一种超宽幅大尺寸钛包铜复合型材的制备方法与流程
1.本发明属于钛包铜复合型材加工技术领域,尤其涉及一种超宽幅大尺寸钛包铜复合型材的制备方法。
背景技术:
2.铜作为一种使用历史悠久,导电性能良好的有色金属,是目前世界上用量最大的导电材料,然而由于其强度低、耐蚀性差等缺点,为了保证在腐蚀环境下它能有效的工作,人们不得不想办法对其进行保护。近年来钛合金由于具有较高的强度比,对氯化物、硫化物等腐蚀性物质表现出良好的耐蚀性能,在各个行业得到广泛应用。钛包铜复合型材,即具有铜优良的导电性又保持了钛的高强度和耐蚀性,现已被广泛应用于湿法冶金、电解电镀、氯碱等领域。
3.目前制造钛包铜型材常用爆炸复合、热挤压等方法,通常存在成品率低,型材表面质量差等问题,因此目前多是通过轧制制造钛包铜复合型材的方法解决上述问题。大尺寸的钛包铜复合型材尺寸大,加工变形量大,加工过程对于产品尺寸及性能有着重要影响。但目前通过轧制制造钛包铜复合型材尺寸多为中小尺寸型材且尺寸和精度难以控制,对于大尺寸的钛包铜复合型材并没有具体加工工艺。
技术实现要素:
4.针对现有技术的不足,本发明的目的在于提供一种超宽幅大尺寸钛包铜复合型材的制备方法,本发明所制备的钛包铜复合型材外径>30mm,钛管和铜材实现了冶金结合,且可满足腐蚀环境下的使用性能要求,开拓了超宽幅大尺寸钛包铜复合型材的应用市场。
5.为了实现上述目的,本发明采取的技术方案是:
6.本发明一种超宽幅大尺寸钛包铜复合型材的制备方法,包括如下步骤:
7.将铜棒插入钛管中获得钛包铜棒,加热后进行拉拔、空冷,获得钛包铜复合棒,然后将钛包铜复合棒进行三辊行星轧制获得钛包铜轧件,最后将钛包铜轧件进行多道次辊模拉拔即得钛包铜复合型材,所述多道次辊模拉拔的过程为:第一道次辊模拉拔将钛包铜轧件的圆形截面辊轧成椭圆,第二道次辊模拉拔使截面成矩形,然后继续以椭圆-矩形为循环,交替辊模拉拔;所述辊模拉拔的道次数≧6次。
8.本发明的制备方法,先将加热后的钛包铜棒进行拉拔,使钛管和铜棒紧密无缝隙结合,获得钛包铜复合棒,然后将钛包铜复合棒进行三辊行星轧制,使得钛管和铜棒实现动态再结晶,最后再将钛包铜轧件进行多道次辊模拉拔,从而使钛铜之间形成冶金结合。另外,本发明在辊模拉拔过程,先辊模拉拔成椭圆,再辊模拉拔矩形,交替进行,发明人发现,这样最终所得钛包铜复合型材的性能最优。
9.在实际操作过程中,将铜棒插入钛管之前,先对铜棒表面和钛管内壁表面进行清洗和干燥。
10.优选的方案,所述铜棒的直径为60-78mm,钛管的外径为85-100mm,钛管的厚度为
8-10mm。
11.优选的方案,所述铜棒为t2铜棒,所述钛管为ta1钛管。
12.发明人发现,采用采用t2型号的铜棒与ta1钛管的复合最终所得钛包铜复合型材的性能最优。
13.优选的方案,所述加热的温度为820-880℃,所述加热的时间为1-2h。
14.优选的方案,将加热后的钛包铜棒进行拉拔,使钛管和铜棒紧密无缝隙结合。在本发明中,先将加热后的钛包铜棒进行拉拔,使钛管和铜棒紧密无缝隙结合,才能够使后续在三辊行星轧制、辊模拉拔的共同作用下实现钛与铜的动态再结晶,最终获得冶金结合。
15.优选的方案,所述三辊行星轧制的变形量≥30%,优选为30%-35%。
16.在本发明中,三辊行星轧制变形量较为重要,需要采用30%以上的变形量才能确保产生变形热实现动态再结晶,若变形量过小无法实现动态再结晶,则会导致下一步多道次辊模拉拔无法实现冶金结合,甚至铜和钛界面发生开裂。
17.优选的方案,所述的三辊行星轧制在室温下进行。
18.优选的方案,所述辊模拉拔在室温下进行。
19.优选的方案,所述辊模拉拔的道次数为6~9次。
20.优选的方案,所述辊模拉拔时,第一道次的压下量≤30%,优选为25-30%;其余道次的压下量<15%,优选为10~15%。
21.本发明的三辊行星轧制时,采用相对较大的变形量,从而使钛与铜实现冶金结合,而后续再采用更小的变形量,以提高改尺寸和提高加工精度。在本发明中,需要有效控制辊模拉拔的变形量,第一道次时,稍微用较大的变形量,若变形量过小,则无法形成进一步的冶金结合,后续均需采用小的变形量,若后续变形量过大,则会导致钛和铜的结合面由于变形发生脱离。
22.原理与优势
23.本发明的制备方法,先将加热后的钛包铜棒进行拉拔,使钛管和铜棒紧密无缝隙结合,获得钛包铜复合棒,然后将钛包铜复合棒进行三辊行星轧制,使得钛管和铜棒实现动态再结晶,最后再将钛包铜轧件进行多道次辊模拉拔,从而使钛铜之间形成冶金结合,本发明所得复合型材有铜优良的导电性又保持了钛的高强度和耐蚀性,同时辊模拉拔过程中施力均匀,能够有效避免加工施力不均造成的贴合缺陷,保证粘合强度,实现了冶金结合。
24.本发明的制备过程中,首先要控制获得钛管和铜棒紧密无缝隙结合的钛包铜复合棒,才能进行三辊行星轧制,而三辊行星轧制中,加工过程中起变形量要大于30%,由于大变形产生了变形热使钛管和铜棒接触面在变形过程中实现动态再结晶,最终再经辊模拉拔的第一道次在较大的变形下辊拉成椭圆时,进一步产生冶金结合且晶粒得到细化,而在以后的道次变形过程中主要是改尺寸和提高加工精度,最终获得大宽幅尺寸的钛铜复合型材,本发明的该复合型材导电性和力学性能保持原有的物理性能指标下腐蚀性能有所提高,同时辊模拉拔过程中施力均匀,能够有效避免加工施力不均造成的贴合缺陷,提高加工精度,其中钛管与铜棒粘合强度达到55mpa,产品的复合(贴合)率达到99.5%,符合gb/t12769-2003要求,能够达到行业使用性能要求,满足市场对于超宽幅大尺寸钛包铜复合型材的需求。
25.采用本发明制造超宽幅大尺寸钛包铜复合型材,工艺设备简单高效,产品质量和
精度高且加工成本低。
附图说明
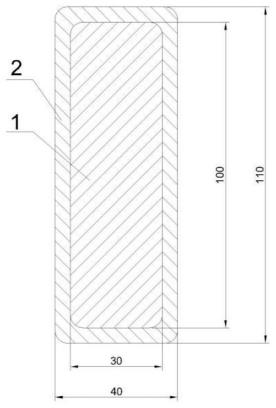
26.图1是超宽幅大尺寸钛包铜复合型材横截面图。
具体实施方式
27.下面结合附图对本发明的具体实施方式做进一步详细描述:
28.参见附图1所示,采用本发明超宽幅大尺寸钛包铜复合型材的制造方法如下:
29.实施例1
30.对直径78mm的t2铜棒1表面和直径100mm、厚度10mm的ta1钛管2内壁表面进行清洗和干燥,将铜棒1插入钛管2中;将钛包铜棒放到电炉加热,加热温度控制在880℃;加热的时间为1.2小时,将加热后的钛包铜棒进行拉拔后并空冷,使钛管2和铜棒1紧密结合;将上述获得复合钛包铜棒进行变形量为30%的三辊行星轧制,所得轧制件进行6道次辊模拉拔,第一道次辊拉将圆形截面辊拉成椭圆,之后辊拉一道次使截面成矩形,继续以椭圆-矩形为循环辊拉交替进行4次。其中第一道次辊拉压下量为30%,其余道次的变形量为10%。最终制得成品截面尺寸40
×
100mm,其中钛层厚度5mm。所得产品钛管与铜棒粘合强度达到55mpa,抗拉强度285mpa,屈服强度296mpa,断后伸长率35%,产品的复合(贴合)率达到99.5%,符合国家要求。
31.实施例2
32.对直径60mm的t2铜棒1表面和直径80mm、厚度9mm的ta1钛管2内壁表面进行清洗和干燥,将铜棒1插入钛管2中;将钛包铜棒放到电炉加热,加热温度控制在820℃;加热的时间为1小时,将加热后的钛包铜棒进行拉拔并空冷,使钛管2和铜棒1紧密结合;将上述获得复合钛包铜棒进行变形量为32%的三辊行星轧制,之后进行6道次辊模拉拔,第一道次辊拉将圆形截面辊拉成椭圆,之后辊拉一道次使截面成矩形,后继续以椭圆-矩形为循环,辊拉交替进行4次。其中第一道次辊拉压下量为30%,其余道次的变形量为10%。最终制得成品截面尺寸40
×
90mm,其中钛层厚度4.5mm。所得产品钛管与铜棒粘合强度达到55mpa,抗拉强度286mpa,屈服强度295mpa,断后伸长率38%,产品的复合(贴合)率达到99.5%,符合国家要求。
33.实施例3
34.对直径60mm的t2铜棒1表面和直径80mm、厚度9mm的ta1钛管2内壁表面进行清洗和干燥,将铜棒1插入钛管2中;将钛包铜棒放到电炉加热,加热温度控制在850℃;加热的时间为1小时,加热后的钛包铜棒进行拉拔并空冷,使钛管2和铜棒1紧密结合;将上述获得复合钛包铜棒进行变形量不小于32%的三辊行星轧制,之后进行六道次辊模拉拔,第一道次辊拉将圆形截面辊拉成椭圆,之后辊拉一道次使截面成矩形,后辊拉交替进行4次。其中第一道次辊拉压下量为30%,其余道次的变形量为10%。最终制得成品截面尺寸30
×
100mm,其中钛层厚度5mm。所得产品钛管与铜棒粘合强度达到55mpa,抗拉强度297mpa,屈服强度318mpa,断后伸长率36%,产品的复合(贴合)率达到99.5%,符合国家要求。
35.对比例1
36.其他条件与实施例1相同,只是不进行拉拔,而是直接进行辊模拉拔,结果未获得
冶金结合的复合型材。
37.对比例2
38.共他条件与实施例1相同,只是采用通过拉拔及挤压工艺再通过轧制将其轧制成横截面为矩形的钛基复合管材。加热工艺和本专利一样,采用电阻炉加热并保温一定时间后再轧制,期间加热温度为880℃,保温时间为30min,采用直径为60mm的钛基复合材,将其加工成65
×
12的矩形钛基复合材,首道将其轧制成厚度为30mm,横截面面积为1800mm2,最后轧制成65
×
12的矩形钛基复合材。通过轧制得到的棒材因为出料时缺少拉拔工艺,发生扭曲变形,外形尺寸公差不好控制。
39.对比例3
40.其他条件与实施例1相同,只是三辊行星轧制的变形量为20%,结果未获得冶金结合的复合型材。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1