钻头体进行点膏后,将所述钻头体输送至焊接部中,进一步的完成对所述焊接部的焊接,所述点膏部与所述焊接部的配合下,节省了焊接时间;所述传送部的设置,则能够实现了同时所述钻头与所述钻头体的传送,从而提升了传送效率,降低了传送时间,进一步的提升了所述自动焊接机的焊接效率。
11.进一步的,在本发明的一个实施例中,所述组装部还包括:振动盘,所述振动盘设置于所述第一安装板靠近所述组装部的位置,用于输送所述合金片。
12.与现有技术相比,采用该技术方案所达到的技术效果:所述振动盘的设置,实现了对所述合金片的输送,进而在所述振动盘的传送下,能够使所述合金片与所述钻头完成组装,所述振动盘的设置提升了所述合金片的输送效率,进一步的提升了所述组装部的组装效率。
13.进一步的,在本发明的一个实施例中,所述传送部包括:第一指爪,所述第一指爪设置于所述第一安装板,用于向所述组装部传送所述钻头;第二指爪,所述第二指爪设置于所述第一安装板,用于向所述点膏部传送所述钻头体;第三指爪,所述第三指爪设置于所述第一安装板,用于向所述焊接部传送所述钻头体。
14.与现有技术相比,采用该技术方案所达到的技术效果:所述第一指爪的设置,实现了对所述钻头的传送,所述第一指爪能够将所述钻头传送至所述组装部中;所述第二指爪则能够将组装完成后的所述钻头体传送至所述点膏部,进而由所述点膏部实现对所述钻头体的点膏;所述第三指爪则能够将点膏完成的所述钻头体由所述点膏部传送至所述焊接部,进一步的由所述焊接部实现焊接;通过所述第一指爪、所述第二指爪以及所述第三指爪的设置,提高了所述钻头以及所述钻头体的传送效率,从而降低了传送时间;需要说明的是,所述第一指爪、所述第二指爪以及所述第三指爪可以同时运行,即能够同时实现对三个钻头的传送,故在设置三个指爪后,所述焊接部能够实现对多个钻头体的焊接。
15.进一步的,在本发明的一个实施例中,指爪滑轨,所述指爪滑轨设置于所述第一安装板;驱动组件,所述驱动组件设置于所述指爪滑轨,用于控制所述传送部在所述指爪滑轨上的滑动;其中,所述传送部在所述指爪滑轨上滑动时,能够实现对所述钻头以及所述钻头体的传送。
16.与现有技术相比,采用该技术方案所达到的技术效果:三个指爪能够在所述指爪滑轨上进行活动,且在活动的过程中,实现了对所述钻头以及所述钻头体的传送;通过调整所述驱动组件,则能够调整三个指爪在所述指爪滑轨上的活动,进而使三个指爪能够完成对所述钻头以及所述钻头体的夹取,进而实现对所述钻头以及所述钻头体的传送,进一步的提升了传送效率。
17.进一步的,在本发明的一个实施例中,还包括:上料机构,所述上料机构设置于所述第一安装板靠近所述组装部的一侧,所述上料机构用于向所述组装部输送所述钻头;其中,所述上料机构能够对所述钻头进行找正,所述传送部用于将找正后的所述钻头传送至所述组装部。
18.与现有技术相比,采用该技术方案所达到的技术效果:所述钻头能够通过所述上料机构传送至所述组装机构中,所述上料机构的设置提升了钻头的上料效率;并且所述上料机构还能够对所述钻头进行找正,最终所述传送部可将找正后的所述钻头传送至所述组装部中,通过设置所述上料机构,提升了上料效率,并且也缩短了所述自动焊接机焊接钻头体所花费的时间。
19.进一步的,在本发明的一个实施例中,所述上料机构包括:固定部,所述固定部用于安装所述钻头;找正部,所述找正部与所述固定部相对设置,且所述找正部设置有夹片,所述夹片能够与所述钻头的缺口配合插接;其中,通过调节所述固定部,能够使所述夹片与所述缺口配合插接,以实现所述钻头的找正。
20.与现有技术相比,采用该技术方案所达到的技术效果:所述固定部与所述找正部的设置,实现了对所述钻头的找正,提升了找正效率,同时也降低了所述自动焊接机的找正钻头所花费的时间,进一步的提升了所述自动焊接机的焊接效率。
21.进一步的,在本发明的一个实施例中,所述焊接部包括:传感器,所述温度传感器用于检测所述焊接部的温度;加热组件,所述加热组件用于对所述钻头体进行加热。
22.与现有技术相比,采用该技术方案所达到的技术效果:所述加热组件能够将所述钻头体进行加热,最终当加热至一定温度后,便可将所述钻头体上的焊膏进行融化,从而实现了对所述钻头体的焊接;所述传感器的设置的实现了对所述焊接部温度的检测,通过设置所述传感器以及所述所述加热组件,提升了所述焊接部的焊接效率,同时也降低了焊接时间。
23.进一步的,本发明实施例还提供了一种焊接工艺,所述焊接工艺用于上述实施例中的所述的自动焊接机,所述焊接工艺包括:s10:将多个所述钻头与多个所述合金片放置于所述组装机构中,在所述组装机构的组装下,形成多个所述钻头体;s20:将多个所述钻头体由所述组装机构传送至所述输送件;s30:所述输送件将多个所述钻头体输送至所述焊接部;s40:所述焊接部依次对多个所述钻头体进行焊接。
24.与现有技术相比,采用该技术方案所达到的技术效果:通过组装机构实现了对所述钻头与所述合金片之间的组装,进一步的将组装后的钻头传送至所述点膏部中,由所述点膏部实现对所述钻头体的点膏,最终点膏完成后的钻头体由传送部传送至所述焊接机构中,由所述焊接部实现对所述钻头体的焊接;所述组装机构以及所述焊接机构的设置实现对所述钻头体的组装以及焊接,进而提升了所述自动焊接机的焊接效率,同时也降降低了焊接时间。
25.综上所述,采用本发明的技术方案后,能够达到如下技术效果:i)通过在所述输送件上安装多个所述钻头体,能够使所述输送件向所述焊接部输送多个所述钻头体,并且在所述输送件向所述焊接部输送所述钻头体后,所述焊接部能够依次对多个所述钻头体进行焊接;ii)由于输送件上能够安装多个钻头,故在所述输送件输送钻头体后,所述焊接部也能够实现同时对多个钻头体的焊接,从而使所述自动焊接机实现了连续焊接钻头体的目的,进一步的提升了所述自动焊接机的焊接效率,同时也降低了焊接时间;iii)所述第一指爪的设置,实现了对所述钻头的传送,所述第一指爪能够将所述钻头传送至所述组装部中;所述第二指爪则能够将组装完成后的所述钻头体传送至所述点
膏部,进而由所述点膏部实现对所述钻头体的点膏;所述第三指爪则能够将点膏完成的所述钻头体由所述点膏部传送至所述焊接部,进一步的由所述焊接部实现焊接;iv)所述固定部与所述找正部的设置,实现了对所述钻头的找正,提升了找正效率,同时也降低了所述自动焊接机的找正钻头所花费的时间,进一步的提升了所述自动焊接机的焊接效率。
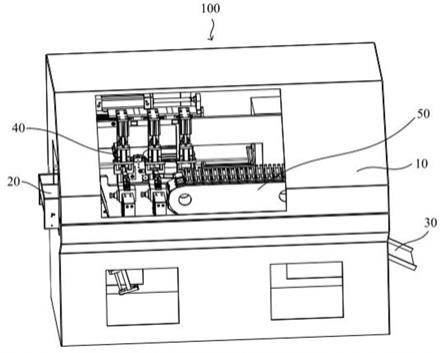
26.附图说明:图1为本发明第一实施例提供的一种自动焊接机100的结构示意图。
27.图2为图1中组装机构40、上料机构20以及焊接机构50的结构示意图。
28.图3为图2中上料机构20的结构示意图。
29.图4为图3中圈示部分a处的放大视图。
30.图5为钻头61找正时的结构示意图。
31.图6为图5中钻头61找正后的结构示意图图7为图3的另一角度的结构示意图。
32.图8为图5中圈示部分b处的放大视图。
33.图9为图3的再一角度的结构示意图。
34.图10为图9中圈示部分c处的放大视图。
35.图11为图2中组装机构40的结构示意图。
36.图12为图11中圈示部分d处的放大视图。
37.图13为图11中圈示部分e处的放大视图。
38.图14为图11的另一角度的结构示意图。
39.图15为图14中圈示部分f处的放大视图。
40.图16为图11的再一角度的结构示意图。
41.图17为图16中圈示部分g处的放大视图。
42.图18为图2中点膏部42的结构示意图。
43.图19为图18中圈示部分h处的放大视图。
44.图20为图2中传送部43的结构示意图。
45.图21为图2中焊接机构50的结构示意图。
46.图22为图21的另一角度的结构示意图。
47.图23为图22中圈示部分i处的放大视图。
48.图24为本发明第五实施例提供的一种焊接工艺的示意图。
49.图25为第一挤压件4131与第二挤压件4132的结构示意图。
50.附图标记说明:100-自动焊接机;10-壳体;11-第一安装板;12-固定件;13-第二安装板;20-上料机构;21-上料口;211-第一上料空间;212-第二上料空间;213-隔板;214-挡板;215-调节板;216-第三安装板;217-第一钻头安装位;218-底板;22-上料气缸;23-找正部;231-找正气缸;232-第一安装部;2321-第一限位件;2322-第二限位件;2323-轴孔;233-夹片;234-感应器;24-固定部;25-找正电机;251-调节杆;252-第一滑块;255-第二安装部;256-卡接开口;26-第一滑轨;30-出料口;40-组装机构;41-组装部;411-第二钻头安装位;412-振动盘;4121-第一滑槽;4122-限位板;4123-第二滑槽;4124-合金片出口;4125-传送带;413-调节
部;4131-第一挤压件;4132-第二挤压件;414-组装气缸;415-调节气缸;416-第一侧板;417-第二侧板;418-第一间隙;419-推动板;42-点膏部;422-点膏机;4221-点膏口;423-点膏气缸;424-第三钻头安装位;4241-第三侧板;4242-第四侧板;4243-第二间隙;43-传送部;431-第一指爪;432-第一气缸;433-第二指爪;434-第二气缸;435-第三指爪;436-第三气缸;437-指爪滑轨;438-驱动组件;50-焊接机构;511-固定板;51-输送件;52-焊接部;521-加热组件;522-第五侧板;523-第六侧板;524-第三间隙;60-钻头体;61-钻头;611-缺口;612-第一侧;613-第二侧;62-合金片。
具体实施方式
51.为使本发明的上述目的、特征和优点能够更为明显易懂,下面结合附图对本发明的具体实施例做详细的说明。在本发明的描述中,需要理解的是,术语“横向”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、
ꢀ“
竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
52.【第一实施例】参见图1-图2,本发明第一实施例提供了一种自动焊接机100,自动焊接机100用于实现钻头61与合金片62之间的焊接,且钻头61与合金片62焊接完成后形成钻头体60,所述自动焊接机100例如包括:壳体10以及安装在壳体10内部的组装机构40;壳体10的一侧设置有上料机构20,壳体10远离上料机构20的另一侧设置有出料口30;其中,上料机构20用于实现向组装机构40中输送钻头,组装机构40用于实现对钻头61与合金片62之间的组装焊接,并且,最终焊接完成的钻头体60通过出料口30输送至外部;可以理解的是,为提高钻头61的焊接强度,提高钻头61的质量,钻头61的端部会设置有缺口611,合金片62通过自动焊接机100焊接在钻头61的缺口611处。
53.需要说明的是,通过上料机构20与组装机构40之间的配合,提高了自动焊接机100的焊接效率,进一步的焊接钻头61与合金片62时,通过本实施例中的自动焊接机100能够实现同时对多个钻头体60的焊接。
54.进一步的,自动焊接机100还包括:焊接机构50;焊接机构50设置于壳体10内,且位于组装机构40与出料口30之间;经过组装机构40组装完成后的钻头体60由焊接机构50实现焊接,最终焊接完成后的钻头体60由出料口30传送至外部。
55.优选的,自动焊接机100还包括:第一安装板11以及第二安装板13;在第一安装板11上设置有组装机构安装位(图中未示出)以及焊接机构安装位(图中未示出);其中,所述组装机构安装位用于安装组装机构40,所述焊接机构安装位用于安装焊接机构50;第二安装板13设置于第一安装板11的下方,用于实现对于第一安装板11的支撑。
56.优选的,组装机构40包括:组装部41、点膏部42以及传送部43;组装部41设置在第一安装板11靠近上料机构20的一端,用于钻头61与合金片62之间的组装,以形成钻头体60;点膏部42设置在第一安装板11上,且位于组装部41与焊接机构50之间,点膏部42中设置有焊膏,用于对钻头体60的点膏;传送部43设置在组装部41以及点膏部42的上方,用于对钻头61以及钻头体60的传送;其中,通过传送部43能够将钻头61由上料机构20传送至组装部41,
传送部43能够将组装部41组装完成后的钻头体60传送至点膏部42,最后传送部43还可以将完成点膏后的钻头体60传送至焊接机构50,最终由焊接机构50实现对钻头体60的焊接。
57.优选的,焊接机构50包括:输送件51以及焊接部52;焊接部52设置于组装机构40的一侧,用于对钻头体60的焊接,输送件51用于向焊接部52输送钻头体60,最终由焊接部52完成对钻头体60的焊接。
58.进一步的,输送件51设置于靠近焊接部52的位置,且输送件51上设置有钻头体安装位,所述钻头体安装位用于安装钻头体60;所述钻头体安装位设置有多个,即在输送件51上能够安装多个钻头体60,在输送件51线焊接部52输送钻头体60时,钻头体60能够依次经过焊接部52实现焊接。
59.需要说明的是,通过在输送件51上设置多个所述钻头安装位后,输送件51在运行时,能够向焊接部52连续的输送钻头体60,焊接部52能够依次对多个钻头体60进行焊接;并且,由于输送件51上能够安装多个钻头,故在输送件51输送钻头体60后,焊接部52也能够实现同时对多个钻头体60的焊接,从而使自动焊接机100实现了连续焊接钻头体60的目的,进一步的提升了自动焊接机100的焊接效率,同时也降低了焊接时间。
60.具体的,输送件51设置为传送带,焊接部52中设置有传感器以及加热组件521,加热组件521用于对钻头体60进行加热,当钻头体60在输送件51的输送下,在通过焊接部52的位置时,由加热组件521对钻头体60上的焊膏进行加热,从而实现对钻头61与合金片62的焊接以及固定,最后在输送件51的输送下,将焊接完成后的钻头体60输送至出料口30。
61.【第二实施例】优选的,参见图3-图10,本发明第二实施例在第一实施例的基础上提供了一种上料机构20;其中,上料机构20包括:上料口21、上料气缸22、找正部23以及固定部24;其中,找正部23用于调整钻头61的位置,上料气缸22能够向找正部23输送钻头61,固定部24则用于固定钻头61;具体的,在找正部23调节钻头61位置的过程中,钻头61的一端连接至固定部24,并且能够相对固定部24进行转动,在转动的过程中,实现与找正部23之间的配合连接,进而完成对钻头61的找正;本实施例中,所描述的找正是指:在钻头61与合金片62组装之前,对钻头61的缺口611位置进行调整,最终使缺口611与待组装的合金片62平行;举例来说:当合金片62处于水平位置时,固定部24带动钻头61进行转动,当缺口611处于水平位置时,即完成了对钻头61的找正。
62.需要说明的是,固定部24的设置实现了对钻头61的固定,通过固定部24的转动,能够使钻头61进行转动,并且在钻头61转动至一定角度时,钻头61的缺口611能够与找正部23之间形成配合,能够实现对钻头61的找正,从而提升了找正效率,同时也降低了自动焊接机100的找正钻头61所花费的时间,进一步的提升了自动焊接机100的焊接效率。
63.优选的,上料口21包括:第一上料空间211、第二上料空间212以及夹设在二者之间的隔板213;其中,第一上料空间211内放置有钻头61,且第一上料空间211的宽度可随钻头61的宽度大小进行调节,即隔板213活动设置在第一上料空间211与第二上料空间212之间。
64.进一步的,上料口21还设置有挡板214以及底板218,挡板214设置于上料口21靠近组装机构40的一侧,且在挡板214下方设置有调节板215,底板218两端连接至挡板214;其中,底板218靠近挡板214的一侧设置有开口,上料气缸22设置在调节板215上,通过调节上料气缸22能够实现调节板215的活动,即调节板215能够在底板218的开口处进行上下活动,
最终通过调节板215能够实现向找正部23传送钻头61的目的。
65.具体的,在调节板215上设置有第三安装板216,且在第三安装板216的上端设置有第一钻头安装位217;第一钻头安装位217用于放置钻头61,且当钻头61放置于第一钻头安装位217后,在上料气缸22的作用下,调节板215会在上下方向上进行活动,且调节板215在向上活动的过程中,可以将放置于第一钻头安装位217上的钻头61传送至找正部23的位置;当调节板215向找正部23输送完成一个钻头61后,在上料气缸22的作用下,调节板215会向下活动,进而继续向找正部23输送下一个钻头61;需要说明的是,在调节板215向下活动的最大距离时,第一钻头安装位217与底板218的底面齐平,即要保证放置于第一上料空间211内的钻头61不会从底板218设置的开口处掉落;可以理解的是,由于调节板215的作用在于向找正部23输送钻头61,且调节板215会在上下方向上进行活动,故为保证钻头61不会从调节板215上掉落,在设置第一钻头安装位217时,将第一钻头安装位217设置为中部凹陷、两侧凸起的结构(如图8所示)。
66.进一步的,底板218设置为倾斜面结构,即底板218靠近挡板214的一侧要低于底板218远离挡板214的一侧,通过将底板218设置为倾斜面结构,能够保证钻头61放置于第一上料空间211后,钻头61在重力的作用下,能够滚动至第一钻头安装位217的位置,从而能够实现调节板215连续向找正部23输送钻头61的目的。
67.优选的,上料机构20还设置有固定部24;其中,当钻头61由调节板215传送至上料机构20时,钻头61的两端夹设在固定部24与找正部23之间;其中,钻头61开设缺口611的一端连接至找正部23,另一端连接至固定部24;找正部23设置有找正气缸231,固定部24的设置有调节杆251,通过调节找正气缸231与调节杆251,能够实现调节固定部24与找正部23之间的间距,进而能够经钻头61进行固定。
68.进一步的,上料机构20上还设置有第一滑轨26以及第一滑块252,第一滑块252能够在第一滑轨26上进行滑动;其中,第一滑轨26设置于上料口21上方,第一滑块252设置在固定部24上,通过调整调节杆251能够实现第一滑块252在第一滑轨26上的运动,进而能够调整固定部24与找正部23之间的距离。
69.优选的,找正部23还设置有第一安装部232以及夹片233;其中,第一安装部232设置于找正部23靠近固定部24的一端,夹片233设置在第一安装部232上;同时,固定部24还设置有用于驱动钻头61进行转动的找正电机25,并且找正电机25的靠近找正部23的一端设置有第二安装部255,且第二安装部255设置有卡接开口256,当钻头61夹设在固定部24与找正部23之间时,钻头61的两端位于第一安装部232与卡接开口256之间。
70.可以理解的是,由于钻头61放置于第一上料空间211内时,钻头会在第一上料空间211内进行滚动,故当钻头61夹设在第一安装部232与卡接开口256之间时,每个钻头61的缺口611对应的位置有可能会不同,故此时通过调整找正电机25的转动,能够将缺口611转动至合适的位置,最终使夹片233与缺口611实现卡接。
71.优选的,第一安装部232上设置有轴孔2323,且第一安装部232包括:第一限位件2321以及第二限位件2322,轴孔2323位于第一限位件2321与第二限位件2322之间,且在第一限位件2321与第二限位件2322远离钻头61的缺口611的一端设置有弹性件(图中未示出);需要说明的是,钻头61进行转动的过程中,当缺口611转动至与夹片233平行时(如图5与图6所示),此时缺口611的第一侧612会与第一限位件2321之间配合抵接,缺口611的第二
侧613会与第二限位件2322之间配合抵接,进而钻头61会对第一限位件2321与第二限位件2322形成挤压,此时弹性件的作用下,第一限位件2321与第二限位件2322会朝向远离钻头61的一侧进行收缩,即此时,夹片233的端部会暴露在轴孔2323外侧,进而会与缺口611之间形成卡接配合,最终实现了对钻头61的找正。
72.进一步的,第一安装部232还设置有感应器,在钻头61的缺口611与夹片233配合卡接后,即钻头61完成找正后,所述感应器能够得到钻头61的找正信息,进而发出警报或者提升。
73.【第三实施例】本发明第三实施例在第一实施例以及第二实施例的基础上提供了一种组装机构40,其中,组装机构40能够将找正完成后的钻头61与合金片62进行组装焊接,且组装机构40包括:组装部41、点膏部42以及传送部43;组装部41设置在第一安装板11靠近上料机构20的一侧,点膏部42设置在第一安装板11上,且位于组装部41与焊接机构50之间,点膏部42中设置有焊膏,用于实现钻头61与合金片62之间的点膏;传送部43设置在组装部41以及点膏部42的上方。
74.优选的,参见图11与图12,组装部41设置有第二钻头安装位411以及振动盘412;其中,在第二实施例中,找正完成后的钻头61由传送部43传送至第二钻头安装位411,振动盘412则用于放置合金片62;同时,在第二钻头安装位411上设置有组装气缸414,通过组装气缸414能够实现调整第二钻头安装位411与振动盘412之间的距离。
75.进一步的,组装部41还包括:调节部413以及调节气缸415;其中,调节部413连接至振动盘412,调节气缸415连接至调节部413;调节气缸415能够将合金片62输送至合金片出口4124的位置,进而在合金片出口4124的位置能够实现合金片62与钻头61之间的组装;可以理解的是,通过调整组装气缸414以及调节气缸415能够实现合金片62与钻头61之间的组装,进而在二者的配合下,能够提高自动焊接机的焊接效率,同时也降低了合金片62与钻头61之间的组装时间。
76.优选的,第二钻头安装位411包括:第一侧板416与第二侧板417,第一侧板416位于第二侧板417的上方;且在第一侧板416与第二侧板417之间设置有第一间隙418,钻头位于第一间隙418内;可以理解的是,由于钻头61会在第一间隙418内滚动,故在设置第二侧板417时,第二侧板417设置为中部凹陷、两侧凸起的结构(如图12所示);需要说明的是,为进一步的防止钻头61在第一间隙418内的滚动,第一侧板416与第二侧板417设置为可活动结构,即第一侧板416与第二侧板417之间能够进行相对活动,或者也可以理解为,第一间隙418的距离能够进行调整;进一步的将第二侧板417设置为中部凹陷、两侧凸起的结构,从而使得第一侧板416与第二侧板417能够将钻头进行充分的固定,进而会避免钻头从第二钻头安装位411的掉落,保证了组装部41的组装效率,进一步的提升了自动焊接机100的焊接效率。
77.优选的,参见图13-图17,振动盘412用于放置合金片62,振动盘412设置有第一滑槽4121、第二滑槽4123以及传送带4125;放置于振动盘412内的合金片62在振动的作用下,会振动至第一滑槽4121内,第一滑槽4121设置在传送带4125上,进而合金片62会在传送带4125的传送下,由第一滑槽4121传送至第二滑槽4123内。
78.进一步的,振动盘412还设置有限位板4122;限位板4122设置于第一滑槽4121上
方,限位板4122用于限制合金片62在传动过程中,在上下方向上的活动;可以理解的是,由于合金片62在是由振动盘412经过振动后,传送至第一滑槽4121内,故合金片62在传动过程中有可能会从第一滑槽4121内向外滑落,而通过在第一滑槽4121上方设置限位板4122,则避免了合金片62传动过程中的滑落,从而降低了合金片62在传动时对自动焊接机100的影响。
79.优选的,振动盘412还包括:推动板419;推动板419设置于靠近第二滑槽4123的位置;当合金片62由第一滑槽4121传送至第二滑槽4123时,推动板419能够将合金片62推送至合金片出口4124的位置;可以理解的是,由于第一滑槽4121上设置有传送带4125,故合金片62可由传送带4125从第一滑槽4121输送至第二滑槽4123内,而推动板419的设置,则实现了进一步输送合金片62的目的。
80.进一步的,推动板419远离合金片出口4124的一端连接至调节气缸415,通过调整调节气缸415能够实现对推动板419的驱动,进一步的在调节气缸415的作用下,推动板419能够将第二滑槽4123内的合金片62推送至合金片出口4124的位置,最终实现输送合金片62的目的。
81.优选的,参见图18-图20,经过组装部41组装完成后的钻头体60,由传送部43传送至点膏部42中,进一步的对钻头体60进行点膏;可以理解的是,为节省自动焊接机100的内部的占用空间,在设置第二安装板13与第一安装板11时,可将第一安装板11垂直设置在第二安装板13上;当然了,第二安装板13与第一安装板11之间;举例来说,固定件12可以设置为螺栓,第二安装板13与第一安装板11之间通过螺栓的方式实现连接,固定件12也可以设置为卡扣卡槽等形式,第二安装板13与第一安装板11之间通过卡扣卡槽的形式实连接,进一步的第一安装板11也可与第二安装板13设置为一体成型结构;当然了,第一安装板11与第二安装板13之间还可以通过其他方式实现连接,只要能够实现连接即可,具体的,此处不再作一一赘述。
82.优选的,点膏部42还包括:点膏机422以及第三钻头安装位424;点膏机422安装在第一安装板11上,第三钻头安装位424用于放置钻头体60,其中,点膏机422内放置有用于焊接钻头61与合金片62的焊膏,且点膏机422的一端连接至输送焊膏的管道,另一端设置有点膏口4221,且点膏口4221的开口方向朝向第三钻头安装位424,当点膏机422运行时,点膏机422内部的焊膏通过点膏口4221输送至钻头体60之间。
83.进一步的,第三钻头安装位424包括:第三侧板4241以及第四侧板4242,且第三侧板4241与第四侧板4242之间设置有第二间隙4243,钻头体60位于第二间隙4243之间;同时第三钻头安装位424还设置有点膏气缸423,其中点膏气缸423能够调整第三钻头安装位424与点膏机422之间的距离,根据钻头体60的长度大小,将钻头体60的端部调整至点膏口4221的位置,进而实现点膏。
84.同样的,为防止钻头体60在第二间隙4243内的滚动,第三侧板4241位于第四侧板4242的下方,且第三侧板4241与第四侧板4242设置为可活动结构,即第三侧板4241与第四侧板4242之间能够进行相对活动;进一步的可以将第三侧板4241设置为中部凹陷、两侧凸起的结构,从而使得第三钻头安装位424能够将钻头体60进行充分的固定,进而会避免钻头从第三钻头安装位424的掉落,保证了点膏部42的组装效率,进一步的提升了自动焊接机100的焊接效率。
85.优选的,参见图20,传送部43包括:第一指爪431、第二指爪433以及第三指爪435;其中,第一指爪431用于实现从上料机构20向组装部41中传送钻头61,第二指爪433用于实现从组装部41向点膏部42中传送钻头体60,第三指爪435用于实现从点膏部42向焊接机构50中传送点膏完成后的钻头体60。
86.进一步的,第一指爪431设置有第一气缸432,第一气缸432能够调整第一指爪431上下方向上的活动,第二指爪433设置有第二气缸434,第二气缸434能够调整第二指爪433在上下方向上的活动,第三指爪435设置有第三气缸436,第三气缸436能够调整第三指爪435在上下方向上的活动;通过在传送部43设置第一气缸432、第二气缸434以及第三气缸436,能够实现第一指爪431、第二指爪433以及第三指爪435在竖直方向上对钻头61或者钻头体60的抓取。
87.再进一步的,传送部43还设置有指爪滑轨437以及驱动组件438,指爪滑轨437设置于壳体10内部,且固定在壳体10上;驱动组件438设置于指爪滑轨437,用于控制传送部43在指爪滑轨437上的滑动;通过设置驱动组件438能够实现三个指爪在左右方向上的活动,能够达到第一指爪431、第二指爪433以及第三指爪435在水平方向上对钻头61或者钻头体60的传送;举例来说,驱动组件438可设置为气缸或者液压缸等结构。
88.进一步的,为传送部43的传送效率,在设置第一指爪431、第二指爪433以及第三指爪435时,要保证第一指爪431和第二指爪433之间的距离与找正部23和组装部41之间的距离相同,第二指爪433和第三指爪435与组装部41和点膏部42之间的距离相同,即此时,在驱动组件438的推动下,第一指爪431、第二指爪433与第三指爪435可同时移动,也就是说,在驱动组件438运行时,在第一指爪431、第二指爪433以及第三指爪435的配合下,自动焊接机100能够同时找正、组装以及点膏等流程,进而自动焊接机100能够实现同时对多个钻头61的焊接,达到了提升焊接效率的目的。
89.【第四实施例】参见图21-图23,本发明第四实施例在第一实施例的基础上提供了一种焊接机构50;其中,经点膏部42完成点膏后的钻头体60由传送部43输送至焊接机构50中,进一步的焊接机构50能够将点膏完成后的钻头体60进行焊接,最终以成品的形式将钻头体60进行输送。
90.具体的,焊接机构50包括:输送件51以及设置在输送件51上的固定板511;其中,固定板511用于放置钻头体60,在输送件51运行时,能够将钻头体60从输送件51输送至出料口30的一端,最终钻头体60在重力的作用下,从出料口30的一端滑落。
91.进一步的,焊接机构50还设置有焊接部52以及加热组件521;其中,加热组件521连接至焊接部52,且加热组件521设置于靠近输送件51的位置;当完成点膏后的钻头体60在输送件51的带动下,传送至加热组件521的位置时,加热组件521能够将点膏的钻头体60进行焊接;同时,焊接部52中设置有温度传感器,温度传感器用于检测焊接部52的温度,加热组件521能够将钻头体60上的焊膏进行加热。
92.再进一步的,焊接部52包括:第五侧板522以及第六侧板523,且第五侧板522与第六侧板523之间设置有第三间隙524;当输送件51转动时,钻头体60的端部位于第三间隙524内,即位于第五侧板522与第六侧板523之间,加热组件521则设置在第五侧板522以及第六侧板523朝向第三间隙524的一侧;需要说明的是,第五侧板522与第六侧板523是由铜管线
圈形成的板式结构,且两个线圈之间形成了第三间隙524,在钻头体60经过第三间隙524时,铜管线圈对焊膏进行加热,最终完成钻头61与合金片62之间的焊接。
93.【第五实施例】参见图24,本发明第五实施例提供了一种焊接工艺,所述焊接工艺应用于上述实施例中的自动焊接机100中,具体的,所述焊接工艺包括:s10:将多个钻头61与多个合金片62放置于组装机构40中,在组装机构40的组装下,形成多个钻头体60;s20:传送部43将多个钻头体60由组装机构40传送至输送件51;s30:输送件51将多个钻头体60输送至焊接部52;s40:焊接部52依次对多个钻头体60进行焊接。
94.具体的,在s10中,在组装机构40对钻头61以及合金片62的组装过程中,首先将清洗过后的钻头61放置于上料机构20中的第一钻头安装位217,同时调整上料气缸22,使调节板215朝向找正部23的一侧移动,最终将钻头61输送至找正部23,并且将钻头61卡接在第一安装部232与第二安装部255之间;进一步的,在找正电机25的带动下,钻头61的缺口611会与夹片233卡接配合,最终完成对钻头61的找正。
95.优选的,在完成对钻头61的找正后,调整传送部43中的驱动组件438,使第一指爪431在指爪滑轨437朝向找正部23的方向进行移动,在第一指爪431达到找正部23的位置后,调整第一气缸432,使第一指爪431能够将找正后的钻头61进行抓取,然后在驱动组件438的作用下,使第一指爪431在指爪滑轨437远离找正部23的方向进行移动,即朝向组装部41的一侧活动,最终在第一气缸432与驱动组件438的配合下,第一指爪431能够将钻头61放置于组装部41上的第二钻头安装位411。
96.进一步的,将清洗过后的合金片62放置于振动盘412中,进而开启振动盘412,此时合金片62在振动的作用下,会从振动盘412振动至第一滑槽4121内,进一步的在传送带4125以及推动板419的作用下,会将合金片62输送至合金片出口4124的位置。
97.再进一步的,调整组装气缸414,使放置于第二钻头安装位411的钻头61朝向合金片出口4124的方向移动,将合金片62卡接在钻头61的缺口611处,实现对合金片62与钻头61之间的组装,最终形成钻头体60。
98.优选的,参见图25,为保证钻头61与合金片62之间组装后的稳定性,在合金片出口4124的两侧设置有第一挤压件4131与第二挤压件4132,当合金片62与钻头61组装完成后,第一挤压件4131与第二挤压件4132能够对钻头61进行挤压,并且会在钻头61的缺口611两侧靠近合金片62的位置形成挤压痕迹,从而使合金片62能够固定在钻头61的缺口611处。
99.进一步的,第一挤压件4131与第二挤压件4132之间的距离为h1,同时合金片62的宽度为h2,且h1与h2之间满足h1≥h2,即在第一挤压件4131与第二挤压件4132对钻头61进行挤压时,合金片62位于第一挤压件4131与第二挤压件4132之间。
100.优选的,完成对合金片62与钻头61组装后,调整传送部43中的驱动组件438,使第二指爪433在指爪滑轨437朝向组装部41的方向进行移动,并且在第二指爪433达到组装部41的位置后,调整第二气缸434,使第二指爪433能够将组装完成后的钻头体60进行抓取;然后在驱动组件438的作用下,使第二指爪433在指爪滑轨437远离组装部41的方向进行移动,即朝向点膏部42的一侧活动,最终在第二气缸434与驱动组件438的配合下,第二指爪433能
够将钻头体60放置于点膏部42上的第三钻头安装位424。
101.进一步的,在点膏气缸423的作用下,钻头体60会朝向点膏机422的一侧进行移动,当钻头体60移动至点膏机422的位置后,便可由点膏机422实现对钻头体60的点膏。
102.优选的,在s20中,在完成对钻头体60的点膏后,调整传送部43中的驱动组件438,使第三指爪435在指爪滑轨437朝向点膏机422的方向进行移动,并且在第三指爪435达到点膏机422的位置后,调整第三气缸436,使第三指爪435能够将点膏完成后的钻头体60进行抓取;然后在驱动组件438的作用下,使第三指爪435在指爪滑轨437朝向远离点膏部42的方向进行移动,即朝向焊接机构50的一侧活动,最终在第三气缸436与驱动组件438的配合下,第三指爪435能够将钻头体60传送至焊接机构50的固定板511。
103.进一步的,在s30以及s40中,当钻头体60放置于固定板511后,此时开启输送件51,使输送件51能够带动固定板511以及钻头体60进行活动,最终在输送件51的带动下,钻头体60会朝向焊接部52的方向进行活动,进而通过焊接部52实现对钻头体的焊接;其中,输送件51可设置为传送带或者履带等结构。
104.再进一步的,当钻头体60活动至焊接部52的位置时,通过焊接部52上设置的加热组件521,能够将钻头体60上的焊膏进行加热,最终实现钻头61与合金片62之间的焊接;最后,在输送件51的带动下,会将焊接完成后的钻头体60会输送至出料口30的位置,实现对于钻头体60的储存。
105.虽然本发明披露如上,但本发明并非限定于此。任何本领域技术人员,在不脱离本发明的精神和范围内,均可作各种更动与修改,因此本发明的保护范围应当以权利要求所限定的范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1