一种铜线光伏焊带压延机的制作方法
1.本发明属压延机,尤其是一种铜线光伏焊带压延机。
背景技术:
2.焊带是光伏组件焊接过程中的重要原材料,焊带质量的好坏将直接影响到光伏组件电流的收集效率,对光伏组件的功率影响很大。
3.焊带在串联电池片的过程中一定要做到焊接牢固,避免虚焊假焊现象的发生。生产厂家在选择焊带时一定要根据所选用的电池片特性来决定用什么状态的焊带。
4.而焊带在进行生产时,需要按照需求进行变更焊带的形状,传统的焊带成型基本通过压延机进行玩完成对焊带的扁平压出,而当焊带需要呈现圆形时,则需要更换压延机,因此无法生产扁圆相间的若干段光伏焊带。
技术实现要素:
5.发明目的:提供一种铜线光伏焊带压延机,以解决背景技术中所涉及的问题。
6.技术方案:一种铜线光伏焊带压延机,包括:固定底板,以及固定安装在所述固定底板上的压延机;所述压延机包括固定安装在所述固定底板上的压延架,以及设置在所述压延架上的压延部;所述压延部包括设置在所述压延架上的压延筒,以及设置在所述压延筒两侧的适配筒;所述压延筒上固定安装有呈半圈设置的压延环;所述压延筒上开设有呈半圈设置的压延槽;所述压延槽截面呈六分之五圆状,使得压出的光伏焊带近似圆形。
7.通过在压延筒上设计呈半圈设置的压延环和半圈设置的压延槽,进而配合普通的适配筒进行压延出扁圆相间的若干段光伏焊带,进而使得光伏焊带可以扁圆同体。
8.在进一步实施例中,所述压延筒的一端套设有压延齿轮;所述适配筒靠近压延齿轮一侧套设有适配齿轮;所述适配齿轮与所述压延齿轮啮合;通过设计适配齿轮和压延齿轮进行适配啮合,进而完成压延筒和适配筒的传动工作。
9.在进一步实施例中,所述压延筒的侧部固定安装有输入电机,所述输入电机的输出端上设有输入轴;所述输入轴与所述压延筒连接;通过输入电机带动输入轴进行转动,进而带动压延筒进行转动,进而带动压延齿轮进行转动,进而带动适配齿轮进行转动,进而带动适配筒进行转动,进而由压延筒和适配筒进行完成对光伏焊带的压延工作。
10.在进一步实施例中,所述压延机还包括与所述压延架固定连接的牵引部;所述牵引部包括两组固定安装在所述压延架侧部的牵引机构;每组牵引机构包括两个对称安装在所述压延架侧部的牵引单元;在实际工作时,光伏焊带极易收到压延筒和适配的影响,进而使得光伏焊带出现偏位情况,进而造成压延不平均的情况,因此设计了牵引部进行牵引光伏焊带,进而避免光伏焊带在压延过程中出现的偏位情况。
11.在进一步实施例中,两组牵引机构分别位于压延筒与压延筒两侧适配筒的工作处。
12.在进一步实施例中,牵引单元包括固定安装在所述压延架侧部的牵引底板,安装在所述牵引底板上的驱动部和滑动部,以及安装在所述驱动部上的夹持部;所述牵引底板上开有缺口,以供光伏焊带的通过。
13.在进一步实施例中,所述驱动部包括固定安装在所述牵引底板上的牵引气缸,设置在所述牵引气缸输出端的牵引伸缩杆,设置在所述牵引伸缩杆端部的牵引连接块,与所述牵引连接块铰接的两个牵引铰接杆,以及分别与两个牵引铰接杆连接的两个牵引滑板。
14.在进一步实施例中,所述滑动部包括固定安装在所述牵引底板上的牵引滑轨,以及与所述牵引滑轨适配的两个牵引滑块;两个牵引滑块分别与两个牵引滑板连接。在进一步实施例中,所述夹持部包括分别与两个牵引滑板固定连接的两个牵引固定板;两个牵引固定板上均开设有夹持孔。
15.一种铜线光伏焊带压延机的压延方法,包括:步骤1、首先将光伏焊带由一侧的牵引机构穿入,经过压延部,进而牵引至另外一侧的牵引机构中;步骤2、由牵引气缸带动牵引伸缩杆进行伸缩,进而带动牵引连接块进行移动,进而带动牵引铰接杆进行移动,进而带动牵引滑板进行带动牵引滑块沿着牵引滑轨进行滑动,进而带动牵引固定块进行并拢,进而完成对光伏焊带的限位工作,防止光伏焊带在压延时出现偏移现象;步骤3、此时由输入电机带动输入轴进行转动,进而带动压延筒进行转动,进而带动压延齿轮进行转动,进而带动适配齿轮进行转动,进而带动适配筒进行转动,进而由压延筒和适配筒进行完成对光伏焊带的压延工作;步骤4、而光伏焊带在压延过程中,收到压延筒上设计的压延槽和压延环的影响,进而使得通过压延筒和适配筒压延后的光伏焊带形成扁圆相间的若干段光伏焊带;步骤5、设计两组适配筒,可以使得压延部可以同时进行上下两条流水线的工作,进而增加了压延效率和出产效率。
16.有益效果:本发明涉及一种铜线光伏焊带压延机,通过在压延筒上设计呈半圈设置的压延环和半圈设置的压延槽,进而配合普通的适配筒进行压延出扁圆相间的若干段光伏焊带,进而使得光伏焊带可以扁圆同体。
附图说明
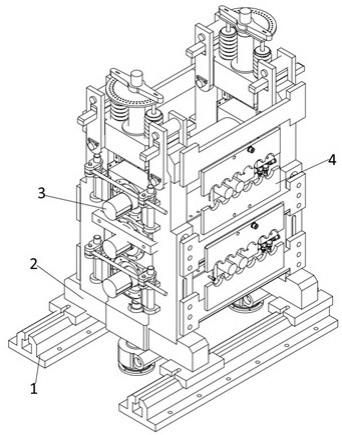
17.图1是本发明的具体结构示意图。
18.图2是本发明的压延部示意图。
19.图3是本发明的压延筒侧部示意图。
20.图4是本发明的牵引部示意图。
21.图5是本发明的牵引固定块示意图。
22.附图标记:1、固定底板;2、压延架;3、压延部;31、压延筒;311、压延环;312、压延槽;32、压延齿轮;33、适配筒;34、适配齿轮;4、牵引部;41、牵引底板;42、牵引气缸;43、牵引连接块;44、牵引铰接杆;45、牵引滑板;46、牵引滑块;47、牵引滑轨;48、牵引固定块。
具体实施方式
23.本发明通过一种铜线光伏焊带压延机,进行完成扁圆相间的若干段光伏焊带的压延工作,下面通过实施例,并结合附图对本方案做进一步具体说明。
24.经过申请人的仔细研究,现有光伏焊带延压机存在(无法完成对光伏焊带的扁圆相间压延工作)的原因在于,而焊带在进行生产时,需要按照需求进行变更焊带的形状,传统的焊带成型基本通过压延机进行玩完成对焊带的扁平压出,而当焊带需要呈现圆形时,则需要更换压延机,因此无法生产扁圆相间的若干段光伏焊带;而本发明通过在压延筒上设计呈半圈设置的压延环和半圈设置的压延槽,进而配合普通的适配筒进行压延出扁圆相间的若干段光伏焊带,进而使得光伏焊带可以扁圆同体。
25.一种铜线光伏焊带压延机,包括:1、固定底板;2、压延架;3、压延部;31、压延筒;311、压延环;312、压延槽;32、压延齿轮;33、适配筒;34、适配齿轮;4、牵引部;41、牵引底板;42、牵引气缸;43、牵引连接块;44、牵引铰接杆;45、牵引滑板;46、牵引滑块;47、牵引滑轨;48、牵引固定块。
26.一种铜线光伏焊带压延机包括:固定底板1,以及固定安装在所述固定底板1上的压延机;所述压延机包括固定安装在所述固定底板1上的压延架2,以及设置在所述压延架2上的压延部3;所述压延机还包括与所述压延架2固定连接的牵引部4;优选的,所述压延部3包括设置在所述压延架2上的压延筒31,以及设置在所述压延筒31两侧的适配筒33;所述压延筒31上固定安装有呈半圈设置的压延环311;所述压延筒31上开设有呈半圈设置的压延槽312;所述压延槽312截面呈六分之五圆状,使得压出的光伏焊带近似圆形。
27.通过在压延筒31上设计呈半圈设置的压延环311和半圈设置的压延槽312,进而配合普通的适配筒33进行压延出扁圆相间的若干段光伏焊带,进而使得光伏焊带可以扁圆同体。
28.所述压延筒31的一端套设有压延齿轮32;所述适配筒33靠近压延齿轮32一侧套设有适配齿轮34;所述适配齿轮34与所述压延齿轮32啮合;通过设计适配齿轮34和压延齿轮32进行适配啮合,进而完成压延筒31和适配筒33的传动工作。
29.所述压延筒31的侧部固定安装有输入电机,所述输入电机的输出端上设有输入轴;所述输入轴与所述压延筒31连接;通过输入电机带动输入轴进行转动,进而带动压延筒31进行转动,进而带动压延齿轮32进行转动,进而带动适配齿轮34进行转动,进而带动适配筒33进行转动,进而由压延筒31和适配筒33进行完成对光伏焊带的压延工作。
30.通过采用上述技术方案,由输入电机带动输入轴进行转动,进而带动压延筒31进行转动,进而带动压延齿轮32进行转动,进而带动适配齿轮34进行转动,进而带动适配筒33进行转动,进而由压延筒31和适配筒33进行完成对光伏焊带的压延工作;优选的,所述牵引部4包括两组固定安装在所述压延架2侧部的牵引机构;每组牵引机构包括两个对称安装在所述压延架2侧部的牵引单元;在实际工作时,光伏焊带极易收到压延筒31和适配的影响,进而使得光伏焊带出现偏位情况,进而造成压延不平均的情况,因此设计了牵引部4进行牵引光伏焊带,进而避免光伏焊带在压延过程中出现的偏位情况。
31.两组牵引机构分别位于压延筒31与压延筒31两侧适配筒33的工作处。
32.牵引单元包括固定安装在所述压延架2侧部的牵引底板41,安装在所述牵引底板41上的驱动部和滑动部,以及安装在所述驱动部上的夹持部;所述牵引底板41上开有缺口,以供光伏焊带的通过。
33.所述驱动部包括固定安装在所述牵引底板41上的牵引气缸42,设置在所述牵引气缸42输出端的牵引伸缩杆,设置在所述牵引伸缩杆端部的牵引连接块43,与所述牵引连接块43铰接的两个牵引铰接杆44,以及分别与两个牵引铰接杆44连接的两个牵引滑板45。
34.所述滑动部包括固定安装在所述牵引底板41上的牵引滑轨47,以及与所述牵引滑轨47适配的两个牵引滑块46;两个牵引滑块46分别与两个牵引滑板45连接。所述夹持部包括分别与两个牵引滑板45固定连接的两个牵引固定板;两个牵引固定板上均开设有夹持孔。
35.通过采用上述技术方案,由牵引气缸42带动牵引伸缩杆进行伸缩,进而带动牵引连接块43进行移动,进而带动牵引铰接杆44进行移动,进而带动牵引滑板45进行带动牵引滑块46沿着牵引滑轨47进行滑动,进而带动牵引固定块48进行并拢,进而完成对光伏焊带的限位工作,防止光伏焊带在压延时出现偏移现象。
36.工作原理说明:首先将光伏焊带由一侧的牵引机构穿入,经过压延部3,进而牵引至另外一侧的牵引机构中;由牵引气缸42带动牵引伸缩杆进行伸缩,进而带动牵引连接块43进行移动,进而带动牵引铰接杆44进行移动,进而带动牵引滑板45进行带动牵引滑块46沿着牵引滑轨47进行滑动,进而带动牵引固定块48进行并拢,进而完成对光伏焊带的限位工作,防止光伏焊带在压延时出现偏移现象;此时由输入电机带动输入轴进行转动,进而带动压延筒31进行转动,进而带动压延齿轮32进行转动,进而带动适配齿轮34进行转动,进而带动适配筒33进行转动,进而由压延筒31和适配筒33进行完成对光伏焊带的压延工作;而光伏焊带在压延过程中,收到压延筒31上设计的压延槽312和压延环311的影响,进而使得通过压延筒31和适配筒33压延后的光伏焊带形成扁圆相间的若干段光伏焊
带;设计两组适配筒33,可以使得压延部3可以同时进行上下两条流水线的工作,进而增加了压延效率和出产效率。
37.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合。
38.为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1