一种电池金属连接件自动焊接系统及其焊接方法与流程
1.本发明涉及电池金属连接件焊接领域,特别涉及一种电池金属连接件自动焊接系统及其焊接方法。
背景技术:
2.动力电池组作为混合动力车和纯电动车的核心部件之一,日益为汽车厂家和电池厂家所重视。动力电池组包括若干动力电池电连接而成,相邻动力电池组之间采用动力电池连接件相连。
3.众所周知,动力电池上设有电极端子,该电极端子可以为柱状或片状等形状,电极端子由于极性的不同,分为正极端子和负极端子,一般正极端子为铝材料制作,而负极端子由铜材料制作。现有动力电池与动力电池之间最为常见的连接方式是通过金属连接片(比如铝连接片)与两个电极端子分别通过高频焊机焊接而完成。
4.现有技术中一般是通过人工手动将金属连接片放入高频焊接机的焊接模具中进行焊接,焊接后还需要将高温的金属连接片从焊接模具中取出,但上述操作均采用人工进行,这样会导致工人劳动强度大,而且焊接效率低。
技术实现要素:
5.本发明的目的是提供一种可降低工人劳动强度的电池金属连接件自动焊接系统及其焊接方法。
6.为了实现上述目的,本发明提供如下技术方案:
7.一种电池金属连接件自动焊接系统,包括自动上料机构、焊接石墨模具、plc控制器和高频焊接机,所述plc控制器与自动上料机构连接,用于控制自动上料机构将金属连接片输送到焊接石墨模具中,所述plc控制器与焊接石墨模具的气缸驱动装置连接,用于控制气缸驱动装置驱动焊接石墨模具的下模合模或开模,所述plc控制器与高频焊接机连接,用于控制高频焊接机通过焊接石墨模具对金属连接件进行焊接。
8.进一步地,所述自动上料机构包括供料装置和上下料机械手,所述上下料机械手设置在供料装置的一端,用于将供料装置上的金属连接件转运到焊接石墨模具的下模上,所述供料装置用于将金属连接件输送到上下料机械手的抓取位置处。
9.进一步地,所述供料装置包括排料模组和侧旋接料模组,所述排料模组用于摆放金属连接件,所述侧旋接料模组设置在排料模组的下料端,用于接住从排料模组中滑下的金属连接件。
10.进一步地,所述排料模组包括排料组件、立柱、第一气缸和铰接组件,所述排料组件的下端通过铰接组件安装在立柱的上端,所述第一气缸的上端铰接在排料组件的进料端的下表面,所述第一气缸的下端铰接在立柱一侧,所述第一气缸可驱动排料组件的上料端绕铰接座向上旋转,从而可将排料组件上的金属连接件向下滑入侧旋接料模组中。
11.进一步地,所述排料组件包括排料底座和排料道,所述排料道安装在排料底座上,
所述排料道包括第一侧板、第二侧板和底板,所述第一侧板设置在底板一侧,所述第二侧板设置在底板的另一侧。
12.进一步地,所述铰接组件包括铰接座、铰接脚、轴承和转轴,所述铰接脚安装在排料组件的底部,所述铰接座安装在立柱的顶部,所述铰接脚通过轴承和转轴转动安装在铰接座上。
13.进一步地,所述侧旋接料模组包括第一夹持装置、旋转板、第一旋转驱动组件和第二旋转驱动组件,所述第一夹持装置用于夹持住金属连接片,所述第一夹持装置安装在旋转板上,所述旋转板安装在第一旋转驱动组件上,所述第一旋转驱动组件安装在第二旋转驱动组件上,所述第一夹持装置夹持住从排料模组从滑出的金属连接片后,所述第二旋转驱动组件驱动第一旋转驱动组件带动第一夹持装置和金属连接片做旋转运动,所述第一旋转驱动组件可驱动第一夹持装置和金属连接片做旋转运动。
14.进一步地,所述上下料机械手包括第二夹持组件、升降组件和横移模组,所述第二夹持组件安装在升降组件上,所述第二夹持组件用于夹持住供料装置上的金属连接片,所述升降组件可驱动金属连接片上升,所述升降组件安装在横移模组上,所述横移模组可驱动金属连接片移动到焊接石墨模具中。
15.进一步地,所述上下料机械手的一侧设置有下料料斗。
16.一种电池金属连接件自动焊接方法,其特征在于:包括以下步骤
17.(1)、电池金属连接件包括铜连接件和铝连接件,焊接前,先将铜连接件和铝连接件的金属氧化膜及油污彻底清理干净;
18.(2)、将铜连接件和铝连接件的焊接部位压合连接在一起,形成金属连接件;
19.(3)、将连接后的金属连接件整齐竖直排列在供料装置的排料模组中;
20.(4)、排料模组在第一气缸的驱动下向下料的一侧倾斜,让金属连接件落入侧旋接料模组中;
21.(5)侧旋接料模组再将竖直状态的金属连接件旋转至水平状态,让金属连接件的焊接区朝上;
22.(6)上下料机械手抓取侧旋接料模组中的金属连接件,并转移到焊接石墨模具中,plc控制器控制焊接石墨模具合模,焊接石墨模具通过高频焊接机对金属连接件进行焊接;
23.(7)焊接前,高频焊接机先开机按50%~70%的加热效率对焊接石墨模具加热,加热温度在550
°
~600
°
,加热时间需15min~25min;
24.(8)焊接时,分三档时间段对金属连接件的焊接部进行焊接,第一段焊接时间在5s~10s,然后焊接石墨模具会停止焊接,接着再启动焊接,第二段焊接时间在3s~5s,再次停止焊接,最后启动第三段焊接时间6s~ 12s,焊接后上下料机械手将焊接后的金属连接件进行下料。
25.本发明的有益效果为:
26.本发明通过设置自动上下料机构,可以实现金属连接件的自动上下料,另外本发明采用plc控制器来控制焊接石墨模具的合模行程、合模压力以及高频焊接机的焊接温度,从而大大的降低了工人的劳动强度,而且还提高了焊接效率和焊接质量。
附图说明
27.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
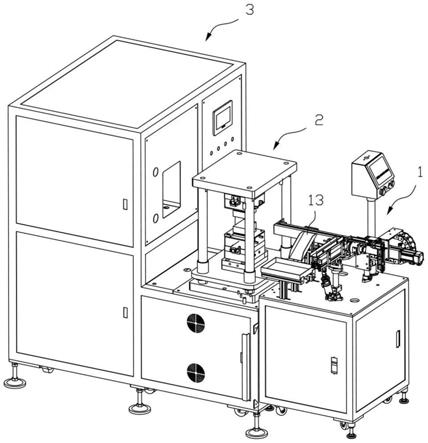
28.图1是本发明的立体结构示意图;
29.图2是本发明自动上料机构的立体结构示意图;
30.图3是本发明供料装置的立体结构示意图;
31.图4是本发明供料装置的侧旋接料模组的立体结构示意图;
32.图5是本发明上下料机械手的立体结构示意图;
33.图6是本发明金属连接件上料时的状态流程图;
34.图7是本发明供料装置的排料模组对金属连接件上料时的动作示意图;
35.图8是本发明供料装置的侧旋接料模组对金属连接件上料时的动作示意图;
36.附图标识说明:
37.1、自动上料机构;2、焊接石墨模具;3、高频焊接机;4、金属连接片;
38.11、供料装置;
39.111、排料模组;1111、排料组件;1112、立柱;1113、第一气缸;1114、铰接组件;
40.1111a、排料底座;1111b、第一侧板;1111c、第二侧板;1111d、底板; 1111e、调节螺杆;
41.1114a、铰接座;1114b、铰接脚;1114c、轴承;1114d、转轴;
42.112、侧旋接料模组;
43.1121、第一夹持装置;1122、旋转板;1123、第一旋转驱动组件;1124、第二旋转驱动组件;
44.1123a、第一直线气缸;1123b、第一齿轮;1123c、第一齿条;1123d、第一旋转座;
45.12、上下料机械手;
46.121、第二夹持组件;122、升降组件;123、横移模组;
47.13、下料料斗;
具体实施方式
48.为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
49.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
50.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
51.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
52.如图1所示的,一种电池金属连接件自动焊接系统,包括自动上料机构1、焊接石墨模具2、plc控制器和高频焊接机3,plc控制器与自动上料机构1连接,用于控制自动上料机构1将金属连接片4输送到焊接石墨模具2中,plc控制器与焊接石墨模具2的气缸驱动装置连接,用于控制气缸驱动装置驱动焊接石墨模具2的下模合模或开模,plc控制器与高频焊接机3连接,用于控制高频焊接机3通过焊接石墨模具2对金属连接件进行焊接,本发明通过设置自动上下料机构,可以实现金属连接件的自动上下料,另外本发明采用plc控制器来控制焊接石墨模具2的合模行程、合模压力以及高频焊接机3的焊接温度,从而大大的降低了工人的劳动强度,而且还提高了焊接效率和焊接质量。
53.其中该plc控制器的型号包括但不限于下列型号:
54.西门子:logo,s-200,s-1200,s-300,s-400;
55.欧姆龙:cp1,cp1h,cpm1a2ah2c,cqm1h;
56.三菱:fx1n,fx2n,q系列
57.台达:es,eh,es2,eh2等等。
58.如图2所示,本实施例中,自动上料机构1包括供料装置11和上下料机械手12,上下料机械手12设置在供料装置11的一端,用于将供料装置 11上的金属连接件转运到焊接石墨模具2的下模上,供料装置11用于将金属连接件输送到上下料机械手12的抓取位置处。
59.如图3所示,本实施例中,供料装置11包括排料模组111和侧旋接料模组112,排料模组111用于摆放金属连接件,侧旋接料模组112设置在排料模组111的下料端,用于接住从排料模组111中滑下的金属连接件。
60.如图7到8所示的,设置排料模组111可以让金属连接件在排料的时 候是竖直排料的,从而大大的增大了排料组件1111的排列容量。
61.设置侧旋接料模组112,可以与排料模组111配合,将金属连接件从竖直状态赚翻为水平状态,从而方便金属连接件的焊接。
62.如图3所示,本实施例中,排料模组111包括排料组件1111、立柱1112、第一气缸1113和铰接组件1114,排料组件1111的下端通过铰接组件1114 安装在立柱1112的上端,第一气缸1113的上端铰接在排料组件1111的进料端的下表面,第一气缸1113的下端铰接在立柱1112一侧,第一气缸1113 可驱动排料组件1111的上料端绕铰接座1114a向上旋转,从而可将排料组件1111上的金属连接件向下滑入侧旋接料模组112中。
63.如图3所示,本实施例中,排料组件1111包括排料底座1111a和排料道,排料道安装在排料底座1111a上,排料道包括第一侧板1111b、第二侧板1111c和底板1111d,第一侧板1111b设置在底板1111d一侧,第二侧板 1111c设置在底板1111d的另一侧。
64.如图3所示,第一侧板1111b和第二侧边均通过调节螺杆1111e安装在底板1111d的侧边,设置调节螺杆1111e可方便调节第一侧板1111b与第二侧边之间的距离。
65.如图3所示,本实施例中,铰接组件1114包括铰接座1114a、铰接脚 1114b、轴承1114c和转轴1114d,铰接脚1114b安装在排料组件1111的底部,铰接座1114a安装在立柱
1112的顶部,铰接脚1114b通过轴承1114c 和转轴1114d转动安装在铰接座1114a上。
66.如图4所示,本实施例中,侧旋接料模组112包括第一夹持装置1121、旋转板1122、第一旋转驱动组件1123和第二旋转驱动组件1124,第一夹持装置1121用于夹持住金属连接片4,第一夹持装置1121安装在旋转板 1122上,旋转板1122安装在第一旋转驱动组件1123上,第一旋转驱动组件1123安装在第二旋转驱动组件1124上,第一夹持装置1121夹持住从排料模组111从滑出的金属连接片4后,第二旋转驱动组件1124驱动第一旋转驱动组件1123带动第一夹持装置1121和金属连接片4做旋转运动,第一旋转驱动组件1123可驱动第一夹持装置1121和金属连接片4做旋转运动。
67.第一夹持装置1121优选为:气缸夹爪结构。
68.如图3所示的,第一旋转驱动组件1123优选实施例为:其包括第一直线气缸1123a、第一齿轮1123b、第一齿条1123c和第一旋转座1123d,旋转板1122通过第一旋转轴1114d安装在第一旋转座1123d一侧,第一齿轮 1123b安装在第一旋转轴1114d上,第一齿条1123c与第一齿轮1123b啮合连接,第一气缸1113驱动第一齿条1123c带动第一齿轮1123b来驱动第一旋转轴1114d和第一旋转座1123d做旋转运动,从而带动第一夹持装置1121 做旋转运动。
69.如图4所示的,本实施例中,上下料机械手12包括第二夹持组件121、升降组件122和横移模组123,第二夹持组件121安装在升降组件122上,第二夹持组件121用于夹持住供料装置11上的金属连接片4,升降组件122 可驱动金属连接片4上升,升降组件122安装在横移模组123上,横移模组123可驱动金属连接片4移动到焊接石墨模具2中。
70.第二夹持组件121的优选实施例为:夹爪气缸。
71.升降组件122的优选实施例为:升降气缸。
72.横移模组123的优选实施例为:线性模组。
73.如图1所示的,本实施例中,上下料机械手12的一侧设置有下料料斗 13。
74.一种电池金属连接件自动焊接方法,包括以下步骤
75.(1)、电池金属连接件包括铜连接件和铝连接件,焊接前,先将铜连接件和铝连接件的金属氧化膜及油污彻底清理干净;
76.(2)、将铜连接件和铝连接件的焊接部位压合连接在一起,形成金属连接件;
77.(3)、将连接后的金属连接件整齐竖直排列在供料装置11的排料模组 111中;
78.(4)、排料模组111在第一气缸1113的驱动下向下料的一侧倾斜,让金属连接件落入侧旋接料模组112中;
79.(5)侧旋接料模组112再将竖直状态的金属连接件旋转至水平状态,让金属连接件的焊接区朝上;
80.(6)上下料机械手12抓取侧旋接料模组112中的金属连接件,并转移到焊接石墨模具2中,plc控制器控制焊接石墨模具2合模,焊接石墨模具2通过高频焊接机3对金属连接件进行焊接;
81.(7)焊接前,高频焊接机3先开机按50%~70%的加热效率对焊接石墨模具2加热,加热温度在550
°
~600
°
,加热时间需15min~25min;
82.(8)焊接时,分三档时间段对金属连接件的焊接部进行焊接,第一段焊接时间在5s~10s,然后焊接石墨模具2会停止焊接,接着再启动焊接,第二段焊接时间在3s~5s,再次停止焊接,最后启动第三段焊接时间6s~ 12s,焊接后上下料机械手12将焊接后的金属连
接件进行下料。
83.本方法对金属连接件通过三段不同时间的焊接,从而改善了不均匀加热和冷却的程度,减少了焊后的应力与变形。
84.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理,可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1