一种高韧性化工耐腐蚀奥氏体不锈钢管的制作方法
1.本发明涉及不锈钢管加工技术领域,尤其涉及一种高韧性化工耐腐蚀奥氏体不锈钢管。
背景技术:
2.产品与普通的不锈钢无缝钢管生产工艺一致,材质304。普通的不锈钢无缝钢管不能满足其生产加工要求,普通钢管胀不动,因而需要一种特殊定制的用于冷凝器的不锈钢管。
3.经检索,中国专利号cn201510255951.8公开了一种用于冷凝器的不锈钢管生产方法,虽然适用于制备冷凝器,但是其韧性和耐腐蚀性不高,无法应用于特殊环境,不仅局限了不锈钢管的应用途径,还阻塞了不锈钢管的推广,且一般的无缝不锈钢管的尺寸固定,无法根据实际情况调整尺寸,需替换制作过程中的挤出机,不仅提高了成本的投入,还延误了不锈钢管的生产,带来了制作缺陷的问题。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在的缺陷,而提出的一种高韧性化工耐腐蚀奥氏体不锈钢管。
5.为了实现上述目的,本发明采用了如下技术方案:一种高韧性化工耐腐蚀奥氏体不锈钢管,该高韧性化工耐腐蚀奥氏体不锈钢管的制备方法包括以下制备工序:制备不锈钢板-制造管坯-制造荒管-固溶-冷作拉拔-后处理-包装入库;所述制备不锈钢管的锭料或坯料工序:将金属铁放置于电弧炉内,其炉内温度为1500-1700℃,融化后得到高炉铁水,将合金放入中频炉内,其炉内温度为1550-1750℃,得到合金溶液,将高炉铁水和合金溶液,经钢包注入aod炉内,冶炼时吹入o2、ar或n2混合气体,得到钢水,并对钢水脱碳,同时调整合金成分,再取样分析,当各个合金成分达到国标要求,再将钢水放入连铸机内进行锻造,出坯时定尺切割,再采用十字方向反复镦粗拔长3次,再压延成特定尺寸的不锈钢板,最后空放冷却至室温;所述制造管坯工序:采用有机溶剂对不锈钢板的待焊接部位进行清洗,再将清洗后的不锈钢板放于卷管成型机上,由卷管成型机卷曲不锈钢板,形成待焊接管,再采用等离子弧焊的方法焊接待焊接管,最后进行酸洗处理,即得管坯;所述制造荒管工序:将管坯放入轧管机进行轧制,所述轧管机的初轧方坯加热温度按以下要求控制:预热段为:700-800℃,加热段为:900-1100℃,均热段:1100-1200℃;其开轧温度为:1120-1140℃;终轧吐丝温度为:900-1000℃,精轧速度控制在28-35m/s,即得荒管;所述固溶工序:采用电接触加热的方式对荒管进行固溶处理,当荒管达到指定温度后断电淬水,得到固溶态的管坯;
所述冷作拉拔工序:采用固定芯头拉拔的方式加工固溶态的管坯,即得预不锈钢管;所述后处理工序:对预不锈钢管进行退火处理,退火后再加热至1100-1300℃,保持1.5h,再进行淬火和回火处理,冷却至室温后,即得不锈钢管;所述包装入库工序:对不锈钢管的表面和尺寸进行检验,合格后再进行ndt无损检测,检验合格后的产品进行包装,放入货库中存储。
6.进一步地,该不锈钢管的化学成分及质量百分比为:c:0.05-0.08%,mn:5-8%,si:0.6-0.9%,p:0.005-0.010%,s:0.022-0.030%,cr:23.0-25.0%,ni:10.0-17.0%,mo:2.0-4.0%,n:0.08-0.14%,余量为fe和不可避免的杂质元素。
7.进一步地,制造管坯工序中所述有机溶剂清洗不锈钢板的次数为6-8次,且有机溶剂为无水乙醇,所述待焊接管的焊接宽度为3mm,所述酸洗处理的时间为0.5-1h,所述等离子弧焊的条件为:电流220a、电压20v、焊接速度260mm/min,保护气体的流量30l/min。
8.进一步地,固溶工序中所述电接触加热的电流为500-1000a,所述指定温度为1000-1200℃。
9.进一步地,冷作拉拔工序中所述固溶态的管坯壁厚减壁量为0.02-0.08mm,外径减径量为0.5-2.0mm,所述冷作拉拔的总加工率为20%-30%,所述冷作拉拔的道次数为3道次。
10.进一步地,后处理工序中所述退火处理的退火温度为600-800℃,所述淬火温度为950-1050℃,所述回火温度为500-700℃,回火时间为1.5-2h。
11.相比于现有技术,本发明的有益效果在于:1、本发明可显著提高不锈钢管的韧性和耐腐蚀性,从而可应用于特殊环境,不仅拓展了不锈钢管的应用途径,还利于不锈钢管的推广,同时不锈钢管的内表面更加光洁且粗糙度≤0.20
µ
m,从而使得不锈钢管的内部摩擦力较小,不会滞留物体,同时减小了钢管内部的作用力。
12.2、本发明可根据实际情况调整不锈钢板的尺寸,从而可相应更改不锈钢管的尺寸,使得不锈钢管的尺寸调节简便,无需替换制作仪器,不仅降低了成本的投入,还可保证不锈钢管的正常生产。
附图说明
13.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。
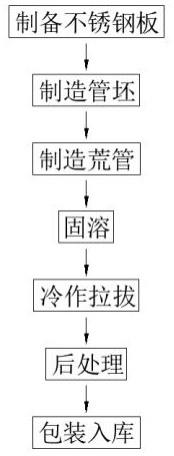
14.图1为本发明提出的一种高韧性化工耐腐蚀奥氏体不锈钢管的制造流程图。
具体实施方式
15.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
16.实施例1:请参阅图1,本发明提供一种技术方案:一种高韧性化工耐腐蚀奥氏体不锈钢管,该高韧性化工耐腐蚀奥氏体不锈钢管的制备方法包括以下制备工序:制备不锈钢板-制造
管坯-制造荒管-固溶-冷作拉拔-后处理-包装入库;制备不锈钢管的锭料或坯料工序:将金属铁放置于电弧炉内,其炉内温度为1500℃,融化后得到高炉铁水,将合金放入中频炉内,其炉内温度为1550℃,得到合金溶液,将高炉铁水和合金溶液,经钢包注入aod炉内,冶炼时吹入o2、ar或n2混合气体,得到钢水,并对钢水脱碳,同时调整合金成分,再取样分析,当各个合金成分达到国标要求,再将钢水放入连铸机内进行锻造,出坯时定尺切割,再采用十字方向反复镦粗拔长3次,再压延成特定尺寸的不锈钢板,最后空放冷却至室温;制造管坯工序:采用有机溶剂对不锈钢板的待焊接部位进行清洗,再将清洗后的不锈钢板放于卷管成型机上,由卷管成型机卷曲不锈钢板,形成待焊接管,再采用等离子弧焊的方法焊接待焊接管,最后进行酸洗处理,即得管坯,有机溶剂清洗不锈钢板的次数为6次,且有机溶剂为无水乙醇,待焊接管的焊接宽度为3mm,酸洗处理的时间为0.5h,等离子弧焊的条件为:电流220a、电压20v、焊接速度260mm/min,保护气体的流量30l/min;制造荒管工序:将管坯放入轧管机进行轧制,轧管机的初轧方坯加热温度按以下要求控制:预热段为:700℃,加热段为:900℃,均热段:1100℃;其开轧温度为:1120℃;终轧吐丝温度为:900℃,精轧速度控制在28m/s,即得荒管;固溶工序:采用电接触加热的方式对荒管进行固溶处理,当荒管达到指定温度后断电淬水,得到固溶态的管坯,电接触加热的电流为500a,指定温度为1000℃;冷作拉拔工序:采用固定芯头拉拔的方式加工固溶态的管坯,即得预不锈钢管,固溶态的管坯壁厚减壁量为0.02mm,外径减径量为0.5mm,冷作拉拔的总加工率为20%,冷作拉拔的道次数为3道次;后处理工序:对预不锈钢管进行退火处理,退火后再加热至1100℃,保持1.5h,再进行淬火和回火处理,冷却至室温后,即得不锈钢管,该不锈钢管的化学成分及质量百分比为:c:0.05%,mn:5%,si:0.6%,p:0.005%,s:0.022%,cr:23.0%,ni:10.0%,mo:2.0%,n:0.08%,余量为fe和不可避免的杂质元素,退火处理的退火温度为600℃,淬火温度为950℃,回火温度为500℃,回火时间为1.5h;包装入库工序:对不锈钢管的表面和尺寸进行检验,合格后再进行ndt无损检测,检验合格后的产品进行包装,放入货库中存储。
17.实施例2:请参阅图1,本发明提供一种技术方案:一种高韧性化工耐腐蚀奥氏体不锈钢管,该高韧性化工耐腐蚀奥氏体不锈钢管的制备方法包括以下制备工序:制备不锈钢板-制造管坯-制造荒管-固溶-冷作拉拔-后处理-包装入库;制备不锈钢管的锭料或坯料工序:将金属铁放置于电弧炉内,其炉内温度为1600℃,融化后得到高炉铁水,将合金放入中频炉内,其炉内温度为1650℃,得到合金溶液,将高炉铁水和合金溶液,经钢包注入aod炉内,冶炼时吹入o2、ar或n2混合气体,得到钢水,并对钢水脱碳,同时调整合金成分,再取样分析,当各个合金成分达到国标要求,再将钢水放入连铸机内进行锻造,出坯时定尺切割,再采用十字方向反复镦粗拔长3次,再压延成特定尺寸的不锈钢板,最后空放冷却至室温;制造管坯工序:采用有机溶剂对不锈钢板的待焊接部位进行清洗,再将清洗后的不锈钢板放于卷管成型机上,由卷管成型机卷曲不锈钢板,形成待焊接管,再采用等离子弧
焊的方法焊接待焊接管,最后进行酸洗处理,即得管坯,有机溶剂清洗不锈钢板的次数为7次,且有机溶剂为无水乙醇,待焊接管的焊接宽度为3mm,酸洗处理的时间为0.75h,等离子弧焊的条件为:电流220a、电压20v、焊接速度260mm/min,保护气体的流量30l/min;制造荒管工序:将管坯放入轧管机进行轧制,轧管机的初轧方坯加热温度按以下要求控制:预热段为:750℃,加热段为:1000℃,均热段:1150℃;其开轧温度为:1130℃;终轧吐丝温度为:950℃,精轧速度控制在31m/s,即得荒管;固溶工序:采用电接触加热的方式对荒管进行固溶处理,当荒管达到指定温度后断电淬水,得到固溶态的管坯,电接触加热的电流为750a,指定温度为1100℃;冷作拉拔工序:采用固定芯头拉拔的方式加工固溶态的管坯,即得预不锈钢管,固溶态的管坯壁厚减壁量为0.05mm,外径减径量为1.35mm,冷作拉拔的总加工率为25%,冷作拉拔的道次数为3道次;后处理工序:对预不锈钢管进行退火处理,退火后再加热至1200℃,保持1.5h,再进行淬火和回火处理,冷却至室温后,即得不锈钢管,该不锈钢管的化学成分及质量百分比为:c:0.07%,mn:7%,si:0.7%,p:0.007%,s:0.026%,cr:24.0%,ni:13.0%,mo:3.0%,n:0.11%,余量为fe和不可避免的杂质元素,退火处理的退火温度为700℃,淬火温度为1000℃,回火温度为600℃,回火时间为1.7h;包装入库工序:对不锈钢管的表面和尺寸进行检验,合格后再进行ndt无损检测,检验合格后的产品进行包装,放入货库中存储。
18.实施例3:请参阅图1,本发明提供一种技术方案:一种高韧性化工耐腐蚀奥氏体不锈钢管,该高韧性化工耐腐蚀奥氏体不锈钢管的制备方法包括以下制备工序:制备不锈钢板-制造管坯-制造荒管-固溶-冷作拉拔-后处理-包装入库;制备不锈钢管的锭料或坯料工序:将金属铁放置于电弧炉内,其炉内温度为1700℃,融化后得到高炉铁水,将合金放入中频炉内,其炉内温度为1750℃,得到合金溶液,将高炉铁水和合金溶液,经钢包注入aod炉内,冶炼时吹入o2、ar或n2混合气体,得到钢水,并对钢水脱碳,同时调整合金成分,再取样分析,当各个合金成分达到国标要求,再将钢水放入连铸机内进行锻造,出坯时定尺切割,再采用十字方向反复镦粗拔长3次,再压延成特定尺寸的不锈钢板,最后空放冷却至室温;制造管坯工序:采用有机溶剂对不锈钢板的待焊接部位进行清洗,再将清洗后的不锈钢板放于卷管成型机上,由卷管成型机卷曲不锈钢板,形成待焊接管,再采用等离子弧焊的方法焊接待焊接管,最后进行酸洗处理,即得管坯,有机溶剂清洗不锈钢板的次数为8次,且有机溶剂为无水乙醇,待焊接管的焊接宽度为3mm,酸洗处理的时间为1h,等离子弧焊的条件为:电流220a、电压20v、焊接速度260mm/min,保护气体的流量30l/min;制造荒管工序:将管坯放入轧管机进行轧制,轧管机的初轧方坯加热温度按以下要求控制:预热段为:800℃,加热段为:1100℃,均热段:1200℃;其开轧温度为:1140℃;终轧吐丝温度为:1000℃,精轧速度控制在35m/s,即得荒管;固溶工序:采用电接触加热的方式对荒管进行固溶处理,当荒管达到指定温度后断电淬水,得到固溶态的管坯,电接触加热的电流为1000a,指定温度为1200℃;冷作拉拔工序:采用固定芯头拉拔的方式加工固溶态的管坯,即得预不锈钢管,固
溶态的管坯壁厚减壁量为0.08mm,外径减径量为2.0mm,冷作拉拔的总加工率为30%,冷作拉拔的道次数为3道次;后处理工序:对预不锈钢管进行退火处理,退火后再加热至1300℃,保持1.5h,再进行淬火和回火处理,冷却至室温后,即得不锈钢管,该不锈钢管的化学成分及质量百分比为:c:0.08%,mn:8%,si:0.9%,p:0.010%,s:0.030%,cr:25.0%,ni:17.0%,mo:4.0%,n:0.14%,余量为fe和不可避免的杂质元素,退火处理的退火温度为800℃,淬火温度为1050℃,回火温度为700℃,回火时间为2h;包装入库工序:对不锈钢管的表面和尺寸进行检验,合格后再进行ndt无损检测,检验合格后的产品进行包装,放入货库中存储。
19.对比例1:请参阅图1,本发明提供一种技术方案:一种高韧性化工耐腐蚀奥氏体不锈钢管,该制造管坯工序中直接采用挤出机制作无缝管坯,其它方案同实施例1。
20.对比可知:四种不锈钢管的韧性和耐腐蚀性均显著提高,从而可应用于特殊环境,不仅拓展了不锈钢管的应用途径,还利于不锈钢管的推广,同时不锈钢管的内表面更加光洁且粗糙度≤0.20
µ
m,从而使得不锈钢管的内部摩擦力较小,不会滞留物体,同时减小了钢管内部的作用力,且实施例1、2和3均可根据实际情况调整不锈钢板的尺寸,从而可相应更改不锈钢管的尺寸,使得不锈钢管的尺寸调节简便,无需替换制作仪器,不仅降低了成本的投入,还可保证不锈钢管的正常生产。
21.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1