一种应用于板料折弯机的上料装置及上料方法与流程
1.本发明涉及板料加工技术领域,具体涉及一种应用于板料折弯机的上料装置及上料方法。
背景技术:
2.板料折弯机是对板料进行折弯加工的一种设备,是钣金行业工件折弯成形的重要设备,其作用是将钢板根据工艺需要轧制成各种形状的零件。
3.针对现有技术存在以下问题:
4.1、现有的板料折弯装置都是通过人工对板料进行上料,人工上料不仅费时费力,并且会对板料折弯的效率造成影响,不利于板料的折弯加工,还存在着一定的危险性,容易对操作人员造成伤害;
5.2、现有的板料折弯装置,对于板料的折弯效率较慢,都是对板料进行依次的放置折弯拿取之后,才能够对下一块板料进行加工,不利于板料折弯机的使用,降低了板料的加工速度。
技术实现要素:
6.本发明提供一种应用于板料折弯机的上料装置及上料方法,其中一种目的是为了具备对板料的折弯机进行自动上料的效果,解决了现有的板料折弯装置使用时人工上料相对复杂并且安全性低的问题;其中另一种目的是为了解决现有的板料折弯装置对于板料的折弯加工速度相对较慢的问题,以达到对折弯机的折弯速度进行提升的效果。
7.为解决上述技术问题,本发明所采用的技术方案是:
8.第一方面,本发明提供一种应用于板料折弯机的上料装置,包括折弯机,所述折弯机的顶部后端固定连接有支撑架,所述支撑架的顶部设置有折弯冲头,所述折弯机的侧面固定连接有送料机构,所述送料机构的前端活动连接有箱门,所述折弯机的顶端设置有循环机构。
9.所述送料机构包括送料箱,所述送料箱固定连接在折弯机的侧面,所述送料箱的内部开设有料仓,所述箱门的内部顶端固定连接有第一电机,所述第一电机的输出轴固定连接有齿轮组一,所述齿轮组一的底端左侧固定连接有第一螺杆,所述第一螺杆的侧面螺纹连接有推块,所述料仓的底端设置有顶料机构。
10.所述循环机构包括第三电机,所述第三电机固定连接在折弯机的内部,所述第三电机的输出轴固定连接有主动轮,所述主动轮的侧面啮合连接有从动轮,所述从动轮的顶端固定连接有转动盘,所述转动盘的顶部固定连接有折弯模,所述折弯模的顶部设置有定距机构。
11.本发明技术方案的进一步改进在于:所述顶料机构包括第二电机,所述第二电机固定连接在送料箱的内部底端,所述第二电机的输出轴固定连接有齿轮组二,所述齿轮组二的顶部固定连接有第二螺杆,所述第二螺杆的侧面螺纹连接有顶块,所述顶块的顶部固
定连接有橡胶垫。
12.本发明技术方案的进一步改进在于:所述定距机构包括第四电机,所述第四电机固定连接在转动盘的内部,所述第四电机的输出轴固定连接有锥齿轮一,所述锥齿轮一的侧面啮合连接有锥齿轮二,所述锥齿轮二的左侧固定连接有第三螺杆,所述第三螺杆的侧面螺纹连接有滑动块,所述滑动块的顶部固定连接有定距板。
13.第二方面,本发明提供一种应用于板料折弯机的上料方法:该应用于板料折弯机的上料方法,包括以下步骤:
14.步骤一:打开箱门,将板料放入送料机构中;
15.步骤二:通过送料机构将板料放置在循环机构上;
16.步骤三:通过定距机构对板料需要折弯的尺寸进行确定;
17.步骤四:转动循环机构通过折弯冲头对板料进行折弯加工;
18.步骤五:再次转动循环机构,并将板料取出。
19.本发明技术方案的进一步改进在于:所述步骤二还包括以下步骤:
20.a1:启动第一电机并带动齿轮组一进行转动;
21.a2:通过齿轮组一的转动带动第一螺杆进行转动;
22.a3:通过第一螺杆带动推块进行移动,并将料仓中的板料推出;
23.a4:使板料落在折弯模上。
24.本发明技术方案的进一步改进在于:所述步骤三还包括以下步骤:
25.b1:启动第四电机并带动锥齿轮一进行转动;
26.b2:通过锥齿轮一的转动带动锥齿轮二的转动,并使得第三螺杆转动;
27.b3:通过第三螺杆带动滑动块进行移动,从而带动定距板对折弯的距离进行确定。
28.本发明技术方案的进一步改进在于:所述步骤四还包括以下步骤:
29.c1:启动第三电机,通过主动轮带动从动轮进行转动;
30.c2:使得转动盘转动,并将放置有板料的折弯模转动至折弯冲头的底端;
31.c3:通过折弯冲头对折弯模上的板料进行折弯加工。
32.本发明技术方案的进一步改进在于:所述步骤五还包括以下步骤:
33.d1:再次转动转动盘,使得折弯模移出折弯冲头的底部,并使得另一个折弯模移至折弯冲头的底部;
34.d2:将移出的折弯模上的折弯后的板料进行取出。
35.由于采用了上述技术方案,本发明相对现有技术来说,取得的技术进步是:
36.1、本发明提供一种应用于板料折弯机的上料装置及上料方法,通过料仓、第一电机、齿轮组一、第一螺杆、推块、顶料机构之间的相互配合,由顶料机构对料仓中的板料进行顶紧,并由第一电机通过齿轮组一带动第一螺杆转动,从而通过推块将板料进行推出至折弯模上,解决了现有的板料折弯装置使用时人工上料相对复杂并且安全性低的问题,实现了板料折弯的自动上料,保证了工人的操作安全。
37.2、本发明提供一种应用于板料折弯机的上料装置及上料方法,通过第三电机、主动轮、从动轮、转动盘、折弯模、定距机构之间的相互配合,第三电机通过主动轮带动从动轮转动,从而带动转动盘进行转动,并使得四个折弯模依次处于折弯冲头的下方,解决了现有的板料折弯装置对于板料的折弯加工速度相对较慢的问题,从而能够实现折弯机连续折弯
工作,提高了板料折弯的效率。
38.3、本发明提供一种应用于板料折弯机的上料装置及上料方法,打开箱门,将板料放入送料机构中,通过送料机构将板料放置在循环机构上,通过定距机构对板料需要折弯的尺寸进行确定,转动循环机构通过折弯冲头对板料进行折弯加工,再次转动循环机构,并将板料取出,实现了板料的自动上料和自动循环加工,方便了板料的折弯工作。
附图说明
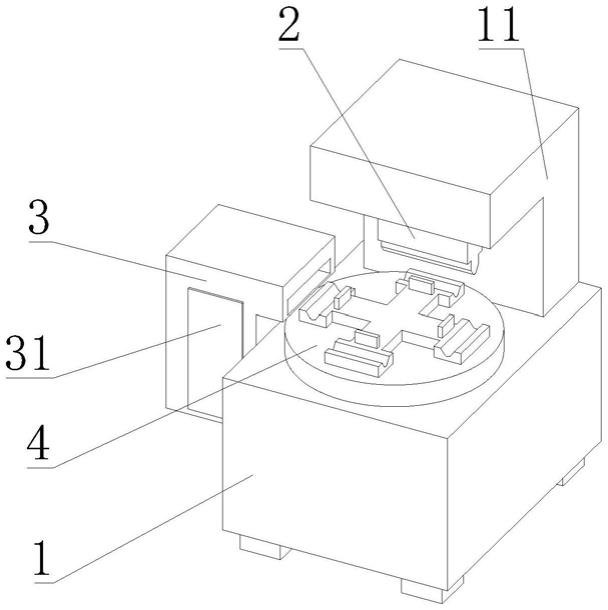
39.图1为本发明的结构示意图;
40.图2为本发明的送料机构的剖面结构示意图;
41.图3为本发明的顶料机构的剖面结构示意图;
42.图4为本发明的循环机构的剖面结构示意图;
43.图5为本发明主动轮和从动轮的结构示意图;
44.图6为本发明的定距机构的剖面结构示意图;
45.图7为本发明板料上料的流程示意图。
46.图中:1、折弯机;11、支撑架;2、折弯冲头;3、送料机构;31、箱门;32、送料箱;33、料仓;34、第一电机;35、齿轮组一;36、第一螺杆;37、推块;38、顶料机构;381、第二电机;382、齿轮组二;383、第二螺杆;384、顶块;385、橡胶垫;4、循环机构;41、第三电机;42、主动轮;43、从动轮;44、转动盘;45、折弯模;46、定距机构;461、第四电机;462、锥齿轮一;463、锥齿轮二;464、第三螺杆;465、滑动块;466、定距板。
具体实施方式
47.下面结合实施例对本发明做进一步详细说明:
48.实施例1
49.第一方面,如图1-7所示,本发明提供了一种应用于板料折弯机的上料装置及上料方法,包括折弯机1,折弯机1的顶部后端固定连接有支撑架11,支撑架11的顶部设置有折弯冲头2,折弯机1的侧面固定连接有送料机构3,送料机构3的前端活动连接有箱门31,折弯机1的顶端设置有循环机构4,送料机构3包括送料箱32,送料箱32固定连接在折弯机1的侧面,送料箱32的内部开设有料仓33,箱门31的内部顶端固定连接有第一电机34,第一电机34的输出轴固定连接有齿轮组一35,齿轮组一35的底端左侧固定连接有第一螺杆36,第一螺杆36的侧面螺纹连接有推块37,料仓33的底端设置有顶料机构38,顶料机构38包括第二电机381,第二电机381固定连接在送料箱32的内部底端,第二电机381的输出轴固定连接有齿轮组二382,齿轮组二382的顶部固定连接有第二螺杆383,第二螺杆383的侧面螺纹连接有顶块384,顶块384的顶部固定连接有橡胶垫385。
50.在本实施例中,在对板料进行折弯加工时,打开箱门31将板料放入料仓33中,第二电机381通过齿轮组二382带动第二螺杆383进行转动,从而能够驱动顶块384向上进行运动,并通过橡胶垫385对板料进行顶紧,再通过第一电机34带动齿轮组一35进行运动,从而是使得第一螺杆36进行转动,并驱动推块37的移动,从而能够将料仓33顶部的板料进行推出至循环机构4上,并通过循环机构4的转动将板料移动到折弯冲头2,从而能够对板料进行折弯加工。
51.实施例2
52.如图1-7所示,在实施例1的基础上,本发明提供一种技术方案:优选的,循环机构4包括第三电机41,第三电机41固定连接在折弯机1的内部,第三电机41的输出轴固定连接有主动轮42,主动轮42的侧面啮合连接有从动轮43,从动轮43的顶端固定连接有转动盘44,转动盘44的顶部固定连接有折弯模45,折弯模45的顶部设置有定距机构46,定距机构46包括第四电机461,第四电机461固定连接在转动盘44的内部,第四电机461的输出轴固定连接有锥齿轮一462,锥齿轮一462的侧面啮合连接有锥齿轮二463,锥齿轮二463的左侧固定连接有第三螺杆464,第三螺杆464的侧面螺纹连接有滑动块465,滑动块465的顶部固定连接有定距板466。
53.在本实施例中,在板料通过送料机构3落在折弯模45上时,可通过第四电机461带动锥齿轮一462进行转动,并通过锥齿轮二463驱动第三螺杆464进行转动,从而驱动滑动块465带动定距板466进行移动,从而对板材的折弯尺寸进行确定,再由第三电机41通过主动轮42带动从动轮43进行转动,主动轮42只有四分之一的齿,从而使得从动轮转动四分之一,从而通过转动盘44使得置有板料的折弯模45运动至折弯冲头2的底部,同时使得另一个折弯模45运动至送料机构3出,再次进行板料的添加,板料加工完成后再次对转动盘44进行转动,使得折弯后板料所在的折弯模45转出,并使得另一个折弯模45运动至折弯冲头2的底部,从而依次循环,能够不间断的对板料进行折弯,提高了板料折弯的效率。
54.实施例3
55.如图1-7所示,在实施例1的基础上,本发明提供一种应用于板料折弯机的上料方法:该应用于板料折弯机的上料方法,包括以下步骤:
56.步骤一:打开箱门31,将板料放入送料机构3中;
57.步骤二:通过送料机构3将板料放置在循环机构4上;
58.步骤三:通过定距机构46对板料需要折弯的尺寸进行确定;
59.步骤四:转动循环机构4通过折弯冲头2对板料进行折弯加工;
60.步骤五:再次转动循环机构4,并将板料取出。
61.步骤二还包括以下步骤:
62.a1:启动第一电机34并带动齿轮组一35进行转动;
63.a2:通过齿轮组一35的转动带动第一螺杆36进行转动;
64.a3:通过第一螺杆36带动推块37进行移动,并将料仓33中的板料推出;
65.a4:使板料落在折弯模45上
66.步骤三还包括以下步骤:
67.b1:启动第四电机461并带动锥齿轮一462进行转动;
68.b2:通过锥齿轮一462的转动带动锥齿轮二463的转动,并使得第三螺杆464转动;
69.b3:通过第三螺杆464带动滑动块465进行移动,从而带动定距板466对折弯的距离进行确定。
70.步骤四还包括以下步骤:
71.c1:启动第三电机41,通过主动轮42带动从动轮43进行转动;
72.c2:使得转动盘44转动,并将放置有板料的折弯模45转动至折弯冲头2的底端;
73.c3:通过折弯冲头2对折弯模45上的板料进行折弯加工。
74.步骤五还包括以下步骤:
75.d1:再次转动转动盘44,使得折弯模45移出折弯冲头2的底部,并使得另一个折弯模45移至折弯冲头2的底部;
76.d2:将移出的折弯模45上的折弯后的板料进行取出。
77.上文一般性的对本发明做了详尽的描述,但在本发明基础上,可以对之做一些修改或改进,这对于技术领域的一般技术人员是显而易见的。因此,在不脱离本发明思想精神的修改或改进,均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1