一种提高大厚度合金钢板切割质量的生产方法与流程
一种提高大厚度合金钢板切割质量的生产方法
1.技术领域
2.本发明涉及一种提高大厚度合金钢板切割质量的生产方法,属于冶金行业型材轧制技术领域。
背景技术:
3.大厚度合金钢板由于含有cr、mo等元素,因此具有良好的耐腐蚀性、常温及高温拉伸性能及低温冲击性能,常用于制造加氢反应器、热高压分离器、甲醇合成塔等石化设备。钢板在使用过程中,或切割成小的工件,或压制成封头,或经过卷制、校圆、焊接等加工成筒节,无论哪种加工方式,钢板边部的切割质量对于钢板后期的加工质量有极大的影响。因此,在钢板外观板型控制方面,用户经常要求钢板有良好的切割质量。
4.对于钢板而言,目前,较为先进的切割工艺有等离子切割、水流切割、激光切割等,主要应用于薄规格钢板加工,传统的切割方法有火焰切割及剪切。对于厚度120~200mm的钢板,已无法采用等离子切割、水流切割、激光切割及剪切方式,只能采用火焰切割。钢板采用火焰切割时,常由于钢板内部缺陷、燃气压力及比例控制不当等原因,易产生放炮、锯齿及切割裂纹等缺陷,其中切割裂纹可高达8-20个/m2,裂纹长度7-15mm,裂纹深度3-10mm,严重影响切割质量。
技术实现要素:
5.本发明的目的是提供一种提高大厚度合金钢板切割质量的生产方法,能够提高120~200mm大厚度合金钢板切割质量,减少放炮、锯齿、切割裂纹等缺陷,解决背景技术中存在的问题。
6.本发明的技术方案是:一种提高大厚度合金钢板切割质量的生产方法,按照以下步骤进行操作:(1)将钢板加热至620-660℃,保温60-100min,冷却至250-270℃出炉;(2)钢板出炉后自然冷却到180-210℃后开始切割,切割速度0.08-0.1m/min;(3)将保温棉覆盖在切割后的钢板上进行保温,保温时间5-10h。
7.所述步骤(2),钢板的切割采用天然气火焰切割,天然气压力0.03-0.04mpa,氧气压力0.5-0.7mpa。
8.所述步骤(3),保温后的切割钢板,切割处的裂纹为1-3个/m2,裂纹长度为1-5mm,深度为0.1-1mm。
9.所述钢板的厚度为120-200mm。
10.采用本发明,钢板切割前进行加热,能够降低钢板内应力,减少由于应力造成的切割裂纹;钢板切后保温能够进一步降低钢板切割后边部应力,控制裂纹;控制钢板切割过程中天然气、氧气的压力及压力波动,可以有效减少切割放炮及锯齿等切割缺陷。
11.本发明的有益效果是:1)钢板厚度120~200mm;2)切割钢板边部无放炮、锯齿及无肉眼可见裂纹缺陷;3)采用磁粉探伤对切割边进行探测,可以探测到裂纹1~3个/m2,裂纹长度1~5mm,深度0.1~1mm,与背景技术相比裂纹个数明显减少,裂纹长度和深度明显减小。
具体实施方式
12.一种提高大厚度合金钢板切割质量的生产方法,按照以下步骤进行操作:(1)将钢板加热至620-660℃,保温60-100min,冷却至250-270℃出炉;(2)钢板出炉后自然冷却到180-210℃后开始切割,切割速度0.08-0.1m/min;(3)将保温棉覆盖在切割后的钢板上进行保温,保温时间5-10h。
13.在本实施例中,对于大厚度合金钢板生产企业来说,大厚度合金钢板的生产工序包括冶炼、浇注、轧制、冷却、切割、热处理。钢锭在浇注过程中,应控制冒口温降在50-80℃/h范围内,这样可以有效将成分偏析转移至冒口处,改善锭身成分偏析,钢锭轧成钢板后,减少由于成分偏析造成的切割缺陷。另外,钢板切割保温后,还应按照标准或客户的要求进行热处理。对于大厚度合金钢板用户来说,钢板切割后可直接转入到下一工序。
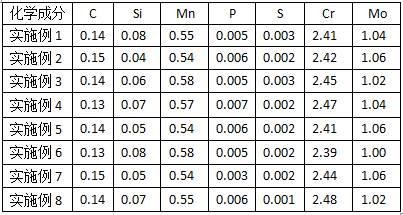
14.实施例1-8钢板成分及其含量见表1;钢板切割前加热温度、保温时间、出炉温度见表2;钢板切割过程中切割温度、切割速度、天然气压力、氧气压力见表3;钢板厚度、边部质量、磁粉探伤裂纹情况见表4。
15.表1表2
表3表4
由表4可以看出,采用磁粉探伤对切割边进行探测,与背景技术相比裂纹个数明显减少,裂纹长度和深度明显减小。
技术特征:
1.一种提高大厚度合金钢板切割质量的生产方法,其特征在于:按照以下步骤进行操作:(1)将钢板加热至620-660℃,保温60-100min,冷却至250-270℃出炉;(2)钢板出炉后自然冷却到180-210℃后开始切割,切割速度0.08-0.1m/min;(3)将保温棉覆盖在切割后的钢板上进行保温,保温时间5-10h。2.根据权利要求1所述的一种提高大厚度合金钢板切割质量的生产方法,其特征在于:所述步骤(2),钢板的切割采用天然气火焰切割,天然气压力0.03-0.04mpa,氧气压力0.5-0.7mpa。3.根据权利要求1所述的一种提高大厚度合金钢板切割质量的生产方法,其特征在于:所述步骤(3),保温后的切割钢板,切割处的裂纹为1-3个/m2,裂纹长度为1-5mm,深度为0.1-1mm。4.根据权利要求1所述的一种提高大厚度合金钢板切割质量的生产方法,其特征在于:所述钢板的厚度为120-200mm。
技术总结
本发明涉及一种提高大厚度合金钢板切割质量的生产方法,属于冶金行业板材轧制技术领域。技术方案是:按照以下步骤进行操作:(1)将钢板加热至620-660℃,保温60-100min,冷却至250-270℃出炉;(2)钢板出炉后自然冷却到180-210℃后开始切割,切割速度0.08-0.1m/min;(3)将保温棉覆盖在切割后的钢板上进行保温,保温时间5-10h。本发明的有益效果是:能够提高120~200mm大厚度合金钢板切割质量,减少放炮、锯齿、切割裂纹等缺陷。齿、切割裂纹等缺陷。
技术研发人员:李建朝 侯敬超 龙杰 庞辉勇 袁锦程 吴艳阳 牛红星 尹卫江 李样兵 顾自有 赵紫娟 岳欣欣
受保护的技术使用者:舞阳新宽厚钢板有限责任公司
技术研发日:2022.02.25
技术公布日:2022/7/1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1