一种电渣焊板件及避免其组装间隙造成漏渣的方法与流程
1.本发明涉及焊接技术领域,具体涉及一种电渣焊板件及避免其组装间隙造成漏渣的方法。
背景技术:
2.建筑钢结构已发展近30年,多数场馆、机场、高层建筑等常用到箱体结构构件,构件主体结构主要由上翼板、下翼板、腹板、内隔板、工艺隔板组成。构件在工厂加工过程中,由于内隔板处于箱体里面,若想将内隔板四边与箱体内壁均进行焊接,通常采用电渣焊的方法。电渣焊是利用电流通过熔渣所产生的电阻热作为热源,将填充金属和母材融化,凝固后形成金属原子间的牢固连接的焊接方法。因为电渣焊是在竖向垂直位置进行焊接的,所以为了保证熔池形状、强制焊缝的形成,需要在内隔板电渣焊两侧焊接夹板条,夹板条相对隔板伸出设置,在翼板和夹板条贴紧就会形成一个用于焊接的方槽,便于后续进行电渣焊。
3.目前在工厂生产过程中,下翼板与夹板条在组装时可肉眼观察夹板条与下翼板有没有贴紧,而上翼板为箱体最后装配的盖板,所以在上翼板与夹板条组立连接时总是无法贴紧出现间隙,当板件之间间隙超过1.5mm将影响熔池的成型导致电渣焊质量问题。一般造成装配产生间隙的原因如下:1.在箱体组立时,可能因为腹板坡口上的焊接衬垫位置高出夹板条的上表面位置,导致上翼板装配时被焊接衬板顶住,无法与夹板条贴紧。
4.2.在夹板条与内隔板安装过程中,同块内隔板上两侧夹板条高、低不平,以至于上翼板组立时,上翼板与其中一块低的夹板条组立无法贴紧,从而出现间隙。
5.3.在箱体节点区域或变截面箱体存在多块电渣焊内隔板,两侧内隔板比中间内隔板高,盖板时两侧隔板将上翼板顶住造成上翼板与中间隔板夹板条无法贴紧。
技术实现要素:
6.针对以上不足,本发明所要解决的技术问题是提供一种避免电渣焊板件组装间隙造成漏渣的方法,通过本方法可以防止电渣焊过程中因为间隙而影响电渣焊质量的问题。
7.为解决以上技术问题,本发明采用的技术方案是,一种电渣焊板件,包括下翼板、上翼板、腹板、电渣焊内隔板组件、石棉绳,下翼板的两侧边缘固定焊接有腹板,上翼板与两侧腹板固定焊接,上翼板、下翼板、腹板之间固定连接电渣焊内隔板组件,电渣焊内隔板与下翼板和上翼板端面形成焊接空腔,焊接空腔用于电渣焊焊接。
8.进一步的,电渣焊内隔板组件包括内隔板和夹板条,夹板条布设在内隔板的两侧边缘,且内隔板夹设在相邻的之间。
9.一种避免电渣焊板件组装间隙造成漏渣的方法,包括以下步骤,(1)准备箱体的焊接件,焊接件包括上翼板、下翼板、腹板、内隔板、夹板条、石棉绳;
(2)内隔板与夹板条组立,形成电渣焊内隔板组件;(3)下翼板划线放样,放样线包括用于对垫板进行定位的腹板边缘线、用于对隔板进行定位的隔板位置线和装配基准线;(4)在腹板上安装垫板,安装过程中,通过点焊将垫板与腹板进行固定装配,点焊要求为每间隔300mm焊接60mm,禁止在腹板坡口面点焊固定垫板;(5)将内隔板组件安装至下翼板上,内隔板与下翼缘之间的间隙不得超过0.5mm,垂直度小于1mm,每边均匀点焊3处,点焊长度60~90mm,距离端头20mm;(6)通过u型组立机在下翼板的两侧安装腹板,腹板与下翼缘各处均需保证垂直,垂直后从内部进行固定点焊,内隔板与腹板每边均匀点焊三处,点焊长度为60~90mm,点焊距离端头20mm,较长距离没有内隔板的箱体采用临时支撑对箱体内部进行加固,减少翻身和焊接的变形;(7)内隔板组件与下翼板、两侧腹板焊接,保证焊接腔的密封性;(8)隐蔽检测;(9)在夹板条上铺设一条石棉绳;(10)装配上翼板;(11)将上翼板、下翼板、腹板通过气保焊打底焊接;(12)通过腹板上的焊孔对内隔板组件与上翼板、下翼板进行电渣焊,根据箱体外侧内隔板位置开设电渣焊孔,开设完成后去除孔内的杂物;采用引弧、熄弧铜帽进行焊接,引出长度不小于25mm;焊管不得与板件接触,易烧坏焊管;尽可能对称焊接,减少焊接变形;(13)箱体主体焊缝盖面,探伤合格后采用碳弧气刨去除引出端并采用打磨机磨平;采用角焊机或埋弧焊进行盖面,根据坡口面的大小调整焊接电流、电压、行驶速度;焊接完成后清渣和飞溅,采用火焰或碳弧气刨去除端头引、熄弧板,严禁敲击去除。
10.本发明的有益效果是,本方法中,通过石棉绳来填充夹板条与上翼板之间的间隙,降低夹板条与内隔板之间的装配精度要求,并且可以更好的实现焊接腔密封,并且能够很好的将内隔板组件与翼板、腹板垂直,保证电渣焊质量的同时保证箱体整体强度。
附图说明
11.图1是电渣焊内隔板组件的结构示意图。
12.图2是电渣焊内隔板组件、石棉绳的安装结构示意图。
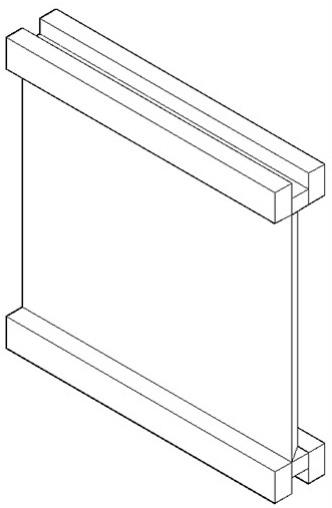
13.图3是电渣焊板件的装配示意图。
14.图4是电渣焊板件的结构示意图。
15.附图标记:下翼板1-1,腹板1-2,电渣焊内隔板组件1-3,石棉绳1-4,上翼板1-5,内隔板1-3-1,夹板条1-3-2,马脚1-3-3。
具体实施方式
16.下面结合附图对本发明进行进一步描述。
17.本实施例所要焊接成形的箱体包括以下焊接件:下翼板1-1、上翼板1-5、腹板1-2、电渣焊内隔板组件1-3、石棉绳1-4,下翼板1-1的两侧边缘固定焊接有腹板1-2,上翼板1-5与两侧腹板1-2固定焊接,上翼板1-5、下翼板1-1、腹板1-2之间固定连接电渣焊内隔板组件
1-3,电渣焊内隔板与下翼板1-1和上翼板1-5端面形成焊接空腔,焊接空腔用于电渣焊焊接,石棉绳1-4填充在电渣焊内隔板组件1-3、上翼板1-5之间,在拼焊过程中,通过在电渣焊内隔板组件1-3的夹板条1-3-2上表面铺设石棉绳,便于对拼接过程中的缝隙进行填充,从而防止产生漏渣间隙,避免焊接过程中发生漏渣的现象。
18.电渣焊内隔板组件1-3包括内隔板1-3-1和夹板条1-3-2,夹板条1-3-2布设在内隔板1-3-1的两侧边缘,且内隔板1-3-1夹设在相邻的1-3-2之间。
19.内隔板的侧边成形有马脚1-3-3,且在马脚之间的侧边上成形有隔板坡口,通过马脚的设置,便于内隔板安装,并且可以防止电渣焊漏渣,隔板坡口的角度为30
°
~35
°
,马脚预留大小为8~10mm。
20.腹板边缘成形有坡口,剖口大小可以根据实际施工需求进行开设;夹板条的两侧边缘成形有扁铁槽,扁铁槽与垫板适配,夹板条下料时进行定长批量下料,端头切割平整且不倾斜,扁铁槽的切割将夹板摆放整齐采用半自动划线批量制作;扁铁槽下料前严格按照半自动下料的原则,划好切割线、轨道行驶线等,保证扁铁槽大小尺寸。
21.一种避免电渣焊板件组装间隙造成漏渣的方法,包括以下步骤,(1)准备箱体的焊接件,焊接件包括上翼板、下翼板、腹板、内隔板和夹板条;(2)内隔板与夹板条组立,形成内隔板组件,在隔板组件制作过程中,不在形成焊接腔的一侧实施电焊,保证后续电渣焊的质量;(3)下翼板划线放样,放样线包括用于对垫板进行定位的腹板边缘线、用于对隔板进行定位的隔板位置线和装配基准线;(4)在腹板上安装垫板,安装过程中,通过点焊将垫板与腹板进行固定装配,点焊要求为每间隔300mm焊接60mm,禁止在腹板坡口面点焊固定垫板;(5)将内隔板组件安装至下翼板上,在下翼板与夹板条之间的间隙内填充石棉绳,形成电渣焊腔,内隔板与下翼缘之间的间隙不得超过0.5mm,垂直度小于1mm,每边均匀点焊3处,点焊长度60~90mm,距离端头20mm,并采用拉线的方式检测电渣焊夹板条的高度,高度差不超过1mm;(6)通过u型组立机在下翼板的两侧安装腹板,腹板与下翼缘各处均需保证垂直,垂直后从内部进行固定点焊,内隔板与腹板每边均匀点焊三处,点焊长度为60~90mm,点焊距离端头20mm,较长距离没有内隔板的箱体采用临时支撑对箱体内部进行加固,减少翻身和焊接的变形;(7)内隔板组件与下翼板、两侧腹板焊接,保证焊接腔的密封性;(8)隐蔽检测;(9)在所有电渣焊夹板条上表面铺设一条石棉绳;(10)装配上翼板(盖板),上翼板与夹板条贴紧;(11)将上翼板、下翼板、腹板通过气保焊相互焊接;(12)通过上翼板上的焊孔对内隔板组件与上翼板、下翼板进行电渣焊,根据箱体外侧内隔板位置开设电渣焊孔,开设完成后去除孔内的杂物;采用引弧、熄弧铜帽进行焊接,引出长度不小于25mm;焊管不得与板件接触,易烧坏焊管;尽可能对称焊接,减少焊接变形;(13)通过腹板上的焊孔对内隔板组件与上翼板、下翼板进行电渣焊,根据箱体外
侧内隔板位置开设电渣焊孔,开设完成后去除孔内的杂物;采用引弧、熄弧铜帽进行焊接,引出长度不小于25mm;焊管不得与板件接触,易烧坏焊管;尽可能对称焊接,减少焊接变形;(14)箱体主体焊缝盖面,探伤合格后采用碳弧气刨去除引出端并采用打磨机磨平;采用角焊机或埋弧焊进行盖面,根据坡口面的大小调整焊接电流、电压、行驶速度;焊接完成后清渣和飞溅,采用火焰或碳弧气刨去除端头引、熄弧板,严禁敲击去除。
22.本方法中,通过石棉绳来填充夹板条与上翼板之间的间隙,降低夹板条与内隔板之间的装配精度要求,并且可以更好的实现焊接腔密封,并且能够很好的将内隔板组件与翼板、腹板垂直,保证电渣焊质量的同时保证箱体整体强度。
23.步骤(9)包括以下步骤,(9.1)在每个夹板条上表面布设一条石棉绳,石棉绳长度均超出箱体腹板50mm左右;(9.2)将石棉绳拉直,石棉绳尽量靠近电渣焊空腔位置;(9.3)在盖上翼板时,上翼板没有完全盖上前对石棉绳进行观察,若发现石棉绳出现触碰偏离,可通过两侧超出腹板石棉绳拉直调整位置。
24.若夹板条与上翼板之间存在间隙,通过石棉绳填充该间隙,能够有效的解决夹板条与上翼板之间存在间隙而造成漏渣的问题,具有更好的密封性能;若夹板条与上翼板之间没有间隙,石棉绳存可发生相对变形,在箱体组立机压力下被压扁至1mm,不会影响箱体截面尺寸。
25.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现;因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
26.尽管本文较多地使用了图中附图标记对应的术语,但并不排除使用其它术语的可能性;使用这些术语仅仅是为了更方便地描述和解释本发明的本质;把它们解释成任何一种附加的限制都是与本发明精神相违背的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1