一种大厚度异质材料高质量真空激光焊接方法及系统与流程
1.本发明属于焊接技术领域,更具体地,涉及一种大厚度异质材料高质量真空激光焊接方法及系统。
背景技术:
2.大厚度异种材料焊接后进行轧制是一种常用的大厚度复合板制造方法,被广泛应用于化学油轮、压力容器和管道等领域。这种连接方法可以使不同材料发挥各自的优势,但此类复合板焊接的焊缝一般深度较大,且结构复杂,因此焊接难度大,其质量与效率也较难保证。因此如何提升复合板焊缝的质量及焊接效率,是一个较为复杂的系统工程。
3.中国专利cn105127566a公开了一种大厚度碳钢—不锈钢复合板的全焊透焊接方法,该方法采用埋弧焊进行多层多道焊接,解决了现有技术这种大厚度板焊接出现过渡层裂纹,基层难以清根,焊接接头未熔合,不牢固等质量问题,实现了60-250mm的大厚度碳钢—不锈钢复合钢板,并且焊接接头质量优异。中国专利cn112008194a公开了一种复合钢板焊接工艺。该方法在基材和开双面u形坡口,采用手工电弧多层焊接法避免了覆层母材出现渗碳现象,满足了复合层晶间腐蚀要求保证了焊缝质量。但是以上两种方法都属于多层多道焊接,且需要进行坡口加工,因此焊接效率非常低。中国专利cn11260916a公开了一种复合钢板及其爆炸焊接生产方法,该方法采用爆炸焊,其复合钢板具有耐腐蚀、耐高温、强韧性匹配好及整体性能高的特性,且生产方法简单实用高效便捷。但是爆炸焊具有一定的危险性,需要特殊的场地要求,且不适合复杂结构的复合钢连接,焊接质量也难以保证。
4.激光作为高能束的一种,具有较强的穿透能力,而且具有热输入低,焊接变形小,焊接速度快,无需开坡口,焊接效率高等优势,可取代常规的爆炸焊、手工电弧焊及埋弧自动焊等焊接方法;但是在大厚度焊接领域,激光焊接过程仍然十分不稳定,剧烈的羽辉与金属蒸汽导致激光能量无法被焊接材料稳定高效的吸收,因此很难达到理想的焊接深度,限制了激光焊接技术的广泛应用。
技术实现要素:
5.针对现有激光焊接技术在大厚度焊接领域焊接不稳定、难达到理想的焊接深度,本发明提供一种大厚度异质材料高质量真空激光焊接方法及系统,通过在真空环境下采用摆动激光的方式达到更大的熔透深度,同时使焊缝规律性增加,提高全尺寸焊缝的稳定性,实现了激光焊接技术应用于大厚度异质材料焊接上突破。
6.为实现上述目的,本发明提供一种大厚度异质材料高质量真空激光焊接方法,包括以下步骤:
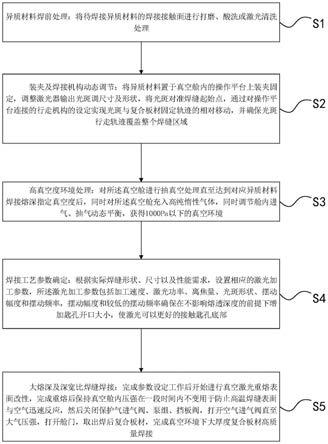
7.s1:异质材料焊前处理:将待焊接异质材料的焊接接触面进行打磨、酸洗或激光清洗处理;
8.s2:装夹及焊接机构动态调节:将异质材料置于真空舱内的操作平台上装夹固定,调整激光器输出光斑调尺寸及形状,将光斑对准焊缝起始点,通过对操作平台连接的行走
机构的设定实现光斑与复合板材固定轨迹的相对移动,并确保光斑行走轨迹覆盖整个焊缝区域;
9.s3:高真空度环境处理:对所述真空舱进行抽真空处理直至达到对应异质材料焊接熔深指定真空度后,同时对所述真空舱充入高纯度惰性气体,同时调节舱内进气、抽气动态平衡,获得1000pa以下的真空环境;
10.s4:焊接工艺参数确定:根据实际焊缝形状、尺寸以及性能需求,设置相应的激光加工参数,所述激光加工参数包括加工速度、激光功率、离焦量、光斑形状、摆动幅度和摆动频率,摆动幅度和较低的摆动频率确保在不影响熔透深度的前提下增加匙孔开口大小,使激光可以更好的接触匙孔底部;
11.s5:大熔深及深宽比焊缝焊接:完成参数设定工作后开始进行真空激光重熔表面改性,完成重熔后保持真空舱内压强在一段时间内不变用于防止高温焊缝表面与空气迅速反应,然后关闭保护气进气阀、泵组、挡板阀,打开空气进气阀直至大气压强,打开舱门,取出焊后复合板材,完成真空环境下大厚度复合板材高质量焊接。
12.进一步地,所述指定真空度范围为100~1000pa。
13.进一步地,所述高纯度惰性气体水分含量在1000ppm以下,其纯度在99.9%以上,其流量在10l/min以下。
14.进一步地,所述激光的部分工艺参数配置如下:焊接速度在0.1m/min~1m/min,焊接功率为5~50kw,离焦量为-30mm~0mm,光斑的摆动幅度为0.1~1mm,摆动频率为20~150hz。
15.焊接速度0.6m/min,激光功率为5kw,离焦量为0mm,光斑形状为垂直于焊接方向的8字形光斑,摆动幅度为0.5mm和摆动频率为100hz。
16.进一步地,完成重熔后继续输入惰性气体保持真空舱3内压强不变,持续时间为3min以上。
17.根据本发明的另一方面,还提供一种大厚度异质材料高质量真空激光焊接系统,包括:用于抽真空的抽真空机构和输入惰性气体的惰性气体输入机构;用于提供高真空度焊接环境的真空舱,所述真空舱内设有用于夹持大厚度异质待焊接材料的操作平台,所述真空舱上设有与所述抽真空机构相连用于接通或切断真空管路中气流的电控挡板阀,与惰性气体输入机构相连用于接通或切断输入惰性气体的保护气进气阀,以及接通或切断外界环境向真空舱内输入空气的空气进气阀;用于实现所述大厚度异质待焊接材料运动的行走机构,该行走机构与所述操作平台连接并带动所述操作平台进行多种运转动作;以及与所述大厚度异质待焊接材料的焊缝相匹配的激光焊接单元,其包括激光器、激光焊接头及机器人,所述机器人控制激光焊接头摆动且与所述行走机构匹配,通过激光器输出匹配功率实现对大厚度异质待焊接材料的大熔深焊缝一次成形。
18.进一步地,所述真空舱内设有气压传感器。
19.进一步地,所述激光焊接单元的焊接参数配置如下:焊接功率为5~50kw,离焦量为-30mm~0mm,光斑的摆动幅度为0.1~1mm,摆动频率为20~150hz。
20.总体而言,通过本发明所构思的以上技术方案与现有技术相比,能够取得下列有益效果:
21.1.本发明的一种大厚度异质材料高质量真空激光焊接方法,通过提供1000pa以下
的真空环境可以使焊缝熔深相较常压环境提高一倍,在相同的激光功率条件下达到更大的熔透深度,实现大熔深焊缝一次成形,大大提高焊接效率,并且焊缝深宽比更高,可达到3:1;相比电弧和常规激光焊,更小的热输入促进等轴晶的生成提高了焊缝强度;进一步地选用了较低的焊接速度、较高的激光功率和一定范围内的离焦量增加熔透深度。在真空环境加入摆动激光的方式打破了传统摆动激光焊接熔透能力的束缚:较小的摆动幅度和较低的摆动频率可以在不影响熔透深度的前提下增加匙孔开口大小,使激光可以更好的接触匙孔底部,达到增加熔深的效果;另外通过摆动激光使焊缝规律性增加,提高全尺寸焊缝的稳定性,实现了激光焊接技术应用于大厚度异质材料焊接上突破。
22.2.本发明的一种大厚度异质材料高质量真空激光焊接方法,通过在真空环境下进行焊接降低了环境中氧气含量,可以抑制金属的氧化反应,并可以有效抑制气孔的产生。同时真空环境抑制焊接过程中等离子体羽辉以及金属飞溅的产生,使激光能量被复合钢板稳定吸收,提高了可焊接深度。
23.3.本发明的一种大厚度异质材料高质量真空激光焊接方法,通过采用激光作为热源进行大厚度复合异种材料焊接,其光源熔透能力强、形式多样,光束可通过调节多种参数进行能场调谐,对于加工复杂结构的自由度更高、更灵活,可以实现大厚度焊接一次成形。通过焊缝形状选择不同的激光焊接头,设定激光的离焦量、摆动方式、光斑形状以及激光波长等,根据焊缝深度调节激光功率、焊接速度以及摆动幅度等,可适用于多种不同材质及结构的大厚度异质材料的焊接成型。相比传统电弧焊效率更高,可控性更强,焊接质量更高。相比爆炸焊,更安全环保,场地要求更小。相比电子束焊接成本更低,对复杂结构适应性更高。
24.4.本发明的一种大厚度异质材料高质量真空激光焊接方法,通过复合板材焊前处理保证了基层板材与覆层板材重合面的清洁度,降低了由表面污渍、氧化层等因素引起缺陷的几率。装配夹具、真空舱室尺寸、行走机构等外部设备可以根据具体的加工工件尺寸、加工工件结构、加工轨迹等具体情况灵活选择,可实现较复杂结构及厚度异种材料高质量焊接成型。
附图说明
25.图1为本发明实施例中一种大厚度异质材料高质量真空激光焊接方法的流程示意图;
26.图2为本发明实施例一种大厚度异质材料高质量真空激光焊接系统的结构示意图;
27.图3为本发明实施例中真空环境与常压环境下激光焊接横截面对比图;
28.图4为本发明实施例中真空激光焊接复合钢板表面焊缝金相图;
29.图5为本发明实施例中真空激光焊接复合钢板焊缝横截面金相图;
30.图6为本发明实施例中真空激光焊接复合钢板焊缝纵截面金相图。
31.在所有附图中,同样的附图标记表示相同的技术特征,具体为:1-基层板材、2-覆层板材、3-真空舱、4-操作平台、5-激光焊接头、6-焊缝。
具体实施方式
32.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
33.如图1所示,本发明提供一种大厚度异质材料高质量真空激光焊接方法,将激光与真空环境相结合来提高大厚度复合板焊接的效率及质量,通过激光光源调节手段的多样化等特点,来调控焊缝接头的成形及其内部晶体组织分布的效果,实现复杂结构的大厚度复合材料高质量连接,其包括以下步骤:
34.s1:异质材料焊前处理:将待焊接异质材料的焊接接触面进行打磨、酸洗或激光清洗处理;
35.s2:装夹及焊接机构动态调节:将异质材料置于真空舱3内的操作平台4上装夹固定,调整激光器输出光斑调尺寸及形状,将光斑对准焊缝6起始点,通过对操作平台4连接的行走机构的设定实现光斑与复合板材固定轨迹的相对移动,并确保光斑行走轨迹覆盖整个焊缝6区域;
36.s3:高真空度环境处理:对所述真空舱3进行抽真空处理直至达到对应异质材料焊接熔深指定真空度后,同时对所述真空舱3充入高纯度惰性气体,同时调节舱内进气、抽气动态平衡,获得1000pa以下的真空环境;
37.s4:焊接工艺参数确定:根据实际焊缝6形状、尺寸以及性能需求,设置相应的激光加工参数,所述激光加工参数包括加工速度、激光功率、离焦量、光斑形状、摆动幅度和摆动频率,摆动幅度和较低的摆动频率确保在不影响熔透深度的前提下增加匙孔开口大小,使激光可以更好的接触匙孔底部;
38.s5:大熔深及深宽比焊缝焊接:完成参数设定工作后开始进行真空激光重熔表面改性,完成重熔后保持真空舱3内压强在一段时间内不变用于防止高温焊缝6表面与空气迅速反应,然后关闭保护气进气阀、泵组、挡板阀,打开空气进气阀直至大气压强,打开舱门,取出焊后复合板材,完成真空环境下大厚度复合板材高质量焊接。
39.在步骤s1中,所述依次材料包括基层板材1与覆层板材2,处理时需要对基层板材1与覆层板材2待焊区域表面的油膜、污渍、氧化膜等阻碍激光焊接的杂质进行去除,避免焊接区域对激光能量的吸收效果降低从而影响焊接效果。
40.在步骤s2中,所述不限于平板对接,可以为长方体、筒体、变厚度等较为复杂结构进行对接,通过设于操作平台4上的相应夹具对两者装夹固定后进行下一步的焊接工作。所述与操作平台4连接的行走机构能适应多种加工方式,其可进行包括三维协同直线位移、旋转、翻转等运转动作,以协同夹具实现复合板材运动轨迹与激光光斑相对移动,使焊缝6的起点至终点都在光斑的相对运动轨迹覆盖下。在步骤s3中,所述真空舱3尺寸、形式可根据实际需求进行调整,所述指定真空度应在100~1000pa之间,优选的,所述指定真空度在300~800pa之间;优选的,所述指定真空度在500~700pa之间。所述干燥的高纯度惰性气体水分含量不得高于1000ppm、纯度不得低于99.9%、流量不得高于10l/min。
41.在步骤s4中,所述激光的部分工艺参数配置如下:
42.焊接速度在0.1m/min~1m/min;优选的,所述焊接速度在0.3m/min~0.8m/min;优
选的,所述焊接速度在0.5m/min~0.7m/min,
43.焊接功率为5~50kw;优选的,所述焊接功率为5~30kw;优选的,所述焊接功率为5~20kw;优选的,所述焊接功率为5~10kw;
44.离焦量为-30mm~0mm;优选的,所述离焦量为-20mm~0mm;优选的,所述离焦量为-10mm~0mm;优选的,所述离焦量为-5mm~-0mm;
45.光斑的摆动幅度为0.1~1mm;优选的,所述光斑的摆动幅度为0.3~0.8mm;优选的,所述光斑的摆动幅度为0.3~0.5mm;
46.摆动频率为20~150hz;优选的,所述摆动频率为40~130hz;优选的,所述摆动频率为60~120hz;优选的,所述摆动频率为80~110hz;
47.其他参数可根据激光焊接头功能以及焊缝要求自行选择。
48.在步骤s5中,为避免高温焊缝6表面在空气中氧化造成焊接强度降低,真空舱3内继续输入惰性气体并保持压强不变,压强不变持续时间不低于3min。
49.本发明实施例中,通过提供1000pa以下的真空环境可以使焊缝熔深相较常压环境提高一倍,在有限的激光功率条件下达到更大的熔透深度,实现大熔深焊缝一次成形,大大提高焊接效率;此外,激光焊接机构通过机器人精确控制激光焊接头实现与待焊接大厚度异质材料运动方向垂直方向的摆动,且其摆动的幅度根据异质材料类型、板材厚度不同可实现自适应调节,从而扩大焊缝的宽度,配合高真空度环境,焊缝深宽比更高,可达到3:1,相比电弧和常规激光焊,更小的热输入促进等轴晶的生成提高了焊缝强度。进一步地,本发明中行走机构与真空激光焊接机构运动通过控制系统实现同步控制,尤其是针对不同类型异质材料,不同厚度材料,通过计算分析确定其转动速率,匹配不同的激光摆动幅值,在真空环境加入摆动激光的方式打破了传统摆动激光焊接熔透能力的束缚:较小的摆动幅度和较低的摆动频率可以在不影响熔透深度的前提下增加匙孔开口大小,使激光可以更好的接触匙孔底部,达到增加熔深的效果。
50.如图2所示,按照本发明的一个方面,还提供一种大厚度异质材料高质量真空激光焊接系统用以配合大厚度异质材料高质量真空激光焊接方法的实施,包括真空舱3和激光焊接单元,其中真空舱3上设有舱门,用于放入和取出复合板材,其内设有操作台,所述操作台上设有夹具,用于夹紧固定待焊接的基层板材1与覆层板材2,所述操作台与行走机构连接,由行走机构带动进行多种运转动作;所述真空舱3还设有空气进气阀、电控挡板阀和保护气进气阀及气压传感器,所述空气阀用于接通或切断外界环境向真空舱3内输入空气;所述电控挡板阀用于接通或切断真空管路中的气流,抽真空机构可通过电控挡板阀将真空舱3内抽成真空状态;所述保护气进气阀可用于输入惰性气体,惰性气体输入机构在控制系统的控制下通过保护气进气阀向真空舱3内输入设置流量的惰性气体;通过气压传感器对真空舱3内部压强的检测,可控制抽真空机构将真空舱3压强值内抽至要求范围内,同时在惰性气体通过保护气进气阀输入后,为真空舱3内进、抽气动态平衡提供指示。所述激光器单元包括激光器、激光焊接头5及机器人,其中激光器根据实际需求选用不同的激光器,包括光纤激光、半导体激光、co2等类型;激光器焊接头5设于机器人上,通过机器人调整焊接角度及姿态对复合材料进行焊接,所述激光器焊接头根据需要可设于真空舱3舱内或舱外,其可选用单激光焊接头、摆动激光焊接头、脉冲激光焊接头等类型。通过机器人配合激光器焊接头,在对准焊缝6的同时,激光器焊接头5可调整射出激光束的光斑形状及尺寸,配合真空
环境和惰性气体,克服了诸如铜、铝等材料的高反射率,从而形成具有宽加工窗口的稳定状态,可有效抑制焊接时产生的金属蒸气,并有助于抑制等离子体羽辉现象,控制熔渣飞溅产生;焊接时,通过设置激光光束的摆动幅度及频率,机器人可带动激光器焊接头5摆动,从而改变焊接宽度和熔深,随着摆动幅度的增加,焊缝形状从传统的钉子头形状变为矩形,能产生较大的焊接接触面积,减少焊接接头中的电阻,并提供良好的机械连接性能;相较于传统的激光焊接需要高精度的夹具,通过机器人配合激光器焊接头进行摆动焊接,大大降低对待焊料件的装夹要求,其可接受的焊缝间隙和偏移是一般激光焊接要求的2~3倍。
51.实施例1
52.在本发明的具体实施例1中,给出异质材料的厚度为碳钢20mm,不锈钢60mm,要求焊接深度10mm以上,焊接方法如下:
53.s1:异质材料焊前处理:将基层板材(碳钢)1与覆层钢板(不锈钢)2待焊区域表面进行激光清洗,去除表面油污、氧化层以及锈渍;
54.s2:装夹及焊接机构动态调节:将异质材料置于真空舱3内的操作平台4上装夹固定,调整激光器输出光斑调尺寸及形状,将光斑对准焊缝6起始点,通过对操作平台4连接的行走机构的设定实现光斑与复合板材固定轨迹的相对移动,并确保光斑行走轨迹覆盖整个焊缝6区域;
55.s3:高真空度环境处理:对所述真空舱3进行抽真空处理直至达到对应异质材料焊接熔深指定真空度后,同时对所述真空舱3充入高纯度惰性气体,同时调节舱内进气、抽气动态平衡,获得1000pa的真空环境;
56.s4:焊接工艺参数确定:根据实际焊缝6形状、尺寸以及性能需求,设置相应的激光加工参数;焊接速度0.6m/min、激光功率5kw、离焦量0mm、光斑形状为垂直于焊接方向的8字形光斑、摆动幅度为0.5mm和摆动频率为100hz,确保在不影响熔透深度的前提下增加匙孔开口大小,使激光可以更好的接触匙孔底部;
57.s5:大熔深及深宽比焊缝焊接:完成参数设定工作后开始进行真空激光重熔表面改性,完成重熔后保持真空舱3内压强在一段时间内不变用于防止高温焊缝6表面与空气迅速反应,然后关闭保护气进气阀、泵组、挡板阀,打开空气进气阀直至大气压强,打开舱门,取出焊后复合板材,完成真空环境下大厚度复合板材高质量焊接。
58.实施例2
59.在本发明的具体实施例2中,给出异质材料的厚度为碳钢60mm,不锈钢160mm,要求焊接深度50mm,焊接方法如下:
60.s1:异质材料焊前处理:将基层板材(碳钢)1与覆层钢板(不锈钢)2待焊区域表面进行激光清洗,去除表面油污、氧化层以及锈渍;
61.s2:装夹及焊接机构动态调节:将异质材料置于真空舱3内的操作平台4上装夹固定,调整激光器输出光斑调尺寸及形状,将光斑对准焊缝6起始点,通过对操作平台4连接的行走机构的设定实现光斑与复合板材固定轨迹的相对移动,并确保光斑行走轨迹覆盖整个焊缝6区域;
62.s3:高真空度环境处理:对所述真空舱3进行抽真空处理直至达到对应异质材料焊接熔深指定真空度后,同时对所述真空舱3充入高纯度惰性气体,同时调节舱内进气、抽气动态平衡,获得100pa的真空环境;
63.s4:焊接工艺参数确定:根据实际焊缝6形状、尺寸以及性能需求,设置相应的激光加工参数;焊接速度0.1m/min、激光功率25kw、离焦量-20mm、光斑形状为垂直于焊接方向的8字形光斑、摆动幅度为1mm和摆动频率为100hz,确保在不影响熔透深度的前提下增加匙孔开口大小,使激光可以更好的接触匙孔底部;
64.s5:大熔深及深宽比焊缝焊接:完成参数设定工作后开始进行真空激光重熔表面改性,完成重熔后保持真空舱3内压强在一段时间内不变用于防止高温焊缝6表面与空气迅速反应,然后关闭保护气进气阀、泵组、挡板阀,打开空气进气阀直至大气压强,打开舱门,取出焊后复合板材,完成真空环境下大厚度复合板材高质量焊接。
65.实施例3
66.在本发明的具体实施例3中,给出异质材料的厚度为碳钢30mm,不锈钢100mm,要求焊接深度30mm,焊接方法如下:
67.s1:异质材料焊前处理:将基层板材(碳钢)1与覆层钢板(不锈钢)2待焊区域表面进行激光清洗,去除表面油污、氧化层以及锈渍;
68.s2:装夹及焊接机构动态调节:将异质材料置于真空舱3内的操作平台4上装夹固定,调整激光器输出光斑调尺寸及形状,将光斑对准焊缝6起始点,通过对操作平台4连接的行走机构的设定实现光斑与复合板材固定轨迹的相对移动,并确保光斑行走轨迹覆盖整个焊缝6区域;
69.s3:高真空度环境处理:对所述真空舱3进行抽真空处理直至达到对应异质材料焊接熔深指定真空度后,同时对所述真空舱3充入高纯度惰性气体,同时调节舱内进气、抽气动态平衡,获得600pa的真空环境;
70.s4:焊接工艺参数确定:根据实际焊缝6形状、尺寸以及性能需求,设置相应的激光加工参数;焊接速度0.3m/min、激光功率15kw、离焦量-15mm、光斑形状为垂直于焊接方向的8字形光斑、摆动幅度为0.6mm和摆动频率为80hz,确保在不影响熔透深度的前提下增加匙孔开口大小,使激光可以更好的接触匙孔底部;
71.s5:大熔深及深宽比焊缝焊接:完成参数设定工作后开始进行真空激光重熔表面改性,完成重熔后保持真空舱3内压强在一段时间内不变用于防止高温焊缝6表面与空气迅速反应,然后关闭保护气进气阀、泵组、挡板阀,打开空气进气阀直至大气压强,打开舱门,取出焊后复合板材,完成真空环境下大厚度复合板材高质量焊接。
72.实施例4
73.在本发明的具体实施例4中,给出异质材料的厚度为碳钢40mm,不锈钢140mm,要求焊接深度20mm,焊接方法如下:
74.s1:异质材料焊前处理:将基层板材(碳钢)1与覆层钢板(不锈钢)2待焊区域表面进行激光清洗,去除表面油污、氧化层以及锈渍;
75.s2:装夹及焊接机构动态调节:将异质材料置于真空舱3内的操作平台4上装夹固定,调整激光器输出光斑调尺寸及形状,将光斑对准焊缝6起始点,通过对操作平台4连接的行走机构的设定实现光斑与复合板材固定轨迹的相对移动,并确保光斑行走轨迹覆盖整个焊缝6区域;
76.s3:高真空度环境处理:对所述真空舱3进行抽真空处理直至达到对应异质材料焊接熔深指定真空度后,同时对所述真空舱3充入高纯度惰性气体,同时调节舱内进气、抽气
动态平衡,获得1000pa的真空环境;
77.s4:焊接工艺参数确定:根据实际焊缝6形状、尺寸以及性能需求,设置相应的激光加工参数;焊接速度0.6m/min、激光功率10kw、离焦量-8mm、光斑形状为垂直于焊接方向的8字形光斑、摆动幅度为0.3mm和摆动频率为100hz,确保在不影响熔透深度的前提下增加匙孔开口大小,使激光可以更好的接触匙孔底部;
78.s5:大熔深及深宽比焊缝焊接:完成参数设定工作后开始进行真空激光重熔表面改性,完成重熔后保持真空舱3内压强在一段时间内不变用于防止高温焊缝6表面与空气迅速反应,然后关闭保护气进气阀、泵组、挡板阀,打开空气进气阀直至大气压强,打开舱门,取出焊后复合板材,完成真空环境下大厚度复合板材高质量焊接。
79.如图3所示,在真空环境下,焊接速度为0.6m/min时,6kw的激光功率即可实现12mm的焊缝深度;真空焊接工艺下焊缝深度接近常压激光焊接的三倍。
80.如图4-6所示,在本发明的实施例中,通过复合钢板真空激光焊接焊缝表面、横截面和纵截面的金相照片,可以看到焊缝表面呈现金属光泽且连续稳定。通过摆动激光焊缝的横截面深宽比可达到3:1以上,焊缝纵截面平均深度达到10mm以上,且稳定连续、无气孔。此方法实现了复合钢板高质量一次焊接成形,大大提高了焊接效率。
81.本发明实施例中,通过复合板材焊前处理保证了基层板材与覆层板材重合面的清洁度,降低了由表面污渍、氧化层等因素引起缺陷的几率。装配夹具、真空舱室尺寸、行走机构等外部设备可以根据具体的加工工件尺寸、加工工件结构、加工轨迹等具体情况灵活选择,可实现较复杂结构大厚度异种材料高质量连接。
82.本发明实施例中,通过在真空环境下进行焊接降低了环境中氧气含量,可以抑制金属的氧化反应,并可以有效抑制气孔的产生。同时真空环境抑制焊接过程中等离子体羽辉以及金属飞溅的产生,使激光能量被复合钢板稳定吸收,提高了可焊接深度。真空环境下压力的降低会导致材料基本属性变化,包括沸点降低,反冲压力增加,同时热传导方式也有所变化,最终造成熔池凝固过程温度梯度降低,使焊缝组织更倾向于等轴晶生长。
83.本发明实施例中,通过采用激光作为热源进行大厚度复合异种材料焊接,其光源熔透能力强、形式多样,光束可以通过调节多种参数进行能场调谐,对于加工复杂结构的自由度更高、更灵活,可以实现大厚度焊接一次成形,可以根据焊缝形状要求选择不同的激光焊接头,设计激光的离焦量、摆动方式、光斑形状以及激光波长等;可以根据焊缝深度调节激光功率、焊接速度以及摆动幅度等;可以根据组织结构或尺寸的要求,通过摆动激光或其他方式调节温度场影响组织的结构及尺寸。由此便可以得到特定尺寸、形状、性能要求的焊接接头。相比传统电弧焊效率更高,可控性更强,焊接质量更高。相比爆炸焊,更安全环保,场地要求更小。相比电子束焊接成本更低,对复杂结构适应性更高。
84.本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1