一种焊后低残留物的无卤无铅焊锡膏及其制备方法与流程
1.本发明焊接材料技术领域,具体涉及一种焊后低残留物的无卤无铅焊锡膏及其制备方法。
背景技术:
2.随着电子行业的迅速发展,智能硬件散热器、led照明组件贴装、太阳能光伏等热敏感的低温焊接应用领域需求快速增长。作为电子元器件的和电路板连接材料的无铅锡膏得到广泛的应用。目前使用的sn ag cu、snag等无铅合金系焊料制备的锡膏,再流焊温度一般在230℃以上,无法满足低温焊接的要求。不适用于热敏感电子元件的焊接过程。因此,熔点较低的锡铋系无铅锡膏成为了低温焊接领域的首选材料,然而现有的锡铋系无铅锡膏活性不高,导致焊盘无法除去表面氧化层,使焊接出现虚焊、立碑、锡球、不润湿等不良现象。针对上述的问题,现有技术主要通过使用腐蚀性较强的含卤化物(如氟化氢铵、四羟丙基乙二胺氢氟酸盐等)作为活性剂来去除焊接过程中形成的黑色氧化物,不仅对焊点和基板产生腐蚀,降低表面绝缘电阻,影响焊点的电气性能,而且尚未能解决锡膏储存稳定性问题。
3.因此,亟需一种表面绝缘电阻高,润湿性强,扩展率高,焊后低残留物的无卤无铅焊锡膏。
技术实现要素:
4.本发明为了解决现有技术使用腐蚀性较强的含卤化物作为活性剂,对焊点和基板产生腐蚀,降低表面绝缘电阻的弱点,提供一种焊后低残留物的无卤无铅焊锡膏;
5.本发明的第二个目的是提供一种焊后低残留物的无卤无铅焊锡膏的制备方法。
6.为实现上述第一个目的,本发明采用的技术方案是:
7.一种焊后低残留物的无卤无铅焊锡膏,包括以下组分:93.1-96.1wt%的焊料合金粉、2.4-7.0wt%的助焊剂;
8.所述焊料合金粉,包括以下组分:1.7-3.1wt%的银、2.1-3.6wt%的铜、6.5-8.7wt%的锆、4.1-5.7wt%的钇、0.11-0.25wt%的铑和0.09-0.19wt%的钯以及余量的锡,通过添加钇能明显改善锡合金强度、硬度和耐热性能,提高焊锡丝的熔点,同时增强锡合金的抗氧化和延展性,通过在锡合金中添加微量稀土元素能够改善焊料的凝固结晶状态,增加焊锡丝的熔点,提高焊料的抗拉强度和韧性,因未加入了bi、pb、co等放射性同位元素,以减少由于衰变引起的信号干扰,也未加入fe、co、ni、nd等磁性材料,可降低由材料非线性引起的信号干扰;
9.所述助焊剂,包括以下组分:33-42.5wt%的松香、8.5-11.6wt%的活化剂、2.7-4.1wt%的触变剂、11.5-15.2wt%的热固性树脂、1.2-3.2wt%的表面活性剂以及余量的有机溶剂;所述热固性树脂由氰酸酯树脂和三聚氰胺树脂按重量比为1-2:3-4复配,采用松香和热固性树脂的共聚作为主体,不仅可以增进金属表面润锡能力,同时能改善焊锡丝的延伸韧性,可以有效降低焊后残留物的存在,避免腐蚀基板,影响产品的最终效果。
10.如上所述的焊后低残留物的无卤无铅焊锡膏,所述氰酸酯树脂为双酚a型氰酸酯、双酚f型氰酸酯、双酚m型氰酸酯、酚醛氰酸酯中的一种或多种组合物,通过使用氰酸酯,其固化后形成的三嗪网络具有优良的力学性能、高的玻璃化转变温度(tg=260℃),通过在助焊剂中添加的氰酸酯/三聚氰胺树脂体系,通过三聚氰胺树脂对氰酸酯树脂进行共聚改性,经改性后提高体系的熔点,可有效减少焊后残留物。
11.如上所述的焊后低残留物的无卤无铅焊锡膏,所述三聚氰胺树脂为1,3,5-三嗪-2,4,6-三胺和甲醛的高分子聚合物,所述高分子聚合物在所述三聚氰胺树脂乳液中的固含量为30-70%,通过在微酸性条件下用作氰酸酯树脂的交联剂,能有效增加焊锡膏体系施工时的流动性和稳定性。
12.如上所述的焊后低残留物的无卤无铅焊锡膏,所述活化剂为丁二酸、戊二酸、庚二酸和苹果酸中的一种或多种组合,通过使用不含卤化物的活性剂,以减小焊膏对基材的腐蚀性,减少焊接后的残留物,避免焊后造成过度的腐蚀,影响使用,节约清洗的成本。
13.如上所述的焊后低残留物的无卤无铅焊锡膏,所述触变剂为对苯二酚、十二羟基硬脂酸、氢化蓖麻油、改性氢化蓖麻油和脂肪酸酰胺中两种或多种组合,通过添加触变剂调节焊锡膏的粘度以及印刷性能,在不受力状态下使其粘度增大,以保持固有形状,防止焊膏塌陷,起到在印刷中防止出现拖尾、粘连、坍塌等现象。
14.如上所述的焊后低残留物的无卤无铅焊锡膏,所述松香为水白松香、全氢化松香、歧化松香中的任一种,其常温下起保护膜作用不显活性,但在回流焊高温下活性被激活,在很短时间里迅速去除焊料和母材表面的氧化膜,同时在焊料表面形成防止金属再氧化的保护膜,有利于抑制回流焊加热期间在焊料表面氧化膜的生成,使锡膏可以在持续高温烘烤下仍保持很好的焊接活性。
15.如上所述的焊后低残留物的无卤无铅焊锡膏,所述表面活化剂为无卤活化剂st-200、聚乙二醇400按重量比1:1-3复配。
16.如上所述的焊后低残留物的无卤无铅焊锡膏,所述有机溶剂为三丙二醇丁醚、甲苯异丁基甲酮、醋酸乙酯和醋酸丁酯中的一种或多种组合。
17.为实现上述第二个目的,本发明采用的技术方案是:
18.如上任一项所述焊后低残留物的无卤无铅焊锡膏的制备方法,包括以下步骤:
19.s1、按所述重量百分比称取上述各组分,备用;
20.s2、把有机溶剂加入到容器中,加热至120-140℃,再加入松香,待溶解后,加入热固性树脂,搅拌至完全溶解;
21.s3、保持温度在120-140℃,加入触变剂搅拌直至完全溶解;
22.s4、将温度降至60-80℃,加入抗氧化剂、活化剂,搅拌40-60min;
23.s5、用研磨机在4000-5000r/min的转速下研磨至粒径小于20μm,得到助焊剂;
24.s6、在搅拌机中加入助焊剂和焊料合金粉,混合搅拌40-60分钟,即得。
25.本发明相对于现有技术,有以下优点:
26.1、本技术提供一种焊后低残留物的无卤无铅焊锡膏,包括93.1-96.6wt%的焊料合金粉和2.4-7.6wt%的助焊剂,焊料合金粉由锡、银、铜、锆、钇、铑和钯,通过添加钇能明显改善锡合金强度、硬度和耐热性能,提高焊锡丝的熔点,同时增强锡合金的抗氧化和延展性,通过在锡合金中添加微量稀土元素能够改善焊料的凝固结晶状态,增加焊锡丝的熔点,
提高焊料的抗拉强度和韧性,因未加入了bi、pb、co等放射性同位元素,以减少由于衰变引起的信号干扰,也未加入fe、co、ni、nd等磁性材料,可降低由材料非线性引起的信号干扰,本技术助焊剂包括松香、热固性树脂、触变剂、活化剂、表面活化剂、溶剂,采用松香和热固性树脂的共聚作为主体,不仅可以增进金属表面润锡能力,同时能改善焊锡丝的延伸韧性,可以有效降低焊后残留物的存在,避免腐蚀基板,影响产品的最终效果,通过使用氰酸酯,其固化后形成的三嗪网络具有优良的力学性能、高的玻璃化转变温度(tg=260℃),通过在助焊剂中添加的氰酸酯/三聚氰胺树脂体系,通过三聚氰胺树脂对氰酸酯树脂进行共聚改性,经改性后提高体系的熔点,可有效减少焊后残留物。
27.2、本发明提供的一种焊后低残留物的无卤无铅焊锡膏的制备方法,先后制备助焊剂以及焊料合金粉,工艺简便,反应温和,过程中无有害气体产生,适合大批量生产。
具体实施方式
28.下面结合实施例1-6对本发明的技术方案进行说明。
29.实施例1
30.一种焊后低残留物的无卤无铅焊锡膏,包括以下重量组分组成,93.10wt%的焊料合金粉、6.90wt%的助焊剂,其中锡料合金粉的组分配比如表2所示,所述助焊剂的组分配比如表3所述,其制备方法,包括以下步骤:
31.按表2、表3所述重量百分比称取各组分,备用;先把溶剂加入到容器中,加热至120℃,再加入松香,搅拌至松香完全溶解,加入热固性树脂,保持温度在120℃下,将触变剂加入容器,保持温度并搅拌直至完全溶解后;
32.将温度降至70℃,加入抗氧化剂和活化剂,保持温度并搅拌45分钟;将混合物用研磨机在4000r/min的转速下研磨至粒径小于20微米,得到助焊剂;在锡膏搅拌机中加入助焊剂以及焊料合金分,混合搅拌60分钟,冷藏,得到所述焊后低残留物的无卤无铅焊锡膏。
33.实施例2
34.一种焊后低残留物的无卤无铅焊锡膏,包括以下重量组分组成,94.50wt%的焊料合金粉、5.50wt%的助焊剂,其中锡料合金粉的组分配比如表2所示,所述助焊剂的组分配比如表3所述,其制备方法,包括以下步骤:
35.按表2、表3所述重量百分比称取各组分,备用;先把溶剂加入到容器中,加热至120℃,再加入松香,搅拌至松香完全溶解,加入热固性树脂,保持温度在120℃下,将触变剂加入容器,保持温度并搅拌直至完全溶解后;
36.将温度降至70℃,加入抗氧化剂和活化剂,保持温度并搅拌45分钟;将混合物用研磨机在4000r/min的转速下研磨至粒径小于20微米,得到助焊剂;在锡膏搅拌机中加入助焊剂以及焊料合金分,混合搅拌60分钟,冷藏,得到所述焊后低残留物的无卤无铅焊锡膏。
37.实施例3
38.一种焊后低残留物的无卤无铅焊锡膏,包括以下重量组分组成,95.90wt%的焊料合金粉、4.10wt%的助焊剂,其中锡料合金粉的组分配比如表2所示,所述助焊剂的组分配比如表3所述,其制备方法,包括以下步骤:
39.按表2、表3所述重量百分比称取各组分,备用;先把溶剂加入到容器中,加热至120℃,再加入松香,搅拌至松香完全溶解,加入热固性树脂,保持温度在120℃下,将触变剂加
入容器,保持温度并搅拌直至完全溶解后;
40.将温度降至70℃,加入抗氧化剂和活化剂,保持温度并搅拌45分钟;将混合物用研磨机在4000r/min的转速下研磨至粒径小于20微米,得到助焊剂;在锡膏搅拌机中加入助焊剂以及焊料合金分,混合搅拌60分钟,冷藏,得到所述焊后低残留物的无卤无铅焊锡膏。
41.实施例4
42.一种焊后低残留物的无卤无铅焊锡膏,包括以下重量组分组成,96.10wt%的焊料合金粉、3.90wt%的助焊剂,其中锡料合金粉的组分配比如表2所示,所述助焊剂的组分配比如表3所述,其制备方法,包括以下步骤:
43.按表2、表3所述重量百分比称取各组分,备用;先把溶剂加入到容器中,加热至120℃,再加入松香,搅拌至松香完全溶解,加入热固性树脂,保持温度在120℃下,将触变剂加入容器,保持温度并搅拌直至完全溶解后;
44.将温度降至70℃,加入抗氧化剂和活化剂,保持温度并搅拌45分钟;将混合物用研磨机在4000r/min的转速下研磨至粒径小于20微米,得到助焊剂;在锡膏搅拌机中加入助焊剂以及焊料合金分,混合搅拌60分钟,冷藏,得到所述焊后低残留物的无卤无铅焊锡膏。
45.实施例5
46.一种焊后低残留物的无卤无铅焊锡膏,包括以下重量组分组成,94.80wt%的焊料合金粉、5.20wt%的助焊剂,其中锡料合金粉的组分配比如表2所示,所述助焊剂的组分配比如表3所述,其制备方法,包括以下步骤:
47.按表2、表3所述重量百分比称取各组分,备用;先把溶剂加入到容器中,加热至120℃,再加入松香,搅拌至松香完全溶解,加入热固性树脂,保持温度在120℃下,将触变剂加入容器,保持温度并搅拌直至完全溶解后;
48.将温度降至70℃,加入抗氧化剂和活化剂,保持温度并搅拌45分钟;将混合物用研磨机在4000r/min的转速下研磨至粒径小于20微米,得到助焊剂;在锡膏搅拌机中加入助焊剂以及焊料合金分,混合搅拌60分钟,冷藏,得到所述焊后低残留物的无卤无铅焊锡膏。
49.实施例6
50.一种焊后低残留物的无卤无铅焊锡膏,包括以下重量组分组成,93.60wt%的焊料合金粉、6.40wt%的助焊剂,其中锡料合金粉的组分配比如表2所示,所述助焊剂的组分配比如表3所述,其制备方法,包括以下步骤:
51.按表2、表3所述重量百分比称取各组分,备用;先把溶剂加入到容器中,加热至120℃,再加入松香,搅拌至松香完全溶解,加入热固性树脂,保持温度在120℃下,将触变剂加入容器,保持温度并搅拌直至完全溶解后;
52.将温度降至70℃,加入抗氧化剂和活化剂,保持温度并搅拌45分钟;将混合物用研磨机在4000r/min的转速下研磨至粒径小于20微米,得到助焊剂;在锡膏搅拌机中加入助焊剂以及焊料合金分,混合搅拌60分钟,冷藏,得到所述焊后低残留物的无卤无铅焊锡膏。
53.表1:实施例1-6的锡膏的组分重量配比
54.组分实施例1实施例2实施例3实施例4实施例5实施例6焊料合金粉93.10%94.50%95.90%96.10%94.80%93.60%助焊剂6.90%5.50%4.10%3.90%5.20%6.40%
55.表2:实施例1-6的焊料合金粉的组分重量配比
56.组分实施例1实施例2实施例3实施例4实施例5实施例6锡81.98%82.63%80.90%83.44%81.48%82.49%银3.10%2.90%2.50%2.10%1.90%1.80%铜2.10%2.30%2.80%2.50%3.40%3.20%锆8.40%6.80%8.70%7.20%7.60%6.50%钇4.10%5.10%4.80%4.50%5.20%5.70%铑0.13%0.15%0.21%0.11%0.25%0.18%钯0.19%0.12%0.09%0.15%0.17%0.13%
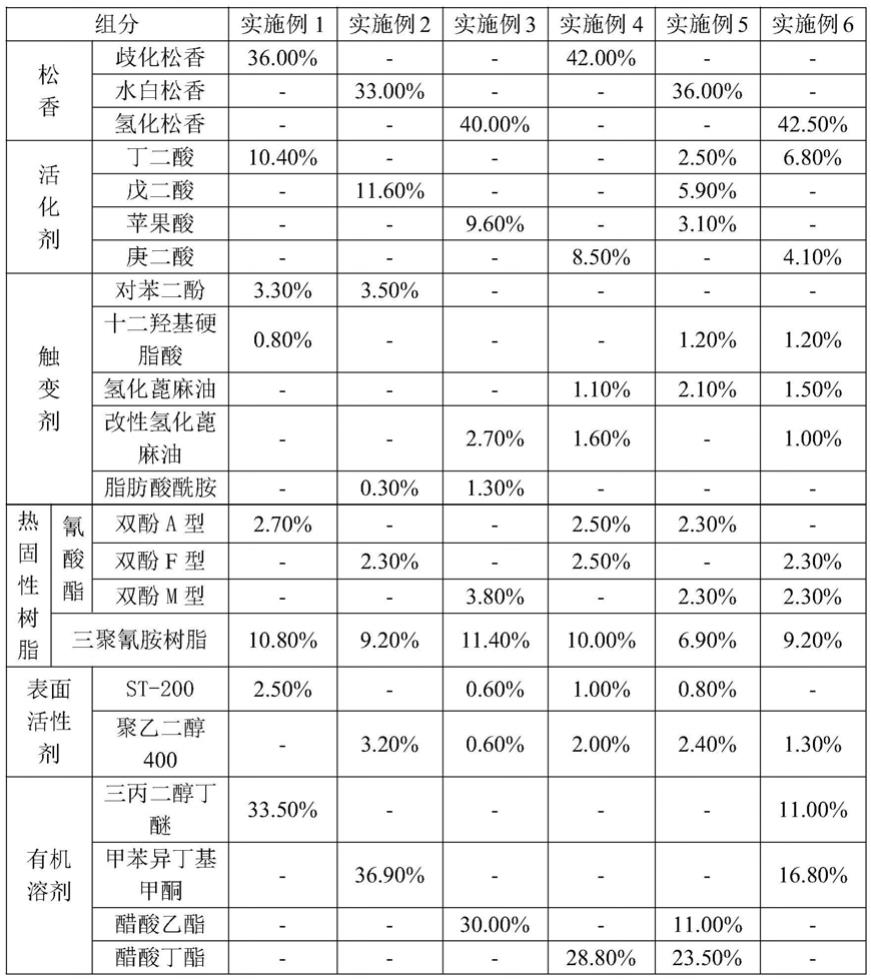
57.表3:实施例1-6的助焊剂的组分重量配比
[0058][0059]
将实施例1-6所制得焊后低残留物的无卤无铅焊锡膏和与对比例市售无铅锡膏做性能测试,测试结果如表4所示:
[0060]
表4:实施例1-6与对比例测试结果
[0061][0062][0063]
从表中可以看出,本技术提供一种焊后低残留物的无卤无铅焊锡膏,通过在锡合金中添加微量稀土元素能够改善焊料的凝固结晶状态,增加焊锡丝的熔点,提高焊料的抗拉强度和韧性,采用松香和热固性树脂的共聚作为主体,不仅可以增进金属表面润锡能力,同时能改善焊锡丝的延伸韧性,可以有效降低焊后残留物的存在,避免腐蚀基板,影响产品的最终效果,通过使用氰酸酯,其固化后形成的三嗪网络具有优良的力学性能、高的玻璃化转变温度(tg=260℃),通过在助焊剂中添加的氰酸酯/三聚氰胺树脂体系,通过三聚氰胺树脂对氰酸酯树脂进行共聚改性,经改性后提高体系的熔点,可有效减少焊后残留物。
[0064]
以上所述仅为本技术的较佳实施例而已,并不用以限制本技术,凡在本技术的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1