一种钎料及其制备方法与流程
1.本发明涉及金刚石钎焊材料技术领域,具体而言,涉及一种钎料及其制备方法。
背景技术:
2.随着制造技术的发展磨削加工成为机械加工中的一项重要技术。早期在磨削加工中主要采用碳化硅和刚玉普通磨料模具,但是针对当下高速、高精度、高柔性和强化环保意识的要求,超硬磨料磨具成为业界关注的重点。在超硬磨料磨具中选用的超硬磨料主要为金刚石和立方氮化硼,金刚石是自然界中硬度最高的矿物,因此金刚石成为磨料磨具中应用最为广泛的材料,通过结合剂将金刚石粘结在基板上形成金刚石磨具。
3.钎焊是实现金刚石工具的一种重要手段,即采用熔点比基体金属低的钎料熔化后借毛细作用填满接头间隙。但是共价键结构的金刚石与金属之间具有很高的界面能,钎焊难度较大,一般的机械镶嵌和物理吸附没有足够的把持力。为了实现金刚石和金属之间的钎焊,国内外的研究者选择含有活性元素(如ti、cr、mo等)的钎料,例如ag-cu-ti和ni-cr,通过加热实现钎料和超硬磨粒界面处发生冶金反应,形成冶金连接,提高把持强度。尽管形成了冶金连接,但是金刚石钎焊界面脆性金属间化合物影响着钎焊强度、钎焊接头残余应力集中等质量问题,而这些问题也直接制约了金刚石工具的使用寿命。因此开发新型钎焊材料提高金刚石焊接接头可靠性成为本领域具有挑战性和重要性的一项前沿课题。
技术实现要素:
4.本发明解决了金刚石焊接接头可靠性不高的问题,通过对钎焊接头进行强化,增强了金刚石和焊点的结合力,实现金刚石和基板的高性能互连。
5.为解决上述问题,本发明提供一种钎料,包括:锡,5质量份至10质量份;铜,30质量份至50质量份;铋,0.5质量份至5质量份;镱,0.01质量份至0.2质量份;银,24.8质量份至63.49质量份;钛,1质量份至10质量份。
6.与现有技术相比,采用该技术方案所达到的技术效果:强化钎焊接头。本发明钎料通过钛、铋、镱、铜、锡、银六者的耦合作用,从而达到强化钎焊接头的效果。在100质量份的钎料中铋为0.5质量份至5质量份、锡为5质量份至10质量份,铋和锡主要用于降低钎料的熔化温度,使钎料易于进行焊接。在100质量份的钎料中镱为0.01质量份至0.2质量份,镱为稀土元素,镱的添加可以显著提高钎料的润湿铺展性能和抗氧化性能。在100质量份的钎料中钛为1质量份至10质量份,钛的添加主要用于细化焊点间化合物,强化钎焊接头,增强了金刚石和焊点的结合力,实现金刚石和基板的高性能互连。因此,使用本发明钎料对金刚石进行钎焊时,钎焊接头具有优良的力学性能,钎焊接头强度高,钎焊接头中残余应力少,金刚石钎焊界面的金属间化合物被细化,钎焊界面的结合强度增强,而且钎焊接头具有较高的抗热疲劳性能,所以本发明钎料可以满足金刚石的高可靠性需求。
7.在本发明的一个实例中,钛包括:钛纳米线,0.5质量份至2质量份;钛纳米颗粒,0.5质量份至8质量份。
8.与现有技术相比,采用该技术方案所达到的技术效果:显著强化焊接接头,显著实现金刚石工具的高性能互连。在100质量份的钎料中钛为1质量份至10质量份,其中钛纳米线为0.5质量份至2质量份、钛纳米颗粒为0.5质量份至8质量份。本发明钎料通过钛纳米线、钛纳米颗粒、铋、镱、铜、锡、银七者的耦合作用,显著强化钎焊接头。其中,钛纳米颗粒与金刚石反应形成碳化钛金属间化合物,由于钛纳米颗粒的粒径极小,因此生成的碳化钛金属化合物物相细小,能够起到显著强化钎焊接头的作用。钛纳米线的存在,会形成类似网状的结构分布在焊点内部组织中以及金刚石颗粒周围,钛纳米线会将金刚石颗粒和焊点捆绑起来,增强金刚石和焊点直接的结合力。因此,使用本配方配置的钎料对金刚石进行钎焊时,能够显著强化焊接接头,显著增强金刚石和焊点的结合力,显著实现金刚石工具的高性能互连。
9.在本发明的一个实例中,钛纳米线的直径为30纳米至50纳米、长度为50微米至100微米。
10.与现有技术相比,采用该技术方案所达到的技术效果:增强金刚石颗粒和焊点的连接。当钛纳米线的直径为30纳米至50纳米、长度为50微米至100微米时,钛纳米线将金刚石颗粒和焊点连接起来的连接力增强。若钛纳米线的直径小于50微米,则钛纳米线不能很好的形成网状结构,金刚石颗粒和焊点的连接效果较差;若钛纳米线的直径大于100微米,则钛纳米线形成的网状结构过密,将会影响焊点表面的性能。
11.在本发明的一个实例中,钛纳米颗粒的直径为30纳米至50纳米。
12.与现有技术相比,采用该技术方案所达到的技术效果:强化碳化钛金属间化合物相。当钛纳米颗粒的直径为30纳米至50纳米时,能够很好的细化碳化钛相的晶粒,具有强化碳化钛金属间化合物相的作用。
13.在本发明的一个实例中,钎料的固相线温度在620.2℃至640.3℃。
14.与现有技术相比,采用该技术方案所达到的技术效果:使钎料易于进行焊接。成份、结构相同的组织统称为相,固相就是由固体组成的相。合金冷却时,会在t1温度开始形成固体晶体,再继续冷却,就会在一个t2温度完全变成固体。随着合金成分的变化,这两个温度点也会变化,由不同合金成分的t2温度组成的在相图中的线为固相线,固相线以下的相都是固相。固相线温度可以表示钎料完全凝固成为固相的最高温度,本发明钎料的固相线温度在620.2℃至640.3℃,说明根据不同的钎料配方,本发明的钎料在620.2℃至640.3℃范围内,能够由固相转变为固液混合相,或者由固液混合相转变为固相。因此,本发明钎料的固相线温度较低,使钎料容易进行焊接。
15.在本发明的一个实例中,钎料的液相线温度在660.5℃至680.2℃。
16.与现有技术相比,采用该技术方案所达到的技术效果:使钎料易于进行焊接。成份、结构相同的组织统称为相,液相就是由液体组成的相。合金冷却时,会在t1温度开始形成固体晶体,再继续冷却,就会在一个t2温度完全变成固体。随着合金成分的变化,这两个温度点也会变化,由不同合金成分的t1温度组成的在相图中的线为液相线,液相线其上全为液相,线下有固相出现。液相线温度可以表示钎料完全成为液体的最低温度,本发明钎料的液相线温度在660.5℃至680.2℃,说明根据不同的钎料配方,本发明的钎料在660.5℃至680.2℃范围内,能够由液相转变为固液混合相,或者由固液混合相转变为液相。本发明钎料的液相线温度与固相线温度差距较小,即进行钎焊后焊料就能快速凝固,实现焊接,利于
具有良好力学性能的钎焊接头形成。
17.本发明还提供一种钎料的制备方法,用于制备上述钎料,包括:
18.s10:按照配比准备底料,将底料与助焊膏混合,制备得到第一焊膏;
19.s20:将添加料加入第一焊膏中,得到钎料;
20.其中,底料包括锡、铋、银、镱铜合金,添加料包括钛。
21.与现有技术相比,采用该技术方案所达到的技术效果:用于制备上述钎料。s10是将锡、铋、银、镱铜合金等材料与助焊膏充分混合,得到第一焊膏。助焊膏中含有混合松香树脂、触变剂、稳定剂、活性辅助剂、活性剂、溶剂等试剂,具有去除表面氧化物、阻止焊接材料表面氧化、降低材质表面张力的作用。助焊膏的熔点应低于钎料熔点的10℃至30℃。s20是将钛材料与第一焊膏充分混合,得到最终的钎料。采用本制备方法制备得到的钎料易于实现焊接,焊后具有良好的力学性能和较高的抗热疲劳性能,在界面处形成物相细小的金属间化合物,能够用于金刚石的高可靠性需求。
22.在本发明的一个实例中,s20包括:
23.s21:将第一添加料加入第一焊膏中,得到第二焊膏;
24.s22:将第二添加料加入第二焊膏中,得到钎料;
25.其中,第一添加料包括钛纳米颗粒,第二添加料包括钛纳米线。
26.与现有技术相比,采用该技术方案所达到的技术效果:制备得到具有显著强化效果的钎料。在通过s10制备得到第一焊膏以后,进行s21。s21是将钛纳米颗粒充分搅拌并将其加入第一焊膏中,得到第二焊膏。s22是将钛纳米线加入第二焊膏中并充分搅拌,最终得到钎料。钛纳米颗粒和钛纳米线相对均匀的分布在钎料中,起到显著强化钎焊接头、显著增强金刚石和焊点的结合力、显著实现金刚石工具的高性能互连的作用。
27.在本发明的一个实例中,锡为锡粉,铋为铋粉,银为银粉,镱铜合金为镱铜合金粉。
28.与现有技术相比,采用该技术方案所达到的技术效果:便于底料均匀的混合在助焊膏中。选择使用锡粉、铋粉、银粉、镱铜合金粉作为底料,一方面,锡粉、铋粉、银粉、镱铜合金粉易于获得,在市面上就能购买到;另一方面,锡粉、铋粉、银粉、镱铜合金粉为粉体材料,相对于块状材料更容易与助焊膏均匀很合。锡粉、铋粉、银粉、镱铜合金粉在选择时,球状粉末优于椭圆状粉末,球面越小,氧化能力越低。
29.在本发明的一个实例中,第二添加料还包括分散剂。
30.与现有技术相比,采用该技术方案所达到的技术效果:促使物料均匀的分散于助焊膏中。在钛纳米线中加入分散剂,主要是为了使钛纳米线均匀的分散在助焊膏中。同时,分散剂还能够促进锡、铋、银、镱铜合金、钛纳米颗粒等材料均匀的分散在助焊膏中。
31.在本发明的一个实例中,包括:
32.s13:按照配比准备底料,将底料与助焊膏混合,制备得到第一焊膏;
33.s23:将第一添加料加入第一焊膏中,搅拌后得到第二焊膏;
34.s33:将第二添加料加入第二焊膏中,搅拌后得到钎料;
35.其中,底料中包括锡粉、铋粉、银粉、镱铜中间合金粉体,第一添加料包括钛纳米颗粒,第二添加料包括钛纳米线、分散剂。
36.与现有技术相比,采用该技术方案所达到的技术效果:用于制备上述具有显著强化效果的钎料。s13中通过将锡粉、铋粉、银粉、镱铜中间合金粉体与助焊膏充分混合得到第
一焊膏。s23中通过将钛纳米颗粒充分搅拌后加入第一焊膏,得到第二焊膏。s33中通过将混有分散剂的钛纳米线加入第二焊膏中,充分搅拌后得到最终的钎料。其中,最后放入钛纳米线是为了防止搅拌过渡导致使钛纳米线蜷缩,影响钛纳米线的强化效果。使用本制备方法的得到的钎料易于实现焊接,焊后具有高力学性能和高抗热疲劳性能,在界面处形成物相细小的金属间化合物,能够显著强化钎焊接头、显著增强金刚石和焊点的结合力、显著实现金刚石工具的高性能互连的作用。
附图说明
37.图1为本发明实施例十七抗拉强度检测结果图。
具体实施方式
38.为使本发明的上述目的、特征和优点能够更为明显易懂,下面结合附图对本发明的具体实施例做详细的说明。
39.实施例一:
40.本实施例提供一种钎料的成分组成:钛纳米线0.5质量份,钛纳米颗粒0.5质量份,铜50质量份,镱0.01质量份,铋0.5质量份,锡5质量份,银43.49质量份。
41.钎料主要性能检测:固相线温度在640.3℃左右,液相线温度在680.2℃左右(考虑了试验误差),具有优良的性能。
42.本实施例还提供一种上述钎料的制备方法:
43.s10:将50.01质量份的镱铜中间合金粉、0.5质量份的铋粉、5质量份的锡粉、43.49质量份的银粉,与助焊膏混合,制备得到第一焊膏;
44.s20:加入0.5质量份的钛纳米颗粒,充分搅拌,然后将其加入第一焊膏,得到第二焊膏;
45.s30:向第二焊膏中加入混有分散剂的0.5质量份的钛纳米线,充分搅拌制成钎料。本钎料可以实现金刚石与金属基板的高性能互连。
46.实施例二:
47.本实施例提供一种钎料的成分组成:钛纳米线0.6质量份,钛纳米颗粒0.6质量份,铜50质量份,镱0.02质量份,铋0.7质量份,锡5.2质量份,银42.88质量份。
48.钎料主要性能检测:固相线温度在638.5℃左右,液相线温度在678.2℃左右(考虑了试验误差),具有优良的性能。
49.本实施例还提供一种上述钎料的制备方法:
50.s10:将50.02质量份的镱铜中间合金粉、0.7质量份的铋粉、5.2质量份的锡粉、42.88质量份的银粉,与助焊膏混合,制备得到第一焊膏;
51.s20:加入0.6质量份的钛纳米颗粒,充分搅拌,然后将其加入第一焊膏,得到第二焊膏;
52.s30:向第二焊膏中加入混有分散剂的0.6质量份的钛纳米线,充分搅拌制成钎料。本钎料可以实现金刚石与金属基板的高性能互连。
53.实施例三:
54.本实施例提供一种钎料的成分组成:钛纳米线0.7质量份,钛纳米颗粒0.7质量份,
铜50质量份,镱0.03质量份,铋0.9质量份,锡5.5质量份,银42.17质量份。
55.钎料主要性能检测:固相线温度在637.4℃左右,液相线温度在677.0℃左右(考虑了试验误差),具有优良的性能。
56.本实施例还提供一种上述钎料的制备方法:
57.s10:将50.03质量份的镱铜中间合金粉、0.9质量份的铋粉、5.5质量份的锡粉、42.17质量份的银粉,与助焊膏混合,制备得到第一焊膏;
58.s20:加入0.7质量份的钛纳米颗粒,充分搅拌,然后将其加入第一焊膏,得到第二焊膏;
59.s30:向第二焊膏中加入混有分散剂的0.7质量份的钛纳米线,充分搅拌制成钎料。本钎料可以实现金刚石与金属基板的高性能互连。
60.实施例四:
61.本实施例提供一种钎料的成分组成:钛纳米线0.8质量份,钛纳米颗粒0.8质量份,铜50质量份,镱0.04质量份,铋1.1质量份,锡5.7质量份,银41.56质量份。
62.钎料主要性能检测:固相线温度在636.5℃左右,液相线温度在675.8℃左右(考虑了试验误差),具有优良的性能。
63.本实施例还提供一种上述钎料的制备方法:
64.s10:将50.04质量份的镱铜中间合金粉、1.1质量份的铋粉、5.7质量份的锡粉、41.56质量份的银粉,与助焊膏混合,制备得到第一焊膏;
65.s20:加入0.8质量份的钛纳米颗粒,充分搅拌,然后将其加入第一焊膏,得到第二焊膏;
66.s30:向第二焊膏中加入混有分散剂的0.8质量份的钛纳米线,充分搅拌制成钎料。本钎料可以实现金刚石与金属基板的高性能互连。
67.实施例五:
68.本实施例提供一种钎料的成分组成:钛纳米线0.9质量份,钛纳米颗粒0.9质量份,铜50质量份,镱0.06质量份,铋1.3质量份,锡5.9质量份,银40.94质量份。
69.钎料主要性能检测:固相线温度在635.1℃左右,液相线温度在674.4℃左右(考虑了试验误差),具有优良的性能。
70.本实施例还提供一种上述钎料的制备方法:
71.s10:将50.06质量份的镱铜中间合金粉、1.3质量份的铋粉、5.9质量份的锡粉、40.94质量份的银粉,与助焊膏混合,制备得到第一焊膏;
72.s20:加入0.9质量份的钛纳米颗粒,充分搅拌,然后将其加入第一焊膏,得到第二焊膏;
73.s30:向第二焊膏中加入混有分散剂的0.9质量份的钛纳米线,充分搅拌制成钎料。本钎料可以实现金刚石与金属基板的高性能互连。
74.实施例六:
75.本实施例提供一种钎料的成分组成:钛纳米线1.0质量份,钛纳米颗粒1.0质量份,铜50质量份,镱0.07质量份,铋1.5质量份,锡6.1质量份,银40.33质量份。
76.钎料主要性能检测:固相线温度在634.5℃左右,液相线温度在674.0℃左右(考虑了试验误差),具有优良的性能。
77.本实施例还提供一种上述钎料的制备方法:
78.s10:将50.07质量份的镱铜中间合金粉、1.5质量份的铋粉、6.1质量份的锡粉、40.33质量份的银粉,与助焊膏混合,制备得到第一焊膏;
79.s20:加入1.0质量份的钛纳米颗粒,充分搅拌,然后将其加入第一焊膏,得到第二焊膏;
80.s30:向第二焊膏中加入混有分散剂的1.0质量份的钛纳米线,充分搅拌制成钎料。本钎料可以实现金刚石与金属基板的高性能互连。
81.实施例七:
82.本实施例提供一种钎料的成分组成:钛纳米线1.1质量份,钛纳米颗粒1.1质量份,铜50质量份,镱0.08质量份,铋1.8质量份,锡6.3质量份,银39.62质量份。
83.钎料主要性能检测:固相线温度在633.2℃左右,液相线温度在673.1℃左右(考虑了试验误差),具有优良的性能。
84.本实施例还提供一种上述钎料的制备方法:
85.s10:将50.08质量份的镱铜中间合金粉、1.8质量份的铋粉、6.3质量份的锡粉、39.62质量份的银粉,与助焊膏混合,制备得到第一焊膏;
86.s20:加入1.1质量份的钛纳米颗粒,充分搅拌,然后将其加入第一焊膏,得到第二焊膏;
87.s30:向第二焊膏中加入混有分散剂的1.1质量份的钛纳米线,充分搅拌制成钎料。本钎料可以实现金刚石与金属基板的高性能互连。
88.实施例八:
89.本实施例提供一种钎料的成分组成:钛纳米线1.2质量份,钛纳米颗粒1.2质量份,铜50质量份,镱0.09质量份,铋2.0质量份,锡6.5质量份,银39.01质量份。
90.钎料主要性能检测:固相线温度在631.9℃左右,液相线温度在672.0℃左右(考虑了试验误差),具有优良的性能。
91.本实施例还提供一种上述钎料的制备方法:
92.s10:将50.09质量份的镱铜中间合金粉、2.0质量份的铋粉、6.5质量份的锡粉、39.01质量份的银粉,与助焊膏混合,制备得到第一焊膏;
93.s20:加入1.2质量份的钛纳米颗粒,充分搅拌,然后将其加入第一焊膏,得到第二焊膏;
94.s30:向第二焊膏中加入混有分散剂的1.2质量份的钛纳米线,充分搅拌制成钎料。本钎料可以实现金刚石与金属基板的高性能互连。
95.实施例九:
96.本实施例提供一种钎料的成分组成:钛纳米线1.3质量份,钛纳米颗粒1.3质量份,铜50质量份,镱0.10质量份,铋2.2质量份,锡6.7质量份,银38.4质量份。
97.钎料主要性能检测:固相线温度在630.8℃左右,液相线温度在670.7℃左右(考虑了试验误差),具有优良的性能。
98.本实施例还提供一种上述钎料的制备方法:
99.s10:将50.10质量份的镱铜中间合金粉、2.2质量份的铋粉、6.7质量份的锡粉、38.4质量份的银粉,与助焊膏混合,制备得到第一焊膏;
100.s20:加入1.3质量份的钛纳米颗粒,充分搅拌,然后将其加入第一焊膏,得到第二焊膏;
101.s30:向第二焊膏中加入混有分散剂的1.3质量份的钛纳米线,充分搅拌制成钎料。本钎料可以实现金刚石与金属基板的高性能互连。
102.实施例十:
103.本实施例提供一种钎料的成分组成:钛纳米线1.4质量份,钛纳米颗粒1.4质量份,铜50质量份,镱0.11质量份,铋2.4质量份,锡7.0质量份,银37.69质量份。
104.钎料主要性能检测:固相线温度在629.9℃左右,液相线温度在669.8℃左右(考虑了试验误差),具有优良的性能。
105.本实施例还提供一种上述钎料的制备方法:
106.s10:将50.11质量份的镱铜中间合金粉、2.4质量份的铋粉、7.0质量份的锡粉、37.69质量份的银粉,与助焊膏混合,制备得到第一焊膏;
107.s20:加入1.4质量份的钛纳米颗粒,充分搅拌,然后将其加入第一焊膏,得到第二焊膏;
108.s30:向第二焊膏中加入混有分散剂的1.4质量份的钛纳米线,充分搅拌制成钎料。本钎料可以实现金刚石与金属基板的高性能互连。
109.实施例十一:
110.本实施例提供一种钎料的成分组成:钛纳米线1.5质量份,钛纳米颗粒1.5质量份,铜50质量份,镱0.12质量份,铋2.6质量份,锡7.2质量份,银37.08质量份。
111.钎料主要性能检测:固相线温度在628.5℃左右,液相线温度在668.3℃左右(考虑了试验误差),具有优良的性能。
112.本实施例还提供一种上述钎料的制备方法:
113.s10:将50.12质量份的镱铜中间合金粉、2.6质量份的铋粉、7.2质量份的锡粉、37.08质量份的银粉,与助焊膏混合,制备得到第一焊膏;
114.s20:加入1.5质量份的钛纳米颗粒,充分搅拌,然后将其加入第一焊膏,得到第二焊膏;
115.s30:向第二焊膏中加入混有分散剂的1.5质量份的钛纳米线,充分搅拌制成钎料。本钎料可以实现金刚石与金属基板的高性能互连。
116.实施例十二:
117.本实施例提供一种钎料的成分组成:钛纳米线1.6质量份,钛纳米颗粒1.6质量份,铜50质量份,镱0.13质量份,铋2.8质量份,锡7.5质量份,银36.37质量份。
118.钎料主要性能检测:固相线温度在627.3℃左右,液相线温度在667.1℃左右(考虑了试验误差),具有优良的性能。
119.本实施例还提供一种上述钎料的制备方法:
120.s10:将50.13质量份的镱铜中间合金粉、2.8质量份的铋粉、7.5质量份的锡粉、36.37质量份的银粉,与助焊膏混合,制备得到第一焊膏;
121.s20:加入1.6质量份的钛纳米颗粒,充分搅拌,然后将其加入第一焊膏,得到第二焊膏;
122.s30:向第二焊膏中加入混有分散剂的1.6质量份的钛纳米线,充分搅拌制成钎料。
本钎料可以实现金刚石与金属基板的高性能互连。
123.实施例十三:
124.本实施例提供一种钎料的成分组成:钛纳米线1.7质量份,钛纳米颗粒1.7质量份,铜50质量份,镱0.14质量份,铋3.0质量份,锡7.7质量份,银35.76质量份。
125.钎料主要性能检测:固相线温度在626.0℃左右,液相线温度在666.0℃左右(考虑了试验误差),具有优良的性能。
126.本实施例还提供一种上述钎料的制备方法:
127.s10:将50.14质量份的镱铜中间合金粉、3.0质量份的铋粉、7.7质量份的锡粉、35.76质量份的银粉,与助焊膏混合,制备得到第一焊膏;
128.s20:加入1.7质量份的钛纳米颗粒,充分搅拌,然后将其加入第一焊膏,得到第二焊膏;
129.s30:向第二焊膏中加入混有分散剂的1.7质量份的钛纳米线,充分搅拌制成钎料。本钎料可以实现金刚石与金属基板的高性能互连。
130.实施例十四:
131.本实施例提供一种钎料的成分组成:钛纳米线1.8质量份,钛纳米颗粒1.8质量份,铜50质量份,镱0.15质量份,铋3.2质量份,锡8.0质量份,银35.05质量份。
132.钎料主要性能检测:固相线温度在624.8℃左右,液相线温度在664.9℃左右(考虑了试验误差),具有优良的性能。
133.本实施例还提供一种上述钎料的制备方法:
134.s10:将50.15质量份的镱铜中间合金粉、3.2质量份的铋粉、8.0质量份的锡粉、35.05质量份的银粉,与助焊膏混合,制备得到第一焊膏;
135.s20:加入1.8质量份的钛纳米颗粒,充分搅拌,然后将其加入第一焊膏,得到第二焊膏;
136.s30:向第二焊膏中加入混有分散剂的1.8质量份的钛纳米线,充分搅拌制成钎料。本钎料可以实现金刚石与金属基板的高性能互连。
137.实施例十五:
138.本实施例提供一种钎料的成分组成:钛纳米线2.0质量份,钛纳米颗粒2.0质量份,铜50质量份,镱0.2质量份,铋5.0质量份,锡10.0质量份,银30.8质量份。
139.钎料主要性能检测:固相线温度在620.2℃左右,液相线温度在660.5℃左右(考虑了试验误差),具有优良的性能。
140.本实施例还提供一种上述钎料的制备方法:
141.s10:将50.20质量份的镱铜中间合金粉、5.0质量份的铋粉、10.0质量份的锡粉、30.8质量份的银粉,与助焊膏混合,制备得到第一焊膏;
142.s20:加入2.0质量份的钛纳米颗粒,充分搅拌,然后将其加入第一焊膏,得到第二焊膏;
143.s30:向第二焊膏中加入混有分散剂的2.0质量份的钛纳米线,充分搅拌制成钎料。本钎料可以实现金刚石与金属基板的高性能互连。
144.实施例十六:
145.本实施例提供一种钎料的成分组成:钛纳米线2.0质量份,钛纳米颗粒2.0质量份,
铜30质量份,镱0.2质量份,铋5.0质量份,锡10.0质量份,银50.8质量份。
146.钎料主要性能检测:固相线温度在635.0℃左右,液相线温度在675.2℃左右(考虑了试验误差),具有优良的性能。
147.本实施例还提供一种上述钎料的制备方法:
148.s10:将30.20质量份的镱铜中间合金粉、5.0质量份的铋粉、10.0质量份的锡粉、50.8质量份的银粉,与助焊膏混合,制备得到第一焊膏;
149.s20:加入2.0质量份的钛纳米颗粒,充分搅拌,然后将其加入第一焊膏,得到第二焊膏;
150.s30:向第二焊膏中加入混有分散剂的2.0质量份的钛纳米线,充分搅拌制成钎料。本钎料可以实现金刚石与金属基板的高性能互连。
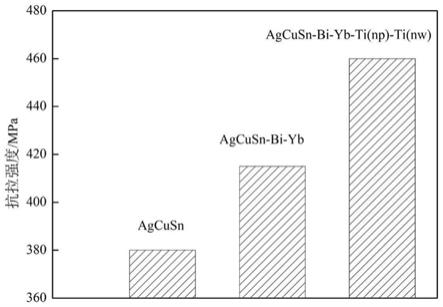
151.实施例十七:
152.将对比例1(agcusn)、对比例2(agcusn-bi-yb)、本发明钎料(agcusn-bi-yb-ti(np)-ti(nw)),进行抗拉强度测试,测试结果如图1所示。
153.从图1可以看出:钛纳米线、钛纳米颗粒、镱、铋、锡、铜和银七者耦合可以显著提高焊点抗拉强度。
154.虽然本发明披露如上,但本发明并非限定于此。任何本领域技术人员,在不脱离本发明的精神和范围内,均可作各种更动与修改,因此本发明的保护范围应当以权利要求所限定的范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1