带尾提升装置及非连续产线提高生产效率的方法与流程
1.本发明涉及轧钢技术领域,尤其涉及一种带尾提升装置及非连续产线提高生产效率的方法。
背景技术:
2.七号重卷机组为非连续产线,其主要工作为切除带头、带尾或切除缺陷、分卷。其原料主要来自离线平整机,平整机为轧机,所以产品的头尾是未平整的部分,均要在销售之前进行切除。
3.但是七号重卷为非连续产线,无法将带头带尾连接,都是每个带头带尾都产生一个废卷,并卸卷打包,又因带钢较薄,每卷都需要消耗一个纸套筒。上卸卷次数较多,而且上卷卸卷的时间是比较长的,影响有效生产时间。
技术实现要素:
4.本发明实施例通过提供一种带尾提升装置及非连续产线提高生产效率的方法,解决了现有技术中上卸卷次数多,耗时长的技术问题,减少了生产操作流程,提高了生产效率,降低了生产成本。
5.本发明实施例一个方面,提供了一种带尾提升装置,应用于七号重卷机组,包括:
6.永磁体,所述永磁体用于吸住带尾;
7.框架,所述永磁体设置在所述框架底部;
8.升降机构,所述升降机构有两组,且设置在所述框架底部两端,所述升降机构用于带动所述框架上下移动。
9.进一步地,所述升降机构包括:
10.导轨,所述导轨设置在所述框架底部;
11.升降气缸,所述升降气缸设置在所述框架底部,所述升降气缸用于带动所述导轨上下移动;
12.导轨固定架,所述导轨固定架设置在导轨外侧,用于限定所述导轨的活动轨迹及运行的稳定。
13.进一步地,所述永磁体数量大于等于5个,且均匀分布在所述框架底部。
14.本发明的另一个方面提供了一种非连续产线提高生产效率的方法,包括:
15.通过上述所述的带尾提升装置将所述原料卷前一卷钢卷的带尾提起,将所述原料卷的带头穿至所述前一卷钢卷的带尾下方,穿带完成后,产线提速生产;
16.所述原料卷运行至带头剪切位时,对所述原料卷的带头进行剪切;
17.对剪切带头后的所述原料卷进行卷取,卷取至合格成品时,停车分切;
18.将分切后的带尾运行至转向辊前的检查台区域,等待下一卷钢卷带头。
19.进一步地,通过所述带尾提升装置将所述原料卷前一卷钢卷的带尾提起,将所述原料卷的带头穿至所述前一卷钢卷的带尾下方,穿带完成后,产线提速生产包括:
20.入口上卷小车到存料区托取所述原料卷;
21.所述入口上卷小车进行测宽测高,进行高度对中后将所述原料卷托运至开卷芯轴上,入口外支撑抬起撑于所述开卷芯轴端部,所述开卷芯轴膨胀将所述原料卷固定;
22.入口导板台抬起,开卷机带动所述开卷芯轴旋转,所述原料卷带头由穿带导板引至入口夹送辊;
23.通过带尾提升装置将所述原料卷前一卷钢卷的带尾提起,并将所述原料卷的带头穿至所述前一卷钢卷的带尾下方;
24.七号重卷机组穿带至卷取机;
25.穿带完成后,入口导板台、出口导板台自动下降,产线提速生产。
26.进一步地,所述原料卷运行至带头剪切位时,对所述原料卷的带头进行剪切包括:
27.所述原料卷运行至分切位时,停车对所述原料卷的带头进行剪切;
28.出口卸卷小车将卷取的废带头从卷取芯轴卸下,然后通过天车吊运。
29.进一步地,对剪切带头后的所述原料卷进行卷取,卷取至合格成品时,停车分切包括:
30.所述天车吊运后,所述出口卸卷小车托取第一套筒;
31.所述出口卸卷小车将所述第一套筒托运至所述卷取芯轴上,所述外支撑抬起撑于所述卷取芯轴端部,所述卷取芯轴膨胀将所述第一套筒固定;
32.出口助卷器前进到工作位,抱紧小臂,进入工作状态;
33.七号重卷机组穿带至卷取机;
34.穿带完成后出口助卷器自动退出、入口导板台、出口导板台自动下降,产线提速生产;
35.合格成品卷取完成后,停车、分切;
36.所述出口卸卷小车将卷取的合格成品从卷取芯轴卸下,运至打包位进行打包并称重,然后运至包装机组步进梁鞍座。
37.进一步地,将分切后的带尾运行至转向辊前的检查台区域,等待下一卷钢卷带头包括:
38.所述出口卸卷小车将第二套筒托运至所述卷取芯轴上,出口外支撑抬起撑于所述卷取芯轴端部,所述卷取芯轴膨胀将所述第二套筒固定;
39.所述出口助卷器前进到工作位,抱紧小臂,进入工作状态;
40.七号重卷机组穿带至卷取机;
41.穿带完成后出口助卷器自动退出、入口导板台、出口导板台自动下降,产线提速生产;
42.所述原料卷带尾运行至转向辊前的检查台区域,所述卷取机压上上压辊,抬起出口导板台,等待下一卷钢卷带头。
43.本发明实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
44.通过采用带尾提升装置,使得原料卷的带头与前一卷钢卷的带尾可以连续卷取,减少了生产操作流程,提高了生产效率,降低了纸套筒使用成本。
附图说明
45.图1为本发明实施例一中带尾提升装置的结构示意图;
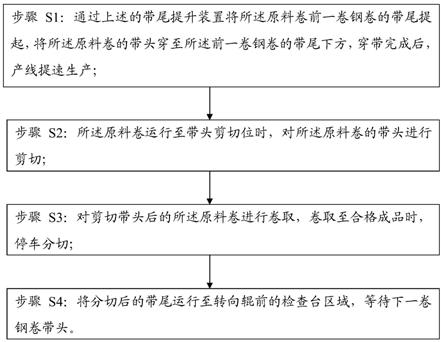
46.图2为本发明实施例二中非连续产线提高生产效率的方法的流程框图。
具体实施方式
47.现有七号重卷机组在卷取时每个带头带尾都产生一个废卷,每卷都需要消耗一个纸套筒,且上卸卷次数较多,而且上卷卸卷的时间是比较长的,影响有效生产时间,为了减少生产操作流程,提高生产效率,降低纸套筒使用成本,本技术提供了一种带尾提升装置及非连续产线提高生产效率的方法。
48.为了更好的理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
49.实施例一
50.如图1所示,本技术实施例提供了一种带尾提升装置,应用于七号重卷机组,包括:永磁体1、框架2及升降机构,所述永磁体用于吸住带尾;所述永磁体设置在所述框架底部;所述升降机构有两组,且设置在所述框架底部两端,所述升降机构用于带动所述框架上下移动。
51.其中,所述升降机构包括:导轨3、升降气缸4及导轨固定架5,所述导轨设置在所述框架底部;所述升降气缸设置在所述框架底部,所述升降气缸用于带动所述导轨上下移动;所述导轨固定架设置在导轨外侧,用于限定所述导轨的活动轨迹及运行的稳定。所述永磁体数量大于等于5个,且均匀分布在所述框架底部。
52.本技术实施例在使用带尾提升装置工作时,升降气缸带动框架下降,永磁体吸住前一卷钢卷的带尾,升降气缸再带动框架上升,使带尾与七号重卷机组水平线产生夹角,以便原料卷的带头穿入。
53.实施例二
54.如图2所示,本技术实施例还提供了一种非连续产线提高生产效率的方法,包括:
55.步骤s1:通过上述的带尾提升装置将所述原料卷前一卷钢卷的带尾提起,将所述原料卷的带头穿至所述前一卷钢卷的带尾下方,穿带完成后,产线提速生产;
56.步骤s2:所述原料卷运行至带头剪切位时,对所述原料卷的带头进行剪切;
57.步骤s3:对剪切带头后的所述原料卷进行卷取,卷取至合格成品时,停车分切;
58.步骤s4:将分切后的带尾运行至转向辊前的检查台区域,等待下一卷钢卷带头。
59.其中,步骤s1:通过所述带尾提升装置将所述原料卷前一卷钢卷的带尾提起,将所述原料卷的带头穿至所述前一卷钢卷的带尾下方,穿带完成后,产线提速生产包括:
60.步骤s11:入口上卷小车到存料区托取所述原料卷;
61.步骤s12:所述入口上卷小车进行测宽测高,进行高度对中后将所述原料卷托运至开卷芯轴上,入口外支撑抬起撑于所述开卷芯轴端部,所述开卷芯轴膨胀将所述原料卷固定;
62.步骤s13:入口导板台抬起,开卷机带动所述开卷芯轴旋转,所述原料卷带头由穿带导板引至入口夹送辊;
63.步骤s14:通过带尾提升装置将所述原料卷前一卷钢卷的带尾提起,并将所述原料
卷的带头穿至所述前一卷钢卷的带尾下方;
64.步骤s15:主操室主操穿带程序,机组穿带至卷取机;
65.步骤s16:穿带完成后,入口导板台、出口导板台自动下降,产线提速生产。
66.步骤s2所述原料卷运行至带头剪切位时,对所述原料卷的带头进行剪切包括:
67.步骤s21:所述原料卷运行至分切位时,停车对所述原料卷的带头进行剪切;
68.步骤s22:出口卸卷小车将卷取的废带头从卷取芯轴卸下,然后通过天车吊运。
69.步骤s3对剪切带头后的所述原料卷进行卷取,卷取至合格成品时,停车分切包括:
70.步骤s31:所述天车吊运后,所述出口卸卷小车托取第一套筒;
71.步骤s32:所述出口卸卷小车将所述第一套筒托运至所述卷取芯轴上,所述外支撑抬起撑于所述卷取芯轴端部,所述卷取芯轴膨胀将所述第一套筒固定;
72.步骤s33:出口助卷器前进到工作位,抱紧小臂,进入工作状态;
73.步骤s34:主操室主操穿带程序,七号重卷机组穿带至卷取机;
74.步骤s35:穿带完成后出口助卷器自动退出、入口导板台、出口导板台自动下降,产线提速生产;
75.步骤s36:合格成品卷取完成后,停车、分切;
76.步骤s37:所述出口卸卷小车将卷取的合格成品从卷取芯轴卸下,运至打包位进行打包并称重,然后运至包装机组步进梁鞍座。
77.步骤s4将分切后的带尾运行至转向辊前的检查台区域,等待下一卷钢卷带头包括:
78.步骤s41:所述出口卸卷小车将第二套筒托运至所述卷取芯轴上,所述外支撑抬起撑于所述卷取芯轴端部,所述卷取芯轴膨胀将所述第二套筒固定。
79.步骤s42:所述出口助卷器前进到工作位,抱紧小臂,进入工作状态;
80.步骤s43:主操室主操穿带程序,七号重卷机组穿带至卷取机;
81.步骤s44:穿带完成后出口助卷器自动退出、入口导板台、出口导板台自动下降,产线提速生产;
82.步骤s45:所述原料卷带尾运行至转向辊前的检查台区域,卷取机压上上压辊,抬起出口导板台,等待下一卷钢卷带头。
83.本发明实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
84.1、在开始穿带时,通过采用带尾提升装置,将原料卷的带头穿至前一卷钢卷的带尾的下方,使得前后两个钢卷可以连续卷取,无需分开使用套筒卷取带头和带尾产生两个废卷,减少了一个套筒上卷卸卷的次数,可以节约工序时间6分钟左右,同时也减少了一个套筒的使用,减少了生产操作流程,提高了生产效率,降低了生产成本。
85.2、因增加了带尾提升装置的操作,让原料卷的带尾与下一卷钢卷的带头一起分切卷取废卷后吊离,使得合格成品完成后,原工艺中原料卷生产完成、带尾卷取至芯轴,出口小车将卷取的废带尾从芯轴卸下,卸下后等待天车吊运该操作删除,可以节约工序时间至少6分钟。
86.最后所应说明的是,以上具体实施方式仅用以说明本发明的技术方案而非限制,尽管参照实例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,其均应涵盖
在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1