一种生态管道加强网凹槽成型装置的制作方法
一种生态管道加强网凹槽成型装置
【技术领域】
1.本发明涉及一种生态管道加强网凹槽成型装置,属于生态管道加强网凹槽成型装置领域,具体而言,涉及一种生态管道加强网凹槽成型装置。
背景技术:
2.附管生态管道是一种高铁沿线使用的先进管道,生产工艺要求管道加强网凹槽成型装置要与生态管道加强网的织网机、管道基体的制管机、管道管体的制管机匹配成套,能够使织网机在带有凹槽的管道基体上织出圆筒状加强网,在圆筒状的加强网上压制出凹槽并使加强网与有凹槽的管道基体匹配并紧密贴附在一起,能够与管道的基体制管、加强网编织、管体制管生产实现同步一体化。但现有的各种加强网凹陷装置因用途设计原因都不能与生态管道加强网的织网机、管道基体的制管机、管道管体的制管机匹配成套,无法使织网机在带有凹槽的管道基体上织出圆筒状加强网,不能在圆筒状的加强网上压制出凹槽,不能使加强网与有凹槽的管道基体匹配,无法与管道的基体制管、加强网编织、管体制管生产实现同步一体化,给附管生态管道生产带来十分不便。本发明是一种生态管道加强网凹槽成型装置,安装在生态管道生产线上,能够与生态管道加强网的织网机、管道基体的制管机、管道管体的制管机匹配成套,能够使织网机在带有凹槽的管道基体上织出圆筒状加强网,能在圆筒状的加强网上压制出凹槽而使加强网与有凹槽的管道基体匹配并紧密贴附在一起,能够与管道的基体制管、加强网编织、管体制管生产实现同步一体化,为附管生态管道生产提供方便。
技术实现要素:
3.本发明是一种生态管道加强网凹槽成型装置,旨在安装在生态管道制管生产线上,能够与生态管道加强网的织网机、管道基体的制管机、管道管体的制管机匹配成套,能够使织网机在带有凹槽的管道基体上织出圆筒状加强网,能够在圆筒状的加强网上压制出凹槽而使加强网与有凹槽的管道基体匹配并紧密贴附在一起,能够与管道的基体制管、加强网编织、管体制管生产实现同步一体化,为附管生态管道生产提供方便。
4.本发明是这样实现的:
5.一种生态管道加强网凹槽成型装置,包括导向机构、导向压紧机构、预压机构、预压防反弹机构、成型机构、整形压紧机构、整形机构、补偿机构、间隙调整机构、连接杆、安装座、机体、传动系统;
6.所述导向机构、导向压紧机构、预压机构、预压防反弹机构、成型机构、整形压紧机构、整形机构、连接杆、间隙调整机构与安装座通过螺栓紧固件、螺母组件装配成一个整体;所述安装座由座板和底板组成,座板上设有轴承座孔、螺栓孔、螺纹孔,底板上设有螺栓孔,安装座的座板、底板通过焊接而成为一个整体,连接杆为轴状结构并且设有螺纹,安装座与连接杆、机体通过螺母、螺栓紧固件装配成一个整体;间隙调整机构由调节螺纹杆、导向块、调节板和螺母组件组成,调节螺纹杆与调节板、对应的传动轴的轴承座通过螺母组件装配
在一起,调节板与导向块通过螺栓紧固件装配成一体,导向块设有沉头螺栓孔和螺纹孔,导向块与安装座通过螺栓紧固件装配成一个整体;补偿机构由补偿体、补偿座组成,补偿体设有圆弧面、纵向槽,补偿座为长方体的板状结构并设有螺栓孔,补偿体、补偿座用不锈钢材料加工而成并焊接成为一个整体,所述补偿机构与加强网的织网机的机体通过螺栓紧固件装配成一个整体;所述传动系统由预压链传动系统、成型链传动系统组成,预压链传动系统由预压用电机、预压电机链轮、预压链轮、预压链条、导压链轮、导压主动链轮、导向链条、导向链轮、涨紧轮组成,预压电机链轮通过预压链条而驱动预压链轮、导压链轮运转;导压链轮带动导压主动链运转,导压主动链轮通过导向链条而驱动导向链轮运转;成型链传动系统由成型用电机、成型电机链轮、成型链轮、成型主动链轮、成型链条、预压防弹链轮、预压防弹链条、预压防弹涨紧轮、整压链轮、整压主动链轮、整形链条、整形链轮、整形链涨紧轮组成,成型电机链轮通过成型链条驱动成型链轮、整压链轮运转;成型链轮带动成型主动链轮运转,成型主动链轮通过预压防弹链条、预压防弹涨紧轮驱动预压防弹链轮旋转;整压链轮带动整压主动链轮运转,整压主动链轮通过整形链条、整形链涨紧轮而驱动整形链轮运转;所述导向机构由导向轮、导向轮轮轴、导向链轮、连接键、轴承、轴承座组成并装配成一体,轴承座插装在安装座的轴承座孔内、与安装座通过螺栓紧固件装配在一起,轴承座与对应的间隙调整机构的调节螺纹杆通过螺母组件而装配成一个整体;导向轮的轮体为径向凹陷圆弧曲线的回转体结构,导向轮轮轴为阶梯轴并且设有键槽;导向链轮驱动导向轮轮轴运转而使导向轮运转;导向压紧机构由导压轮轮轴总成和导压输送轮轮轴总成组成,导压轮轮轴总成由导压轮、导压轮轮轴、导压从动齿轮、连接键、轴承、轴承座组成并装配成一体,导压输送轮轮轴总成由导压输送轮、导压输送轮轮轴、导压主动齿轮、导压链轮、导压主动链轮、连接键、轴承、轴承座组成并装配成一体,导压轮、导压输送轮均为径向凹陷弧形曲线的回转体结构;导压轮轮轴总成的轴承座、导压输送轮轮轴总成的轴承座分别与安装座通过螺栓紧固件装配在一起,导压轮轮轴总成的轴承座又与对应的间隙调整机构的调节螺纹杆通过螺母组件装配在一起;导压链轮驱动导压输送轮轮轴旋转而带动导压输送轮、导压主动齿轮、导压主动链轮运转,导压主动齿轮驱动导压从动齿轮旋转,导压从动齿轮带动导压轮轮轴旋转而使导压轮运转;预压机构由预压轮轮轴总成和预压输送轮轮轴总成组成,预压轮轮轴总成由预压轮、预压轮轮轴、预压从动齿轮、连接键、轴承、轴承座组成并装配在一起,预压输送轮轮轴总成由预压输送轮、预压输送轮轮轴、预压主动齿轮、预压链轮、连接键、轴承、轴承座组成并装配在一起;预压轮的轮体为扁窄轮结构,弧面轮缘上设有细小齿牙,预压输送轮为径向凹陷圆弧曲线的回转体结构;预压轮轮轴总成的轴承座与安装座、对应的间隙调整机构的调节螺纹杆装配在一起,预压输送轮轮轴的轴承座与安装座装配在一起;预压链轮驱动预压输送轮轮轴旋转而带动预压输送轮、预压主动齿轮运转,预压主动齿轮驱动预压从动齿轮旋转,预压从动齿轮带动预压轮轮轴旋转而使预压轮运转;预压防反弹机构由预压防弹轮轮轴总成和预压防弹输送轮轮轴总成组成,预压防弹轮轮轴总成由预压防弹轮、预压防弹轮轮轴、预压防弹从动齿轮、连接键、轴承、轴承座组成并装配成一体,预压防弹输送轮轮轴总成由预压防弹输送轮、预压防弹输送轮轮轴、预压
防弹主动齿轮、预压防弹链轮、连接键、轴承、轴承座组成并装配成一体;预压防弹轮为w型的弧形线的回转体结构,预压输送轮为径向凹陷弧形曲线的回转体结构;预压防弹轮轮轴总成的轴承座与安装座、对应的间隙调整机构的调节螺纹杆装配在一起,预压防弹输送轮轮轴总成的轴承座与安装座装配在一起;预压防弹链轮驱动预压防弹输送轮轮轴旋转而带动预压防弹输送轮、预压防弹主动齿轮运转,预压防弹主动齿轮驱动预压防弹从动齿轮旋转,预压防弹从动齿轮带动预压防弹轮轮轴旋转而使预压防弹轮运转;成型机构由成型轮轮轴总成、成型输送轮轮轴总成组成,成型轮轮轴总成由成型轮、成型轮轮轴、成型从动齿轮、连接键、轴承、轴承座组成并装配成一体,成型输送轮轮轴总成由成型输送轮、成型输送轮轮轴、成型链轮、成型主动链轮、成型主动齿轮、连接键、轴承、轴承座组成并装配成一体;成型轮为腰鼓形轮体结构,轮缘曲线为半圆弧形,成型输送轮为径向凹陷弧形曲线的回转体结构;成型轮轮轴总成的轴承座与安装座、对应的间隙调整机构的调节螺纹杆装配在一起,成型输送轮轮轴总成的轴承座与安装座装配在一起;成型链轮驱动成型输送轮轮轴旋转而带动成型输送轮、成型主动齿轮、成型主动链轮运转,成型主动齿轮驱动成型从动齿轮旋转,成型从动齿轮带动成型轮轮轴旋转而使成型轮运转;整形压紧机构由整压轮轮轴总成、整压输送轮轮轴总成组成,整压轮轮轴总成由整压轮、整压轮轮轴、整压从动齿轮、连接键、轴承、轴承座组成并装配成一体,整压输送轮轮轴总成由整压输送轮、整压输送轮轮轴、整压主动齿轮,整压链轮、整压主动链轮、连接键、轴承、轴承座组成并装配成一体;整压轮的轮体为两个v型的弧形曲线的回转体的组合结构,整压输送轮为径向凹陷弧形曲线的回转体结构;整压轮轮轴总成的轴承座与安装座、对应的间隙调整机构的调节螺纹杆装配在一起,整压输送轮轮轴总成的轴承座与安装座装配在一起;整压链轮驱动整压输送轮轮轴旋转而带动整压输送轮、整压主动齿轮、整压主动链轮运转,整压主动齿轮驱动整压从动齿轮旋转,整压从动齿轮带动整压轮轮轴旋转而使整压轮运转;整形机构由整形轮轮轴总成、整形输送轮轮轴总成组成,整形轮轮轴总成由整形轮、整形轮轮轴、整形从动齿轮、连接键、轴承、轴承座组成并装配成一体,整形输送轮轮轴总成由整形输送轮、整形输送轮轮轴、整形主动齿轮、整形链轮、连接键、轴承、轴承座组成并装配成一体;整形轮为倒m型的弧形曲线的回转体结构,整形输送轮为径向凹陷弧形曲线的回转体结构;整形轮轮轴总成的轴承座与安装座、对应的间隙调整机构的调节螺纹杆装配在一起,整形输送轮轮轴总成的轴承座与安装座装配在一起;整形链轮驱动整形输送轮轮轴旋转而带动整形输送轮、整形主动齿轮运转,整形主动齿轮驱动整形从动齿轮旋转,整形从动齿轮带动整形轮轮轴旋转而使整形轮运转。
【附图说明】
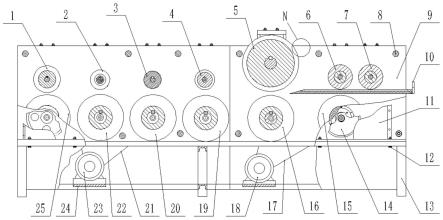
7.图1加强网凹槽成型装置示意图
8.图2加强网凹槽成型装置局部n放大图
9.图3加强网凹槽成型装置俯视图
10.图4加强网凹槽成型装置后视图
11.图5加强网凹槽成型装置m局部放大图
12.图6加强网凹槽成型装置前视图
13.图7导向机构g-g剖视图
14.图8导向压紧机构f-f剖视图
15.图9预压机构e-e剖视图
16.图10预压防反弹机构d-d剖视图
17.图11成型机构c-c剖视图
18.图12整形压紧机构b-b剖视图
19.图13整形机构a-a剖视图
20.图14补偿机构的结构示意图
21.图15加强网凹槽成型装置工作示意图
22.图16加强网凹槽成型装置工作的局部k放大图
23.图17加强网凹槽成型装置的局部p-p剖视图
24.图18生态管道截面结构示意图
25.附图标记说明
26.1整形轮2整压轮3成型轮4预压防弹轮5预压轮6导压轮7导向轮8连接杆9安装座10补偿机构11齿轮护罩12螺栓组件13机体14导压主动齿轮15导压输送轮16预压输送轮17预压传动链条18预压用电机19预压防弹输送轮20成型输送轮21成型链条22整压输送轮23成型用电机24电机安装座25整形输送轮26链轮护罩27整形链轮28整形链条29整形涨紧轮30整压主动链轮31成型电机链轮32成型主动链轮33预压防弹链条34预压防弹涨紧轮35预压防弹链轮36预压电机链轮37预压链轮38导压主动链轮39导向链条40导向链轮41调节螺纹杆42调节板43导向块44整形主动齿轮45整形从动齿轮46整压从动齿轮47成型从动齿轮48预压防弹从动齿轮49预压从动齿轮50导压从动齿轮51预压主动齿轮52预压防弹主动齿轮53成型主动齿轮54整压主动齿轮55整压链轮56成型链轮57导压链轮58补偿体59补偿座60生态管道61管体制管机62加强网凹槽成装置63织网机64基体制管机65加强网66管道基体67管道管体;
【具体实施方式】
27.本发明是这样实现的:所述导向机构、导向压紧机构、预压机构、预压防反弹机构、成型机构、整形压紧机构、整形机构、连接杆8、间隙调整机构与安装座9通过螺栓紧固件、螺母组件装配成一个整体;所述安装座9由座板和底板组成,座板上设有轴承座孔、螺栓孔、螺纹孔,底板上设有螺栓孔,安装座9的座板、底板通过焊接而成为一个整体,连接杆8为轴状结构并且设有螺纹,安装座9与连接杆8、机体13通过螺母、螺栓紧固件装配成一个整体;间隙调整机构由调节螺纹杆41、导向块43、调节板42和螺母组件组成,调节螺纹杆41与调节板42、对应的传动轴的轴承座通过螺母组件装配在一起,调节板42与导向块43通过螺栓紧固件装配成一体,导向块43设有沉头螺栓孔和螺纹孔,导向块43与安装座9通过螺栓紧固件装配成一个整体;补偿机构10由补偿体58、补偿座59组成,补偿体58设有圆弧面、纵向槽,补偿座59为长方体的板状结构并设有螺栓孔,补偿体58、补偿座59用不锈钢材料加工而成并焊接成为一个整体,所述补偿机构10与加强网65的织网机63的机体通过螺栓紧固件装配成一个整体;所述传动系统由预压链传动系统、成型链传动系统组成,预压链传动系统由预压
用电机18、预压电机链轮36、预压链轮37、预压链条17、导压链轮57、导压主动链轮38、导向链条39、导向链轮40、涨紧轮组成,预压电机链轮36通过预压链条17而驱动预压链轮37、导压链轮57运转;导压链轮57带动导压主动链38运转,导压主动链轮38通过导向链条39而驱动导向链轮40运转;成型链传动系统由成型用电机23、成型电机链轮31、成型链轮56、成型主动链轮32、成型链条21、预压防弹链轮35、预压防弹链条33、预压防弹涨紧轮34、整压链轮55、整压主动链轮30、整形链条28、整形链轮27、整形链涨紧轮29组成,成型电机链轮31通过成型链条21驱动成型链轮56、整压链轮55运转;成型链轮56带动成型主动链轮27运转,成型主动链轮27通过预压防弹链条33、预压防弹涨紧轮34驱动预压防弹链轮35旋转;整压链轮55带动整压主动链轮30运转,整压主动链轮30通过整形链条28、整形链涨紧轮29而驱动整形链轮27运转;所述导向机构由导向轮7、导向轮轮轴、导向链轮40、连接键、轴承、轴承座组成并装配成一体,轴承座插装在安装座9的轴承座孔内、与安装座9通过螺栓紧固件装配在一起,轴承座与对应的间隙调整机构的调节螺纹杆41通过螺母组件而装配成一个整体;导向轮7的轮体为径向凹陷圆弧曲线的回转体结构,导向轮轮轴为阶梯轴并且设有键槽;导向链轮40驱动导向轮轮轴运转而使导向轮7运转;导向压紧机构由导压轮轮轴总成和导压输送轮轮轴总成组成,导压轮轮轴总成由导压轮6、导压轮轮轴、导压从动齿轮50、连接键、轴承、轴承座组成并装配成一体,导压输送轮轮轴总成由导压输送轮15、导压输送轮轮轴、导压主动齿轮14、导压链轮57、导压主动链轮38、连接键、轴承、轴承座组成并装配成一体,导压轮6、导压输送轮15均为径向凹陷弧形曲线的回转体结构;导压轮轮轴总成的轴承座、导压输送轮轮轴总成的轴承座分别与安装座9通过螺栓紧固件装配在一起,导压轮轮轴总成的轴承座又与对应的间隙调整机构的调节螺纹杆41通过螺母组件装配在一起;导压链轮57驱动导压输送轮轮轴旋转而带动导压输送轮15、导压主动齿轮14、导压主动链轮38运转,导压主动齿轮14驱动导压从动齿轮50旋转,导压从动齿轮50带动导压轮轮轴旋转而使导压轮6运转;预压机构由预压轮轮轴总成和预压输送轮轮轴总成组成,预压轮轮轴总成由预压轮5、预压轮轮轴、预压从动齿轮49、连接键、轴承、轴承座组成并装配在一起,预压输送轮轮轴总成由预压输送轮16、预压输送轮轮轴、预压主动齿轮51、预压链轮37、连接键、轴承、轴承座组成并装配在一起;预压轮5的轮体为扁窄轮结构,弧面轮缘上设有细小齿牙,预压输送轮16为径向凹陷弧形曲线的回转体结构;预压轮轮轴总成的轴承座与安装座9、对应的间隙调整机构的调节螺纹杆41装配在一起,预压输送轮轮轴的轴承座与安装座9装配在一起;预压链轮37驱动预压输送轮轮轴旋转而带动预压输送轮16、预压主动齿轮51运转,预压主动齿轮61驱动预压从动齿轮49旋转,预压从动齿轮49带动预压轮轮轴旋转而使预压轮5运转,预压轮5把圆筒状的加强网65压制成带凹陷状结构;预压防反弹机构由预压防弹轮轮轴总成和预压防弹输送轮轮轴总成组成,预压防弹轮轮轴总成由预压防弹轮4、预压防弹轮轮轴、预压防弹从动齿轮48、连接键、轴承、轴承座组成并装配成一体,预压防弹输送轮轮轴总成由预压防弹输送轮19、预压防弹输送轮轮轴、预压防弹主动齿轮52、预压防弹链轮35、连接键、轴承、轴承座组成并装配成一体;预压防弹轮4为w型的弧形线的回转体结构,预压输送轮19为径向凹陷弧形曲线的回转体结构;预压防弹轮轮轴总成的轴承座与安装座9、对应的间隙调整机构的调节螺纹杆41装配在一
起,预压防弹输送轮轮轴总成的轴承座与安装座9装配在一起;预压防弹链轮35驱动预压防弹输送轮轮轴旋转而带动预压防弹输送轮19、预压防弹主动齿轮52运转,预压防弹主动齿轮52驱动预压防弹从动齿轮48旋转,预压防弹从动齿轮48带动预压防弹轮轮轴旋转而使预压防弹轮4运转;成型机构由成型轮轮轴总成、成型输送轮轮轴总成组成,成型轮轮轴总成由成型轮3、成型轮轮轴、成型从动齿轮47、连接键、轴承、轴承座组成并装配成一体,成型输送轮轮轴总成由成型输送轮20、成型输送轮轮轴、成型链轮56、成型主动链轮32、成型主动齿轮53、连接键、轴承、轴承座组成并装配成一体;成型轮3为腰鼓形轮体结构,轮缘曲线为半圆弧形,成型输送轮20为径向凹陷弧形曲线的回转体结构;成型轮轮轴总成的轴承座与安装座9、对应的间隙调整机构的调节螺纹杆41装配在一起,成型输送轮轮轴总成的轴承座与安装座9装配在一起;成型链轮56驱动成型输送轮轮轴旋转而带动成型输送轮20、成型主动齿轮53、成型主动链轮32运转,成型主动齿轮53驱动成型从动齿轮47旋转,成型从动齿轮47带动成型轮轮轴旋转而使成型轮3运转,成型轮3把加强网65的凹陷部位压进管道基体66的凹槽内,并把加强网65压制出与管道基体66匹配的凹槽;整形压紧机构由整压轮轮轴总成、整压输送轮轮轴总成组成,整压轮轮轴总成由整压轮2、整压轮轮轴、整压从动齿轮46、连接键、轴承、轴承座组成并装配成一体,整压输送轮轮轴总成由整压输送轮22、整压输送轮轮轴、整压主动齿轮54,整压链轮55、整压主动链轮30、连接键、轴承、轴承座组成并装配成一体;整压轮2的轮体为两个v型的弧形曲线的回转体的组合结构,整压输送轮22为径向凹陷弧形曲线的回转体结构;整压轮轮轴总成的轴承座与安装座9、对应的间隙调整机构的调节螺纹杆41装配在一起,整压输送轮轮轴总成的轴承座与安装座9装配在一起;整压链轮55驱动整压输送轮轮轴旋转而带动整压输送轮22、整压主动齿轮54、整压主动链轮30运转,整压主动齿轮54驱动整压从动齿轮46旋转,整压从动齿轮46带动整压轮轮轴旋转而使整压轮2运转;整形机构由整形轮轮轴总成、整形输送轮轮轴总成组成,整形轮轮轴总成由整形轮1、整形轮轮轴、整形从动齿轮45、连接键、轴承、轴承座组成并装配成一体,整形输送轮轮轴总成由整形输送轮25、整形输送轮轮轴、整形主动齿轮44、整形链轮27、连接键、轴承、轴承座组成并装配成一体;整形轮1为倒m型的弧形曲线的回转体结构,整形输送轮25为为径向凹陷弧形曲线的回转体结构;整形轮轮轴总成的轴承座与安装座9、对应的间隙调整机构的调节螺纹杆41装配在一起,整形输送轮轮轴总成的轴承座与安装座9装配在一起;整形链轮27驱动整形输送轮轮轴旋转而带动整形输送轮25、整形主动齿轮44运转,整形主动齿轮44驱动整形从动齿轮45旋转,整形从动齿轮45带动整形轮轮轴旋转而使整形轮1运转,整形轮1把加强网65整形并使加强网65的凹槽与管道基体66的凹槽紧密地贴附在一起;所述加强网凹槽成型装置62的导向轮7、导压轮6/导压输送轮15、预压轮5/预压输送轮16、预压防弹轮4/预压防弹输送轮19、成型轮3/成型输送轮20、整压轮2/22整压输送轮、整形轮1/整形输送轮25运转,把织网机63在管道基体66、补偿机构10上织出的圆筒状加强网65压制出凹槽,使加强网65的凹槽与管道基体66的凹槽匹配并贴附在一起。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1