一种钢背倒刺设备及方法与流程
1.本发明属于钢背加工技术领域,具体说是涉及一种钢背倒刺设备及方法。
背景技术:
2.目前,为了使摩擦材料与刹车片钢背牢固地贴附在一起,常常采取在刹车片钢背上加工出一定密度的凸起物或凹坑,即在钢背的接触面上设置倒刺机构。例如,申请号为cn202010665042.2的中国发明专利公开了一种基于接触面倒刺机构高强度摩托车钢背的起刺设备,通过倒刺机一次性对钢背进行起刺;申请号为cn201620456414.x的中国实用新型专利公开了钢背自动起刺机,通过起刺刀具对钢背进行起刺;申请号为cn202120781758.9的中国实用新型专利公开了一种节能环保型钢背倒刺装置,利用吸附机构和按压机构对钢背进行倒刺,然而,现有的钢背倒刺工艺普遍存在以下技术问题:(1)现有钢背倒刺工艺,均是通过单一刀头在钢背表面上进行挑刺,从而形成倒刺,刀头每挑一次便形成一个倒刺,经过刀头的多次挑刺,继而完成一个钢背的倒刺工艺,导致此工艺生产效率低;(2)工件在起刺工位起刺时,靠气缸进行固定,这样固定性差,也容易损坏,成本高,导致钢背倒刺不均匀;(3)现有的加工装置虽然可以在刹车片钢背上制成刺状突起物,但钢背在送料时,只能一块一块靠人工单独放置在工作台上,这样不仅增加了工作人员的劳动强度,而且工作效率低,无法实现自动化生产。
3.因此,本方案针对上述的技术问题进行解决。
技术实现要素:
4.本发明的目的在于提供一种钢背倒刺设备及方法,解决了如何高效地对钢背倒刺的技术问题,提出了一种新的倒刺工艺,大大提升了工作的效率,使得倒刺均匀,实现了半自动化乃至自动化的技术效果。
5.一种钢背倒刺设备,包括支撑架、分别设置在所述支撑架两侧且相互平行的第一纵轨和第二纵轨、可滑动的设置在所述第一纵轨和所述第二纵轨上的纵移动架、可滑动的设置在所述纵移动架上的横移动架,所述横移动架上集成设置有数控切割机、真空气缸、点胶机和点焊机;所述纵移动架上设置有动力机构一,所述横移动架上设置有动力机构二;所述支撑架上设置有支撑板,所述支撑板上从下到上依次设置有钢制的第一层板和第二层板。
6.所述数控切割机和所述点焊机分别设置在所述纵移动架的两侧,所述真空气缸和所述点胶机分别设置在所述纵移动架的两侧,所述真空气缸的底端设置有真空吸盘,所述点胶机内设置有结构胶。
7.所述横移动架上还设置有电磁起重组件,所述电磁起重组件包括电磁吸盘一和电
磁吸盘二,所述电磁吸盘一和所述电磁吸盘二分别设置在所述横移动架的两侧。
8.所述纵移动架上设置有压辊,所述压辊与所述第一纵轨或者第二纵轨垂直设置,所述压辊的两端分别与升降气缸的伸缩杆铰接,所述压辊设置在所述横移动架的下方。
9.所述动力机构一包括设置在所述纵移动架外侧的固定块、竖直穿过所述固定块上的转轴一、设置在所述转轴一底端的齿轮一、与所述转轴一顶端连接的电机一,所述电机一设置在所述固定块上,所述齿轮一与设置在所述第一纵轨或者第二纵轨上的啮合齿连接。
10.所述动力机构二包括竖直穿过所述横移动架顶端的转轴二、设置在所述转轴二底端的齿轮二、设置在所述转轴二顶端的电机二,所述齿轮二与设置在所述纵移动架上的啮合齿连接。
11.所述纵移动架包括开口朝下设置的u型杆、分别垂直设置在所述u型杆两端的横杆、分别设置在所述横杆两端的移动轮,所述移动轮设置在第一纵轨或第二纵轨中。
12.一种钢背倒刺方法,具体步骤如下:步骤s1:将两层钢板叠加堆垛在支撑板上,且边沿对齐;步骤s2:利用数控切割机同时对两层钢板进行切割,根据数控编程语言,切割并获得钢背件,然后减少切割机的功率,减小切割深度,只针对顶层的钢板进一步切割,获得钢背上的加强筋组件;步骤s3:利用真空气缸底端的真空吸盘,将加强筋组件吸合上来,利用点胶机进行点胶操作,将结构胶点在底层钢板的上端面,随后再将加强筋组件放置在结构胶上;步骤s4:当点胶操作结束后,由于整个时间并不是很长,底层钢板上的结构胶还没有完全固化,此时,采用压辊对顶层钢板进行辊压,使得底层钢板和顶层的加强筋组件结合更加密切;步骤s5:加强筋组件切割完毕后,顶层钢板剩余的部分成为废料,利用起重装置,将废料移除;步骤s6:利用点焊机,对底层钢板和顶层的加强筋组件进行点焊操作,在其连接面的内侧边沿进行点焊;步骤s7:最后,将制备好的钢背结构取出即可。
13.两个金属板通过结构胶的连接方式,可以达到焊接的强度。
14.与现有技术相比,本发明的有益效果是:(1)本方案中采用全新的钢背倒刺制备工艺,取代了以往采用刀具进行倒刺的弊端,避免了以往刀具与钢板接触时的巨大噪音,采用钢背分层处理,减少了加工难度,采用点胶和点焊处理工艺,保证了钢背的连接强度;(2)采用点焊处理工艺,一方面可以增加连接强度,另一方面,温度升高有助于结构胶的固化,加快固化过程,因为众所周知,对于结构胶,若温度低,应采用加热处理,可以促进固化;(3)设置有第二层板,在数控切割后,第二层板被分割为加强筋组件和废料部分,当将加强筋组件取出后,并进行点胶处理时,废料部分还具有限位的作用效果,即使得加强筋组件能够准确的与第一层板连接;(4)采用辊压处理过程,即点胶完毕后,采用压辊在第二层板上来回滚动,有助于使得加强筋组件与第一层板的结合更加紧密,也避免将废料部分取出时,影响到加强筋组
件的位置。
附图说明
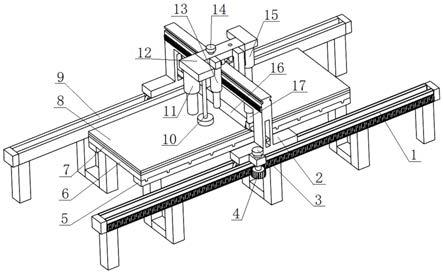
15.图1是本发明实施例中钢背倒刺设备的结构示意图一。
16.图2是本发明实施例中钢背倒刺设备的结构示意图二。
17.图3是本发明实施例中钢背倒刺设备的右视图。
18.图4是本发明实施例中钢背的结构示意图。
19.图5是本发明实施例中钢背在钢板的分布示意图。
20.图6是本发明实施例中钢背倒刺设备的主视图。
21.其中,附图中:1、第一纵轨;2、纵移动架;21、u型杆;22、横杆;23、移动轮;3、电机一;4、齿轮一;41、固定块;42、转轴一;5、支撑架;6、支撑板;7、第一层板;71、底层钢板;8、第二层板;81、加强筋组件;82、废料一;83、废料二;9、第二纵轨;10、电磁吸盘一;11、数控切割机;12、横移动架;121、顶轮;122、限位块;123、齿轮二;13、真空气缸;14、电机二;15、点焊机;16、压辊;17、升降气缸;18、电磁吸盘二;19、点胶机。
具体实施方式
22.为了能更加清楚说明本方案的技术特点,下面通过具体实施方式,对本方案进行阐述。
23.参见图1、图2、图3和图6,一种钢背倒刺设备,包括支撑架5、分别设置在支撑架5两侧且相互平行的第一纵轨1和第二纵轨9、可滑动的设置在第一纵轨1和第二纵轨9上的纵移动架2、可滑动的设置在纵移动架2上的横移动架12,横移动架12上集成设置有数控切割机11、真空气缸13、点胶机19和点焊机15;纵移动架2上设置有动力机构一,横移动架12上设置有动力机构二;支撑架5上设置有支撑板6,支撑板6上从下到上依次设置有钢制的第一层板7和第二层板8。
24.更优的,在横移动架12上设置有顶轮121,顶轮121与纵移动架2接触,横移动架12上设置有限位块122,限位块122可滑动的设置在所述纵移动架2侧部。
25.数控切割机11和点焊机15分别设置在纵移动架2的两侧,真空气缸13和点胶机19分别设置在纵移动架2的两侧,真空气缸13的底端设置有真空吸盘,点胶机19内设置有结构胶。结构胶是两个金属板连接常用的材料,其强力的连接强度足以承受钢背恶劣的工作环境,这对于本领域技术人员来说是容易想到的,在此不再详述。
26.横移动架12上还设置有电磁起重组件,电磁起重组件包括电磁吸盘一10和电磁吸盘二18,电磁吸盘一10和电磁吸盘二18分别设置在横移动架12的两侧。
27.纵移动架2上设置有压辊16,压辊16与第一纵轨1或者第二纵轨9垂直设置,压辊16的两端分别与升降气缸17的伸缩杆铰接,压辊16设置在横移动架12的下方。
28.动力机构一包括设置在纵移动架2外侧的固定块41、竖直穿过固定块41上的转轴一42、设置在转轴一42底端的齿轮一4、与转轴一42顶端连接的电机一3,电机一3设置在固定块41上,齿轮一4与设置在第一纵轨1或者第二纵轨9上的啮合齿连接。
29.动力机构二包括竖直穿过横移动架12顶端的转轴二、设置在转轴二底端的齿轮二
123、设置在转轴二顶端的电机二14,齿轮二123与设置在纵移动架2上的啮合齿连接。
30.纵移动架2包括开口朝下设置的u型杆21、分别垂直设置在u型杆21两端的横杆22、分别设置在横杆22两端的移动轮23,移动轮23设置在第一纵轨1或第二纵轨9中。
31.参见图4和图5,一种钢背倒刺方法,具体步骤如下:步骤s1:将两层钢板叠加堆垛在支撑板6上,且边沿对齐;步骤s2:利用数控切割机11同时对两层钢板进行切割,根据数控编程语言,切割并获得钢背件,然后减少切割机的功率,减小切割深度,只针对顶层的钢板进一步切割,获得钢背上的加强筋组件81;步骤s3:利用真空气缸13底端的真空吸盘,将加强筋组件81吸合上来,利用点胶机19进行点胶操作,将结构胶点在底层钢板71的上端面,随后再将加强筋组件81放置在结构胶上;步骤s4:当点胶操作结束后,由于整个时间并不是很长,底层钢板71上的结构胶还没有完全固化,此时,采用压辊16对顶层钢板进行辊压,使得底层钢板71和顶层的加强筋组件81结合更加密切;步骤s5:加强筋组件81切割完毕后,顶层钢板剩余的部分成为废料,利用起重装置,将废料移除;其中废料包括废料一82和废料二83,废料一82为填充物,废料二83为边沿部分。
32.步骤s6:利用点焊机15,对底层钢板71和顶层的加强筋组件81进行点焊操作,在其连接面的内侧边沿进行点焊;步骤s7:最后,将制备好的钢背结构取出即可。
33.两个金属板通过结构胶的连接方式,可以达到焊接的强度。
34.本方案中通过点焊的方式,使得上下两钢层进一步的紧固连接。
35.数控切割是指数控火焰、等离子、激光和水射流等切割机,根据数控切割套料软件提供的优化套料切割程序进行全时、自动、高效、高质量、高利用率的数控切割,数控切割代表了现代高科技的生产方式,是先进的优化套料计算技术与计算机数控技术和切割机械相结合的产物,本方案中可以采用数控火焰、等离子、激光和水射流等切割机中的任意一种。
36.本发明的具体工作过程:在横移动架12上集成有多个工作设备,能够大大提升工作的效率,本方案中设置有plc控制系统,在该控制系统的作用下,使得数控切割机11、真空气缸13、点胶机19、点焊机15、起重设备和动力机构协调工作。
37.将第一层板7和第二层板8依次堆放设置在支撑板6上,此时数控切割机11将功率调大,使得两个层板同时根据钢背外轮廓被切割出来,然后再将数控切割机11的功率调小,使得只有第二层板8被切割,并获得加强筋组件81;利用真空吸盘将加强筋组件81吸合上来,对第二层板8上形成的槽内进行点胶,结构胶与底层钢板71接触,再将加强筋组件81放置在槽内,使得加强筋组件81与结构胶连接;利用压辊16对第二层板8进行辊压,增加结合度,起重去除第二层板8的废料部分,对底层钢板71和加强筋组件81的连接缝隙处进行点焊,以便增加连接强度,最后将制备好的钢背结构取出即可。
38.本发明未经描述的技术特征可以通过或采用现有技术实现,在此不再赘述,当然,
上述说明并非是对本发明的限制,本发明也并不仅限于上述举例,本技术领域的普通技术人员在本发明的实质范围内所做出的变化、改型、添加或替换,也应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1