一种铝合金压合结构散热器及其组装方法与流程
1.本发明涉及铝合金电子散热器技术领域,具体为一种铝合金压合结构散热器及其组装方法。
背景技术:
2.散热器是将机械或其他器具在工作过程中产生的热量及时转移以避免影响其正常工作的装置或仪器。常见的散热器依据散热方式可以分为风冷,热管散热器,液冷,半导体制冷,压缩机制冷等多种类型。
3.传统小空腔型散热器是通过挤压机中特定的热挤压模具,挤压成型的工艺过程。
4.传统上,小空腔型散热器在挤压过程中通常会出现挤出型材不成形,模具瘫变等情况,由此使得产品成品率十分低,需要多次挤压,大大浪费了人力资源和物力。同时由于成品率十分的低,使得交货时间难以保证,影响产品质量。
技术实现要素:
5.本发明的目的在于提供一种铝合金压合结构散热器及其组装方法,以解决上述背景技术中提出的问题。
6.为解决上述技术问题,本发明提供如下技术方案:一种铝合金压合结构散热器,包括从左至右依次排列的左端盖、左压合片、中间压合片、右压合片和右端盖,所述中间压合片的数量为多个,且多个所述中间压合片两两配合,所述左端盖、左压合片、中间压合片、右压合片和右端盖两两之间均设置有用于卡合的连接结构;所述连接结构包括设置于左端盖一侧的四组第一母槽,四组所述第一母槽内部配合连接有第一公槽,所述第一公槽设置于左压合片的一侧,且所述第一公槽的数目与第一母槽数目相同。
7.优选的,所述左压合片远离第一公槽的一侧设置有四组第二母槽,四组所述第二母槽的内部配合连接有第二公槽,所述第二公槽设置于中间压合片的一侧,且所述第二公槽的数目与第二母槽数目相同。
8.优选的,所述中间压合片远离第二公槽的一侧设置有四组第三母槽,四组所述第三母槽的内部配合连接有第三公槽,所述第三公槽设置于右压合片的一侧,且所述第三公槽的数目与第三母槽数目相同。
9.优选的,所述右压合片远离第三公槽的一侧设置有四组第四公槽,四组所述第四公槽的内部配合连接至第四母槽,所述第四母槽设置于右端盖的一侧,且所述第四母槽的数目与第四公槽数目相同。
10.优选的,所述左端盖、左压合片、中间压合片和右端盖的内部分别开设有用于散热的第一框槽、第二框槽、第三框槽和第四框槽,所述第一框槽、第二框槽、第三框槽和第四框槽数目均为三组,且所述第一框槽、第二框槽、第三框槽和第四框槽形状均为矩形。
11.优选的,所述第一母槽、第二母槽、第三母槽和第四母槽的横截面形状均为梯形。
12.优选的,所述第一公槽、第二公槽、第三公槽和第四公槽的横截面形状均为类“m”状。
13.优选的,所述左端盖的一侧开设有第一夹槽,所述左压合片的两侧开设有第二夹槽,多组所述中间压合片的两侧开设有第三夹槽,所述右压合片的一侧开设有第四夹槽,所述右压合片远离第四夹槽的一侧开设有第五夹槽,所述右端盖的一侧开设有第六夹槽。
14.优选的,所述第一夹槽、第二夹槽、第三夹槽、第四夹槽、第五夹槽和第六夹槽之间两两配合。
15.一种铝合金压合结构散热器的组装方法,包括以下步骤:步骤(a)、将左端盖放置于工作台左端夹持固定,使得左端盖的一侧与工作台内凹槽处贴合,而后将左压合片一侧的第一公槽移动至第一母槽的正上方,而后下移左压合片,直至左压合片带动第一公槽移动卡合至第一母槽内部,完成左端盖与左压合片之间的连接;步骤(b)、将中间压合片一侧的第二公槽移动至左压合片第二母槽的正上方,而后下移中间压合片,直至中间压合片带动第二公槽移动卡合至第二母槽内部,完成左压合片与中间压合片之间的连接;步骤(c)、将第二组中间压合片一侧的第二公槽移动至第一组中间压合片第二母槽的正上方,而后下移第二组中间压合片,直至第二组中间压合片带动第二公槽移动卡合至第一组中间压合片第二母槽内部,完成中间压合片两两之间的连接;步骤(d)、重复步骤(c),增加中间压合片的片数;步骤(e)、将右压合片一侧的第三公槽移动至中间压合片第三母槽的正上方,而后下移右压合片,直至右压合片带动第三公槽移动卡合至第三母槽内部,完成中间压合片与右压合片之间的连接;步骤(f)、将右端盖一侧的第四母槽移动至右压合片第四公槽的正上方,而后下移右端盖,直至右端盖连接第四母槽移动卡合至第四公槽外侧,完成右压合片与右端盖之间的连接,至此初步完成铝合金压合结构散热器的组装工作;步骤(g)、将初步组装后的铝合金压合结构散热器放入专用压合模具中,启动冲压机,将铝合金压合结构散热器内部的多部分压合片压紧,使得压合片之间紧密贴合一起,完成合金压合结构散热器整体的组装。
16.与现有技术相比,本发明的有益效果是:本发明通过设置的连接结构,左端盖、左压合片、中间压合片、右压合片和右端盖两两之间均设置有用于卡合的连接结构,连接结构是在配合位置设置的,第一公槽与第一母槽、第二公槽与第二母槽、第三公槽与第三母槽和第四公槽与第四母槽两两之间具有稳定定位和预压紧力的存在,使型材大小均在最适合的大小,这样不仅在出料时使材料扭曲形变得到了有效的控制,也极大地提高了铝型材的产量和质量,保持产品的稳定性。
17.中间压合片的数量可按需求大量增加,也就是说每加一片中间压合片,最终产品的最大宽度将会增加,使得散热器的宽度能够灵活调整,灵活度大大提高;并且左端盖、左压合片、中间压合片和右端盖的上下端分别设置有两组梯形结构的第一母槽、第二母槽、第三母槽和第四母槽,其结构与其他压合片的右侧第一公槽、第二
公槽、第三公槽和第四公槽连接;右侧第一公槽、第二公槽、第三公槽和第四公槽采用不规则梯形结构连接第一母槽、第二母槽、第三母槽和第四母槽。在组合毛坯料后,右侧第一公槽、第二公槽、第三公槽、第四公槽和与之对应的第一母槽、第二母槽、第三母槽、第四母槽之间并不会紧密接合,故右侧第一公槽、第二公槽、第三公槽和第四公槽在顶部设置了可变导槽,在冲压机的压力下,可使两边小角向外侧进行变形;因由于左侧第一母槽、第二母槽、第三母槽和第四母槽设置为梯形结构,在冲压机压力下,右侧第一公槽、第二公槽、第三公槽和第四公槽小角变形时会充满整个左侧第一母槽、第二母槽、第三母槽和第四母槽,使左端盖、左压合片、中间压合片、右压合片和右端盖之间紧密压合在一起,解决了传统小空腔型散热器挤出困难的问题。
附图说明
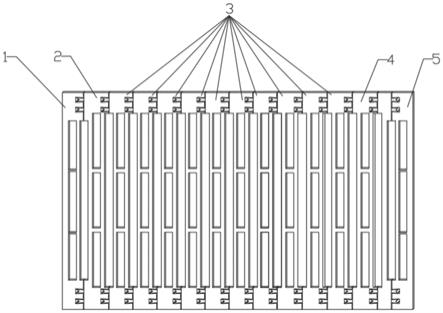
18.图1为本发明实施例的整体结构示意图;图2为本发明实施例的左端盖结构示意图;图3为本发明实施例的左压合片结构示意图;图4为本发明实施例的中间压合片结构示意图;图5为本发明实施例的右压合片结构示意图;图6为本发明实施例的右端盖结构示意图。
19.图中:1、左端盖;101、第一母槽;102、第一框槽;103、第一夹槽;2、左压合片;201、第一公槽;202、第二框槽;203、第二夹槽;204、第二母槽;3、中间压合片;301、第二公槽;302、第三框槽;303、第三夹槽;304、第三母槽;4、右压合片;401、第三公槽;402、第四公槽;403、第四夹槽;404、第五夹槽;5、右端盖;501、第四母槽;502、第六夹槽;503、第四框槽。
具体实施方式
20.为了便于解决现有的小空腔型散热器在挤压过程中通常会出现挤出型材不成形,模具瘫变等情况,由此使得产品成品率十分低,需要多次挤压,大大浪费了人力资源和物力;同时由于成品率十分的低,使得交货时间难以保证,影响产品质量的问题,本发明提供了一种铝合金压合结构散热器及其组装方法。下面将结合本发明中的附图,对本发明中的技术方案进行清楚、完整地描述,显然,所描述的发明仅仅是本发明一部分发明,而不是全部的发明。基于本发明中的发明,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他发明,都属于本发明保护的范围。
21.请参阅图1-6,本发明提供了一种铝合金压合结构散热器,包括从左至右依次排列的左端盖1、左压合片2、中间压合片3、右压合片4和右端盖5,中间压合片3的数量为多个,且多个中间压合片3两两配合,左端盖1、左压合片2、中间压合片3、右压合片4和右端盖5两两之间均设置有用于卡合的连接结构;连接结构包括设置于左端盖1一侧的四组第一母槽101,四组第一母槽101内部配合连接有第一公槽201,第一公槽201设置于左压合片2的一侧,且第一公槽201的数目与第一母槽101数目相同。
22.进一步的左压合片2远离第一公槽201的一侧设置有四组第二母槽204,四组第二
母槽204的内部配合连接有第二公槽301,第二公槽301设置于中间压合片3的一侧,且第二公槽301的数目与第二母槽204数目相同,通过第二母槽204与第二公槽301,将左压合片2与中间压合片3连接起来。
23.进一步的中间压合片3远离第二公槽301的一侧设置有四组第三母槽304,四组第三母槽304的内部配合连接有第三公槽401,第三公槽401设置于右压合片4的一侧,且第三公槽401的数目与第三母槽304数目相同,通过第三母槽304与第三公槽401,将中间压合片3与右压合片4连接起来。
24.进一步的右压合片4远离第三公槽401的一侧设置有四组第四公槽402,四组第四公槽402的内部配合连接至第四母槽501,第四母槽501设置于右端盖5的一侧,且第四母槽501的数目与第四公槽402数目相同,通过第四母槽501与第四公槽402,将右压合片4与右端盖5连接起来。
25.进一步的左端盖1、左压合片2、中间压合片3和右端盖5的内部分别开设有用于散热的第一框槽102、第二框槽202、第三框槽302和第四框槽503,第一框槽102、第二框槽202、第三框槽302和第四框槽503数目均为三组,且第一框槽102、第二框槽202、第三框槽302和第四框槽503形状均为矩形,通过设置的矩形第一框槽102、第二框槽202、第三框槽302和第四框槽503,减轻散热器的质量,同时利于散热。
26.进一步的第一母槽101、第二母槽204、第三母槽304和第四母槽501的横截面形状均为梯形,设置的梯形第一母槽101、第二母槽204、第三母槽304和第四母槽501,在冲压机压力下,第一公槽201、第二公槽301、第三公槽401和第四公槽402小角变形时会充满第一母槽101、第二母槽204、第三母槽304和第四母槽501,使两两压合片紧密压合在一起。
27.进一步的第一公槽201、第二公槽301、第三公槽401和第四公槽402的横截面形状均为类“m”状,设置的类“m”状第一公槽201、第二公槽301、第三公槽401和第四公槽402,在冲压机压力下,可使两边小角向外侧进行变形。
28.进一步的左端盖1的一侧开设有第一夹槽103,左压合片2的两侧开设有第二夹槽203,多组中间压合片3的两侧开设有第三夹槽303,右压合片4的一侧开设有第四夹槽403,右压合片4远离第四夹槽403的一侧开设有第五夹槽404,右端盖5的一侧开设有第六夹槽502,开设的第一夹槽103、第二夹槽203、第三夹槽303、第四夹槽403、第五夹槽404和第六夹槽502,减轻散热器的质量。
29.进一步的第一夹槽103、第二夹槽203、第三夹槽303、第四夹槽403、第五夹槽404和第六夹槽502之间两两配合,设置的第一夹槽103、第二夹槽203、第三夹槽303、第四夹槽403、第五夹槽404和第六夹槽502,将两两压合片连接起来。
30.一种铝合金压合结构散热器的组装方法,包括以下步骤:步骤(a)、将左端盖1放置于工作台左端夹持固定,使得左端盖1的一侧与工作台内凹槽处贴合,而后将左压合片2一侧的第一公槽201移动至第一母槽101的正上方,而后下移左压合片2,直至左压合片2带动第一公槽201移动卡合至第一母槽101内部,完成左端盖1与左压合片2之间的连接,将左端盖1与左压合片2连接固定;步骤(b)、将中间压合片3一侧的第二公槽301移动至左压合片2第二母槽204的正上方,而后下移中间压合片3,直至中间压合片3带动第二公槽301移动卡合至第二母槽204内部,完成左压合片2与中间压合片3之间的连接,将左压合片2与中间压合片3连接固定;
步骤(c)、将第二组中间压合片3一侧的第二公槽301移动至第一组中间压合片3第二母槽204的正上方,而后下移第二组中间压合片3,直至第二组中间压合片3带动第二公槽301移动卡合至第一组中间压合片3第二母槽204内部,完成中间压合片3两两之间的连接,将中间压合片3两两之间固定连接;步骤(d)、重复步骤(c),增加中间压合片3的片数,中间压合片3的延伸固定,设置产品的宽度,灵活适配不同使用需求;步骤(e)、将右压合片4一侧的第三公槽401移动至中间压合片3第三母槽304的正上方,而后下移右压合片4,直至右压合片4带动第三公槽401移动卡合至第三母槽304内部,完成中间压合片3与右压合片4之间的连接,将中间压合片3与右压合片4连接固定;步骤(f)、将右端盖5一侧的第四母槽501移动至右压合片4第四公槽402的正上方,而后下移右端盖5,直至右端盖5连接第四母槽501移动卡合至第四公槽402外侧,完成右压合片4与右端盖5之间的连接,至此初步完成铝合金压合结构散热器的组装工作;步骤(g)、将初步组装后的铝合金压合结构散热器放入专用压合模具中,启动冲压机,将铝合金压合结构散热器内部的多部分压合片压紧,使得压合片之间紧密贴合一起,完成合金压合结构散热器整体的组装。
31.本发明的一种铝合金压合结构散热器及其组装方法,具有以下优点:本发明通过设置的连接结构,左端盖、左压合片、中间压合片、右压合片和右端盖两两之间均设置有用于卡合的连接结构,连接结构是在配合位置设置的,第一公槽与第一母槽、第二公槽与第二母槽、第三公槽与第三母槽和第四公槽与第四母槽两两之间具有稳定定位和预压紧力的存在,使型材大小均在最适合的大小,这样不仅在出料时使材料扭曲形变得到了有效的控制,也极大地提高了铝型材的产量和质量,保持产品的稳定性。
32.中间压合片的数量可按需求大量增加,也就是说每加一片中间压合片,最终产品的最大宽度将会增加,使得散热器的宽度能够灵活调整,灵活度大大提高;并且左端盖、左压合片、中间压合片和右端盖的上下端分别设置有两组梯形结构的第一母槽、第二母槽、第三母槽和第四母槽,其结构与其他压合片的右侧第一公槽、第二公槽、第三公槽和第四公槽连接;右侧第一公槽、第二公槽、第三公槽和第四公槽采用不规则梯形结构连接第一母槽、第二母槽、第三母槽和第四母槽。在组合毛坯料后,右侧第一公槽、第二公槽、第三公槽、第四公槽和与之对应的第一母槽、第二母槽、第三母槽、第四母槽之间并不会紧密接合,故右侧第一公槽、第二公槽、第三公槽和第四公槽在顶部设置了可变导槽,在冲压机的压力下,可使两边小角向外侧进行变形;因由于左侧第一母槽、第二母槽、第三母槽和第四母槽设置为梯形结构,在冲压机压力下,右侧第一公槽、第二公槽、第三公槽和第四公槽小角变形时会充满整个左侧第一母槽、第二母槽、第三母槽和第四母槽,使左端盖、左压合片、中间压合片、右压合片和右端盖之间紧密压合在一起,解决了传统小空腔型散热器挤出困难的问题。
33.尽管已经示出和描述了本发明的发明,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些发明进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1