一种机床上下料用单向叉车系统以及自动化生产线的制作方法
1.本发明涉及机床输料系统技术领域,尤其是一种机床上下料用单向叉车系统以及自动化生产线。
背景技术:
2.目前,在传统数控加工领域中,大型加工零件的运输,均采用吊车吊装的方式运送到机床工作台面。吊车运输精度低,操作不稳定,吊取行走位置不容易掌控。对工作台冲击大,极易损伤机床工作台面,导致机床台面损坏,加工精度降低。并且需要人工操作,耗费大量人工时间,存在安全风险大,安全隐患多。另外,现有的吊车吊装方式大多为单体结构,自动化程度低,工作效率低。
技术实现要素:
3.本发明针对以上问题提出了一种机床上下料用单向叉车系统以及自动化生产线。
4.本发明采用的技术手段如下:
5.一种机床上下料用单向叉车系统,包括x轴单元、y轴单元以及z轴单元;
6.所述x轴单元包括固定平台、设置在所述固定平台上且能够沿x轴方向水平运动的x轴滑座以及用于驱动所述x轴滑座水平运动的x轴滑座驱动装置;
7.所述y轴单元包括设置在所述x轴滑座上且能够沿y轴方向水平运动的y轴滑座和用于驱动所述y轴滑座水平运动的y轴滑座驱动装置;
8.所述z轴单元包括设置在所述y轴滑座上且能够沿z轴方向升降的料叉和用于驱动所述料叉沿z轴方向升降的料叉z向驱动装置。
9.进一步地,所述x轴滑座通过导轨和滑块安装在所述固定平台上;
10.所述x轴滑座驱动装置包括固定在所述x轴滑座上的第一伺服电机、与所述第一伺服电机连接的第一齿轮以及固定在所述固定平台一侧的第一齿条,所述第一齿轮与所述第一齿条啮合。
11.进一步地,所述固定平台上与每个停车工位相对应的位置处还设有限位传感器组,所述限位传感器组包括三个在固定平台上沿x轴方向依次固定的限位传感器;当x轴单元由远离待停车工位的位置朝向所述待停车工位运动时,当x轴滑座驱动装置驱动所述x轴滑座经过两侧的限位传感器向中间的限位传感器运动时,所述x轴滑座驱动装置驱动所述x轴滑座减速运动并在中间的限位传感器停止;当x轴单元由待停车工位的位置向远离所述待停车工位运动时,所述x轴滑座驱动装置驱动所述x轴滑座加速运动。
12.进一步地,所述y轴滑座通过导轨和滑块安装在所述x轴滑座上;
13.所述y轴滑座驱动装置包括固定在所述y轴滑座上的第二伺服电机、与所述第二伺服电机连接的第二齿轮以及固定在所述x轴滑座上的第二齿条,所述第二齿轮与所述第二齿条啮合。
14.进一步地,所述料叉通过导轨和滑块安装在所述y轴滑座上;
15.所述料叉z向驱动装置包括固定在所述y轴滑座上的第三伺服电机、安装在所述y轴滑座上与所述第三伺服电机连接的滚珠丝杠以及固定在所述料叉上与所述滚珠丝杠连接的丝母。
16.进一步地,所述固定平台、所述x轴滑座以及所述y轴滑座的两端均设有限位开关。
17.进一步地,所述料叉包括料叉连接部和料叉爪部;
18.所述料叉连接部上固定有用于与滚珠丝杠连接的丝母和用于与导轨连接的滑块;
19.所述料叉爪部固定有定位支撑块。
20.进一步地,所述料叉爪部上还固定有rfid读写头安装接口。
21.进一步地,所述固定平台的台面上设置2条导轨,所述固定平台与设有第一齿条相对的一侧设有1条导轨。
22.一种自动化生产线,包括至少一台机床、缓存料库、旋转上料台系统以及本发明公开的机床上下料用单向叉车系统;
23.所述机床和缓存料库并排设置,所述机床上下料用单向叉车系统设置在所述机床设有防护门的一侧,所述机床上下料用单向叉车系统的一端设置有所述旋转上料台系统。
24.与现有技术比较,本发明公开的机床上下料用单向叉车系统具有以下有益效果:由于具有x轴单元、y轴单元以及z轴单元,可以自动将将待加工工件或已加工工件自动的安装在机床上或从机床上取下,降低了操作人员的工作强度,提高了工作效率,全面提高工作区域安全性。
附图说明
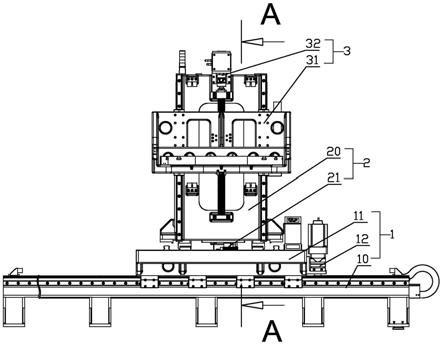
25.图1为本发明公开的机床上下料用单向叉车系统的示意图;
26.图2为图1的左视图;
27.图3为图1的俯视图;
28.图4为图1中a-a处剖视图;
29.图5为本发明公开的自动化生产线的结构示意图;
30.图6为旋转工作台系统的结构示意图;
31.图7为图6的左视图;
32.图8为图6的俯视图;
33.图9为图8中a-a处剖视图。
34.图中:1、x轴单元,10、固定平台,11、x轴滑座,12、x轴滑座驱动装置,120、第一伺服电机,121、第一齿轮,122、第一齿条,2、y轴单元,20、y轴滑座,21、y轴滑座驱动装置,210、第二伺服电机,211、第二齿轮,212、第二齿条,3、z轴单元,31、料叉,310、料叉连接部,311、料叉爪部,312、定位支撑块,313、rfid读写头安装接口,32、料叉z向驱动装置,320、第三伺服电机,321、滚珠丝杠,322、丝母,4、限位开关,50、机床,51、缓存料库,52、旋转上料台系统,520、旋转上料台,521、悬臂吊,522、零点定位母板工装,523、零点定位子板工装,524、平台找正单元,525、液压动力单元,526、零点定位单元,527、旋转定位销。
具体实施方式
35.如图1、图2、图3和图4所示,本发明公开的机床上下料用单向叉车系统,包括x轴单
元1、y轴单元2以及z轴单元3;
36.所述x轴单元1包括固定平台10、设置在所述固定平台10上且能够沿x轴方向水平运动的x轴滑座11以及用于驱动所述x轴滑座11水平运动的x轴滑座驱动装置12;
37.所述y轴单元2包括设置在所述x轴滑座11上且能够沿y轴方向水平运动的y轴滑座20和用于驱动所述y轴滑座20水平运动的y轴滑座驱动装置21;
38.所述z轴单元3包括设置在所述y轴滑座20上且能够沿z轴方向升降的料叉31和用于驱动所述料叉31沿z轴方向升降的料叉z向驱动装置32。
39.如图5所示,具有本发明公开的机床上下料用单向叉车系统的自动化生产线,包括至少一台机床50、缓存料库51、旋转上料台系统52以及本发明公开的机床上下料用单向叉车系统;所述机床50和缓存料库51并排设置,图中机床50具有3台,所述机床上下料用单向叉车系统设置在所述机床50设有防护门的一侧,所述机床上下料用单向叉车系统的一端设置有所述旋转上料台系统52,如图6、图7、图8以及图9所示,旋转上料台系统52包括旋转上料台520、悬臂吊521、零点定位母板工装522、零点定位子板工装523、平台找正单元524、液压动力单元525以及零点定位单元526,本实施例中,旋转上料工作台具有两个,悬臂吊设置在旋转工作台一侧用于将待加工工件或已加工工件安装在旋转工作台上或从旋转工作台上移除,旋转工作台上设置有零点定位母板工装522,零点定位母板工装522内部包含油路与气路并固定有零点定位单元526,零点定位单元用于定位和夹紧零点定位子板工装523,零点定位子板工装523通过零点定位单元安装在零点定位母板工装522上以用于安装加工工件,便于生产加工的柔性化处理,旋转工作台上还设有旋转定位销527和平台找正单元524以用于对旋转工作台进行定位和用于对工件进行加工前的找正处理,节省加工前找正环节的时间,高效省时,旋转工作台上还设有液压动力单元525,用于给零点定位单元提供动力。本发明由于设置有机床上下料用单向叉车系统,因此,操作人员可以在远离机床的位置即旋转上料台系统处将待加工工件安装在零点定位子板工装523上,料叉结构在x轴单元、y轴单元以及z轴单元的驱动下运动至旋转上料台系统处,并通过料叉托起安装有工件的零点定位子板工装,然后驱动零点定位子板工装安装在相应的机床上的零点定位母板工装上,零点定位母板工装和零点定位子板工装通过零点定位系统和零点拉钉连接锁紧。如果机床上没有空位,机床上下料用单向叉车系统则将安装有工件的零点定位子板工装放置于缓存料库中。相应的,机床完成工件加工后,机床上下料用单向叉车系统能够将安装有加工完的工件的零点定位子板工装从机床上取下并输送至旋转上料台系统处,由操作人员完成工件的拆卸。
40.本发明由于设置有机床上下料用单向叉车系统,由于机床上下料用单向叉车系统具有x轴单元、y轴单元以及z轴单元,能够方便快速的实现对机床的安装和取下工件,降低了操作人员的工作强度,并提高了加工效率。
41.具体地,固定平台采用焊接时钢梁结构,焊接式钢梁结构通过高强度化学锚栓及空心调节螺栓安装在地面上,所述x轴滑座11通过直线导轨和滑块安装在所述固定平台10上;
42.所述x轴滑座驱动装置12包括固定在所述x轴滑座11上的第一伺服电机120、与所述第一伺服电机120连接的第一齿轮121以及固定在所述固定平台10一侧的第一齿条122,所述第一齿轮121与所述第一齿条122啮合,由于采用直线导轨形式进行移动,使得其具有
高速高精度低噪音的优点,优选地,第一齿轮通过减速器与第一伺服电机连接,x轴单元采用高精度齿轮齿条结构,并通过伺服电机和减速机进行驱动,通过绝对值编码器与限位检测开关实现x轴高精度定位传动,绝对编码器由机械位置确定编码,绝对编码器具有无需记忆,无需找参考点,而且不用一直计数,可以随时读取位置等优点。这样,编码器的抗干扰特性、数据的可靠性大大提高了,与高精度限位传感器进行配合,使得x轴停在指定位置上,为了实现x轴运动重复定位精度
±
0.03mm以内,本发明中传动方式采用精度等级5模数3的齿轮齿条,其传动节距误差为26μm。
43.进一步地,所述y轴滑座20通过直线导轨和滑块安装在所述x轴滑座11上;
44.所述y轴滑座驱动装置21包括固定在所述y轴滑座20上的第二伺服电机210、与所述第二伺服电机210连接的第二齿轮211以及固定在所述x轴滑座11上的第二齿条212,所述第二齿轮211与所述第二齿条212啮合,优选地,第二齿轮通过减速器与第二伺服电机连接,在本实施例中,y轴滑座20为箱体结构,箱体底部通过滑块和导轨固定在x轴滑座上,x轴滑座中间固定有第二齿条,第二齿条侧向设置,箱体内底部竖向安装有第二伺服电机,第二伺服电机与第二齿轮连接,第二齿轮与第二齿条啮合。由于y轴单元采用高精度齿轮齿条,并通过伺服电机和减速器进行驱动,通过绝对值编码器与光栅尺的配合实现y轴单元的高精度控制,绝对编码器由机械位置确定编码,无需记忆,无需找参考点,而且不用一直计数,可以随时读取位置等优点,同时配合光栅尺,光栅尺也称为光栅尺位移传感器,是利用光栅的光学原理工作的测量反馈装置。通过绝对值编码器与光栅尺配合实现y轴系统的闭环控制。其测量输出的信号为数字脉冲,具有检测范围大,检测精度高,响应速度快的特点,光栅尺分表率为5μm,为了实现y轴运动重复定位精度
±
0.03mm以内,本发明中y轴单元传动方式采用精度等级5模数3的齿轮齿条,其传动节距误差为26μm。
45.进一步地,所述料叉31通过导轨和滑块安装在所述y轴滑座20的前端上;
46.所述料叉z向驱动装置32包括固定在所述y轴滑座20顶部的第三伺服电机320、安装在所述y轴滑座20前端的与所述第三伺服电机320连接的滚珠丝杠321以及固定在所述料叉31上与所述滚珠丝杠321连接的丝母322,优选地,第三伺服电机采用自带抱闸功能的伺服电机,伺服电机通过减速器与滚珠丝杠连接。z轴单元采用高精度丝杠配合伺服电机和减速机进行传动,通过通过绝对值编码器与光栅尺的配合实现y轴的高精度传动,通过绝对值编码器与光栅尺的配合实现y轴的高精度控制,绝对编码器由机械位置确定编码,无需记忆,无需找参考点,而且不用一直计数,可以随时读取位置等优点,同时配合光栅尺,光栅尺也称为光栅尺位移传感器,是利用光栅的光学原理工作的测量反馈装置。通过绝对值编码器与光栅尺配合实现z轴单元的闭环控制。其测量输出的信号为数字脉冲,具有检测范围大,检测精度高,响应速度快的特点,光栅尺分表率为5μm,z轴传动方式采用滚珠螺杆传动方式,采用c3级精度滚珠螺杆,c3精度的滚珠丝在z轴行程范围内定位精度可达
±
24μm以内,因此,z轴系统重复定位精度可达到
±
0.03mm以内。
47.进一步地,所述固定平台10、所述x轴滑座11以及所述y轴滑座20的两端均设有限位开关4,可有效降低叉车系统在意外情况下发生撞击风险。
48.在本实施例中,所述料叉31包括料叉连接部310和料叉爪部311;
49.所述料叉连接部310上固定有用于与滚珠丝杠321连接的丝母322和用于与导轨连接的滑块;所述料叉爪部311固定有定位支撑块312,该料叉结构可以方便的插入零点定位
子板工装下面,并驱动零点定位子板工装进行运动,以便于实现与机床上的零点定位母板工装安装,降低调整时间,提高加工效率。
50.进一步地,所述固定平台10上与每个停车工位相对应的位置处还设有限位传感器组,所述限位传感器组包括三个在固定平台上沿x轴方向依次固定的限位传感器;当x轴单元由远离待停车工位的位置朝向所述待停车工位运动时,当x轴滑座驱动装置驱动所述x轴滑座经过两侧的限位传感器向中间的限位传感器运动时,所述x轴滑座驱动装置驱动所述x轴滑座减速运动并在中间的限位传感器停止;当x轴单元由待停车工位的位置向远离所述待停车工位运动时,所述x轴滑座驱动装置驱动所述x轴滑座加速运动。具体地,控制器根据伺服电机的编码器以及光栅尺等传感器单元获取运动机构(x轴滑座)的实时运动速度和实时位置,并根据实时位置判断处当前x向单元是朝向待停车工位运动还是远离待停车工位,当判断x轴单元由远离待停车工位的位置朝向所述待停车工位运动时,当x轴滑座驱动装置驱动所述x轴滑座经过两侧的限位传感器向中间的限位传感器运动时,所述x轴滑座驱动装置驱动所述x轴滑座减速运动并在中间的限位传感器停止;当x轴单元由待停车工位的位置向远离所述待停车工位运动时,所述x轴滑座驱动装置驱动所述x轴滑座加速运动直至其运动速度达到限定的速度后维持其匀速运动。本发明由于设置了限位传感器组,使得其在运动过程中能够实现加速减速运动,在线性减速段内,运行速度逐渐缓慢降低,减小因速度突然降低对运动机构的冲击,使运行更平稳,不但避免了运动机构需要执行很长一段距离的低速运行,保证了叉车的运行效率,还通过逐级降速,在运动机构即将达到预设停止点前可以被限制为即使立刻停止也不会对叉车造成冲击的微速状态,在限位点做到精准停车。也就是为了提高零点定位子板工装跟换效率,在叉车系统运动过程中,x轴单元在运动过程中设有加速阶段,减速阶段,精准控制阶段,在x轴的轨道上设有多个限位传感器,在运行到指定位置前都会经过加速、减速、精准控制三个阶段,叉车整体重量在5t左右,运行载荷2.5t,由于重量重,在高速运动的过程中会产生很大的惯性,为了更好的控制叉车精度,运动过程分成三个阶段,通过加减速减小惯性对精度的影响,最终通过精准控制实现叉车最终的定位。
51.进一步地,控制器还可以对x轴单元进行电气软限位:软限位是软件中设定的各轴运动范围限值。根据叉车的运动学原理,叉车之所以能在空间里准确到达一个位置,依靠的是各个轴分别从零点开始开始移动特定的位置,从而合成出最终的位置。软限位(相对应于硬限位)。可以设定正负方向的活动范围,这样,当叉车运动过程中一旦检测到超出这个范围,控制器就让叉车停下来,然后弹出相应错误信息提示超限位了。软限位应该小于机械限位的,这样,当软限位失效后,硬限位就可以继续起作用。
52.y轴与z轴都是采用绝对值编码器配合光栅尺使用,由于运行行程较短,通过运行加减速既可以实现高精度控制。
53.进一步地,所述料叉爪部311上还固定有rfid读写头安装接口313,用于识别工件托盘信息。同时料叉带托盘有无检测功能,避免系统因断电重新上电,plc信息记忆丢失造成设备撞击风险。
54.进一步地,所述固定平台10的台面上设置2条导轨,所述固定平台与设有第一齿条相对的一侧设有1条导轨,以便于保证运行的平稳性。
55.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,
任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1