一种空调外机中隔板冲压模具的制作方法
1.本发明涉及冲压模具技术领域,具体为一种空调外机中隔板冲压模具。
背景技术:
2.空调即空气调节器是指用人工手段,对建筑或构筑物内环境空气的温度、湿度、流速等参数进行调节和控制的设备。目前空调外机上的中隔板一般是通过冲压模具进行加工的。而冲压模具是在冷冲压加工中,将材料加工成零件的一种特殊工艺装备,称为冷冲压模具。
3.但是目前的冲压模具一般是一位工人操作一组冲压模具,从而完成一组加工工艺,这就存在需要多位工人才能完成产品的加工,从而会提高劳动成本。
4.为此,我们提出一种空调外机中隔板冲压模具。
技术实现要素:
5.鉴于上述和/或现有一种空调外机中隔板冲压模具中存在的问题,提出了本发明。
6.因此,本发明的目的是提供一种空调外机中隔板冲压模具,能够解决上述提出现有的问题。
7.为解决上述技术问题,根据本发明的一个方面,本发明提供了如下技术方案:
8.一种空调外机中隔板冲压模具,其包括底板,所述底板的顶部左侧通过轴承转动连接第一转轴,所述第一转轴远离底板的一端固定安装第一圆板,所述第一圆板的外表面均匀固定安装四组第一扇形板,每组所述第一扇形板的顶部两端均固定安装支撑杆,所述支撑杆远离第一扇形板的一端固定安装支撑板,左侧所述支撑板上固定安装折弯下模具,后端所述支撑板上固定安装冲裁下模具,右侧所述支撑板上固定安装冲孔下模具,前端所述支撑板上固定安装压花下模具;
9.所述底板的顶部右侧通过轴承转动连接第二转轴,所述第二转轴远离底板的一端固定安装第二圆板,所述第二圆板的外表面均匀固定安装四组第二扇形板,左侧所述第二扇形板上通过升降结构安装冲孔上模具,后端所述第二扇形板上通过升降结构安装压花上模具,右侧所述第二扇形板上通过升降结构安装折弯上模具,前端所述第二扇形板上通过升降结构安装冲裁上模具;
10.所述第一转轴与所述第二转轴通过旋转结构相连接;
11.每组所述第一扇形板的顶部均安装有定位顶出结构,所述支撑板的顶部两端均安装有清理组件,且清理组件与定位顶出结构相连接。
12.作为本发明所述的一种空调外机中隔板冲压模具的一种优选方案,其中:所述折弯下模具可位于所述折弯上模具的正下方,所述冲裁下模具可位于所述冲裁上模具的正下方,所述冲孔下模具可位于所述冲孔上模具的正下方,所述压花下模具可位于所述压花上模具的正下方。
13.作为本发明所述的一种空调外机中隔板冲压模具的一种优选方案,其中:所述旋
转结构包括l形板、第一小齿轮、大齿轮和第二小齿轮,所述底板的顶部右端固定安装l形板,所述l形板的顶部固定安装第一箱体,所述第一箱体的内壁固定安装第一伺服电机,所述第一伺服电机的输出轴固定安装传动轴。
14.作为本发明所述的一种空调外机中隔板冲压模具的一种优选方案,其中:所述第一小齿轮的内壁固定安装传动轴,所述大齿轮的内壁固定安装第二转轴,所述第二小齿轮的内壁固定安装第一转轴,所述第一小齿轮、所述大齿轮和所述第二小齿轮通过链条传动连接。
15.作为本发明所述的一种空调外机中隔板冲压模具的一种优选方案,其中:所述定位顶出结构包括第一气泵、第二气泵、多通接头和通孔,所述第一扇形板的顶部左侧固定安装第一气泵,所述第一气泵的输出端固定安装第一管道,所述第一气泵的输入端固定安装第二管道,且第二管道上设有第一电磁阀;
16.所述第一扇形板的顶部右侧固定安装第二气泵,所述第二气泵的输入端固定安装第三管道,所述第二气泵的输出端固定安装第四管道,且第四管道上设有第二电磁阀。
17.作为本发明所述的一种空调外机中隔板冲压模具的一种优选方案,其中:所述第二管道远离第一气泵的一端固定安装在多通接头上,所述第四管道远离第二气泵的一端固定安装在多通接头上,所述多通接头的顶部两端内壁均固定安装第五管道,所述第五管道远离多通接头的一端固定安装在通孔上,所述多通接头的两端内壁均固定安装第六管道。
18.作为本发明所述的一种空调外机中隔板冲压模具的一种优选方案,其中:所述折弯下模具上设有折弯型腔,所述冲裁下模具上设有冲裁型腔,所述冲孔下模具上设有冲孔型腔,所述压花下模具上设有压花型腔;
19.所述折弯下模具、所述冲裁下模具、所述冲孔下模具和所述压花下模具的两端内壁上均开设通孔。
20.作为本发明所述的一种空调外机中隔板冲压模具的一种优选方案,其中:所述清理组件包括固定板,所述支撑板的顶部两端均固定安装固定板,所述固定板的顶端内壁固定安装喷头,且喷头呈倾斜排列,所述喷头的一端固定安装第六管道。
21.作为本发明所述的一种空调外机中隔板冲压模具的一种优选方案,其中:所述升降结构包括第二箱体和滑块,所述第二扇形板的顶部固定安装第二箱体,所述第二箱体的内壁固定安装第二伺服电机,所述第二伺服电机的输出轴固定安装螺杆,且螺杆上螺纹连接螺母,所述滑块的内壁固定安装螺母,所述滑块的底部两端均固定安装连接杆,所述连接杆的底部固定安装连接板,所述第二扇形板的内壁通过轴承转动连接螺杆,所述螺杆的底部固定安装限位板。
22.作为本发明所述的一种空调外机中隔板冲压模具的一种优选方案,其中:所述第二扇形板的底部两端均固定安装导向杆,所述滑块的两端内壁均滑动连接导向杆。
23.与现有技术相比:
24.1.本发明具有使工人远离冲压位置的作用,从而避免工人在上下料时,发生手被模具挤压的现象,大大提高了安全性;
25.2.通过第一伺服电机使传动轴进行顺时针旋转,旋转的传动轴则会通过第一小齿轮、大齿轮、第二小齿轮和链条使第一转轴和第二转轴进行旋转,且每次的旋转角度为90
°
,当第一转轴和第二转轴旋转时,将未加工的中隔板依次放入到折弯下模具、冲裁下模具、冲
孔下模具和压花下模具上,当在旋转的作用下使折弯下模具位于折弯上模具的正下方,或使冲裁下模具位于冲裁上模具的正下方,或使冲孔下模具位于冲孔上模具的正下方,或使压花下模具位于压花上模具的正下方时,通过第二伺服电机使螺杆进行旋转,当螺杆旋转时,则会在螺母的作用下使滑块带动连接杆上的连接板进行升降,从而实现使折弯下模具和折弯上模具进行冲压,或使冲裁下模具和冲裁上模具进行冲压,或使冲孔下模具和冲孔上模具进行冲压,或使压花下模具和压花上模具进行冲压,若是工人在折弯下模具处进行工作时,当折弯下模具在旋转一圈后,则将折弯下模具上的中隔板取出,并放入已被冲裁下模具,或冲孔下模具,或压花下模具加工过的中隔板,从而使该中隔板完成折弯工艺,如此循环,从而完成中隔板的加工,通过本发明具有实现只需一位工人即可完成产品的加工,从而会大大减少劳动成本,以及还会提高加工效率;
26.3.当把中隔板放在下模具上时,启动第一气泵和第一电磁阀,从而通过第一气泵使型腔中的空气依次经过通孔、第五管道、多通接头、第二管道和第一管道流出去,但是由于此时通孔被中隔板堵住,因此,中隔板则会被吸附在下模具上,从而完成对中隔板进行固定,通过对中隔板进行固定具有避免产品在移动的过程中发生错位的现象,从而会提高冲压质量;
27.4.当需要把中隔板从下模具上取走时,启动第二气泵和第二电磁阀,从而通过第二气泵使空气依次经过第四管道、多通接头、第五管道和通孔流入到型腔中,从而达到将中隔板顶起来,便于工人取走,与此同时,空气还会经过第六管道流入到喷头中,从而通过喷头对型腔中的杂质进行清理,避免了因杂质问题而影响到下次的冲压质量。
附图说明
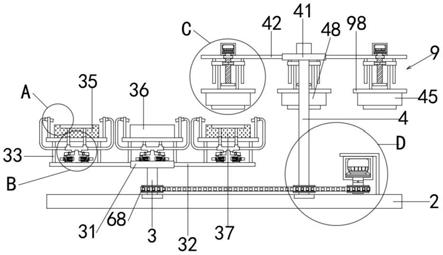
28.图1为本发明结构正视示意图;
29.图2为本发明图1中a处结构放大示意图;
30.图3为本发明图1中b处结构放大示意图;
31.图4为本发明图1中c处结构放大示意图;
32.图5为本发明图1中d处结构放大示意图;
33.图6为本发明结构俯视示意图;
34.图7为本发明支撑板结构示意图;
35.图8为本发明l形板结构示意图。
36.图中:底板2、第一转轴3、第一圆板31、第一扇形板32、支撑杆33、支撑板34、折弯下模具35、冲裁下模具36、冲孔下模具37、压花下模具38、第二转轴4、第二圆板41、第二扇形板42、折弯上模具45、冲裁上模具46、冲孔上模具47、压花上模具48、旋转结构6、l形板61、第一箱体62、第一伺服电机63、传动轴64、第一小齿轮65、大齿轮67、第二小齿轮68、链条69、定位顶出结构7、第一气泵71、第一管道711、第二管道72、第一电磁阀721、第二气泵73、第三管道731、第四管道74、第二电磁阀741、多通接头75、第五管道76、通孔77、清理组件8、固定板81、第六管道82、喷头83、升降结构9、第二箱体91、第二伺服电机92、螺杆93、限位板931、螺母94、滑块95、导向杆96、连接杆97、连接板98。
具体实施方式
37.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明的实施方式作进一步地详细描述。
38.本发明提供一种空调外机中隔板冲压模具,请参阅图1-图8,包括底板2,底板2的顶部左侧通过轴承转动连接第一转轴3,第一转轴3远离底板2的一端固定安装第一圆板31,第一圆板31的外表面均匀固定安装四组第一扇形板32,每组第一扇形板32的顶部两端均固定安装支撑杆33,支撑杆33远离第一扇形板32的一端固定安装支撑板34,左侧支撑板34上固定安装折弯下模具35,后端支撑板34上固定安装冲裁下模具36,右侧支撑板34上固定安装冲孔下模具37,前端支撑板34上固定安装压花下模具38,底板2的顶部右侧通过轴承转动连接第二转轴4,第二转轴4远离底板2的一端固定安装第二圆板41,第二圆板41的外表面均匀固定安装四组第二扇形板42,左侧第二扇形板42上通过升降结构9安装冲孔上模具47,后端第二扇形板42上通过升降结构9安装压花上模具48,右侧第二扇形板42上通过升降结构9安装折弯上模具45,前端第二扇形板42上通过升降结构9安装冲裁上模具46,折弯下模具35可位于折弯上模具45的正下方,冲裁下模具36可位于冲裁上模具46的正下方,冲孔下模具37可位于冲孔上模具47的正下方,压花下模具38可位于压花上模具48的正下方,第一转轴3与第二转轴4通过旋转结构6相连接,每组第一扇形板32的顶部均安装有定位顶出结构7,支撑板34的顶部两端均安装有清理组件8,且清理组件8与定位顶出结构7相连接。
39.旋转结构6包括l形板61、第一小齿轮65、大齿轮67和第二小齿轮68,底板2的顶部右端固定安装l形板61,l形板61的顶部固定安装第一箱体62,第一箱体62的内壁固定安装第一伺服电机63,第一伺服电机63的输出轴固定安装传动轴64,第一小齿轮65的内壁固定安装传动轴64,大齿轮67的内壁固定安装第二转轴4,第二小齿轮68的内壁固定安装第一转轴3,第一小齿轮65、大齿轮67和第二小齿轮68通过链条69传动连接。
40.定位顶出结构7包括第一气泵71、第二气泵73、多通接头75和通孔77,第一扇形板32的顶部左侧固定安装第一气泵71,第一气泵71的输出端固定安装第一管道711,第一气泵71的输入端固定安装第二管道72,且第二管道72上设有第一电磁阀721,第一扇形板32的顶部右侧固定安装第二气泵73,第二气泵73的输入端固定安装第三管道731,第二气泵73的输出端固定安装第四管道74,且第四管道74上设有第二电磁阀741,第二管道72远离第一气泵71的一端固定安装在多通接头75上,第四管道74远离第二气泵73的一端固定安装在多通接头75上,多通接头75的顶部两端内壁均固定安装第五管道76,第五管道76远离多通接头75的一端固定安装在通孔77上,多通接头75的两端内壁均固定安装第六管道82,折弯下模具35上设有折弯型腔,冲裁下模具36上设有冲裁型腔,冲孔下模具37上设有冲孔型腔,压花下模具38上设有压花型腔,折弯下模具35、冲裁下模具36、冲孔下模具37和压花下模具38的两端内壁上均开设通孔77。
41.清理组件8包括固定板81,支撑板34的顶部两端均固定安装固定板81,固定板81的顶端内壁固定安装喷头83,且喷头83呈倾斜排列,喷头83的出气口具有对准型腔的作用,喷头83的一端固定安装第六管道82,升降结构9包括第二箱体91和滑块95,第二扇形板42的顶部固定安装第二箱体91,第二箱体91的内壁固定安装第二伺服电机92,第二伺服电机92的输出轴固定安装螺杆93,且螺杆93上螺纹连接螺母94,滑块95的内壁固定安装螺母94,滑块95的底部两端均固定安装连接杆97,连接杆97的底部固定安装连接板98,第二扇形板42的
内壁通过轴承转动连接螺杆93,螺杆93的底部固定安装限位板931,通过限位板931具有避免螺母94从螺杆93上脱离出去的作用,第二扇形板42的底部两端均固定安装导向杆96,滑块95的两端内壁均滑动连接导向杆96,通过导向杆96具有避免滑块95发生旋转的作用。
42.工作原理:使工人在如图6所示的折弯下模具35、冲裁下模具36和压花下模具38中的其中一处位置进行工作,从而使工人远离冲压的位置,避免工人在上下料时,发生手被模具挤压的现象,大大提高了安全性;
43.在加工时,通过第一伺服电机63使传动轴64进行顺时针旋转,旋转的传动轴64则会通过第一小齿轮65、大齿轮67、第二小齿轮68和链条69使第一转轴3和第二转轴4进行旋转,且每次的旋转角度为90
°
,当第一转轴3和第二转轴4旋转时,将未加工的中隔板依次放入到折弯下模具35、冲裁下模具36、冲孔下模具37和压花下模具38上,当在旋转的作用下使折弯下模具35位于折弯上模具45的正下方,或使冲裁下模具36位于冲裁上模具46的正下方,或使冲孔下模具37位于冲孔上模具47的正下方,或使压花下模具38位于压花上模具48的正下方时,通过第二伺服电机92使螺杆93进行旋转,当螺杆93旋转时,则会在螺母94的作用下使滑块95带动连接杆97上的连接板98进行升降,从而实现使折弯下模具35和折弯上模具45进行冲压,或使冲裁下模具36和冲裁上模具46进行冲压,或使冲孔下模具37和冲孔上模具47进行冲压,或使压花下模具38和压花上模具48进行冲压;
44.若是工人在如图6所示的折弯下模具35处进行工作时,当折弯下模具35在旋转一圈后,则将折弯下模具35上的中隔板取出,并放入已被冲裁下模具36,或冲孔下模具37,或压花下模具38加工过的中隔板,从而使该中隔板完成折弯工艺,如此循环,从而完成中隔板的加工;
45.当把中隔板放在下模具上时,启动第一气泵71和第一电磁阀721,从而通过第一气泵71使型腔中的空气依次经过通孔77、第五管道76、多通接头75、第二管道72和第一管道711流出去,但是由于此时通孔77被中隔板堵住,因此,中隔板则会被吸附在下模具上,从而完成对中隔板进行固定;
46.当需要把中隔板从下模具上取走时,启动第二气泵73和第二电磁阀741,从而通过第二气泵73使空气依次经过第四管道74、多通接头75、第五管道76和通孔77流入到型腔中,从而达到将中隔板顶起来,便于工人取走,与此同时,空气还会经过第六管道82流入到喷头83中,从而通过喷头83对型腔中的杂质进行清理,避免了因杂质问题而影响到下次的冲压质量。
47.虽然在上文中已经参考实施方式对本发明进行了描述,然而在不脱离本发明的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,本发明所披露的实施方式中的各项特征均可通过任意方式相互结合起来使用,在本说明书中未对这些组合的情况进行穷举性的描述仅仅是出于省略篇幅和节约资源的考虑。因此,本发明并不局限于文中公开的特定实施方式,而是包括落入权利要求的范围内的所有技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1