一种车床主轴自动松夹刹车的控制方法与流程
1.本发明涉及车床领域,特别涉及一种车床主轴自动松夹刹车的控制方法。
背景技术:
2.随着车床行业快速发展,车床的应用逐渐多元化,车床所能加工的工件也逐渐复杂化,通常的车削型车床已经不能满足工件的加工要求,目前更多的车床都带有铣削的功能。
3.工件的铣削会涉及到车床主轴,则需要定角度进行加工,而这时候为了确保加工的稳定性,主轴在运动停止进行加工前需要进行刹车的动作,并且加工完成在运动前也需要打开刹车。
4.目前,为了确保主轴稳定性和工件的加工效果,在加工这样的工件时,需要额外对于刹车部分进行处理,即人为去添加主轴松夹刹车的命令,并且工件越复杂,则需要进行刹车处理的地方就越多。一方面,会占用较多的人工和时间去添加及检查程序,大大降低了使用的便捷性,会多占用人工处理时间;另一方面,对于复杂工件,需要加工处理的地方较多,人为处理就有可能造成错漏,这就可能会造成工件的加工效果不良,从而造成损失。
技术实现要素:
5.为解决上述问题,本发明提供了一种车床主轴自动松夹刹车的控制方法。
6.根据本发明的一个方面,提供了一种车床主轴自动松夹刹车的控制方法,包括以下步骤
7.1)将控制器、驱动器、主轴电机、主轴、io板和刹车盘进行相互连接和安装;
8.2)将电控系统上电,确保整体电控系统正常,所述主轴(主轴电机带动)和所述刹车盘能够正常运作;
9.3)开启主轴自动松夹刹车功能;
10.4)编写加工程序,并执行以进行验证。
11.本发明中的一种车床主轴自动松夹刹车的控制方法会根据程序的加工情况自动处理刹车情况,从而避免人为的去处理,降低了人为的错漏率,提升了加工效率、效果与使用的便捷性,达到节约成本的效果。
12.在一些实施方式中,在步骤1)中,所述控制器分别与所述驱动器和所述io板相连接,所述驱动器与所述主轴电机相连接,主轴电机与主轴直接连接(主轴电机转动带动主轴同步转动),所述io板与刹车盘相连接,所述刹车盘安装在所述主轴上。由此,描述了控制器、驱动器、主轴电机、主轴、io板和刹车盘等的连接方式。
13.在一些实施方式中,所述控制器与所述驱动器通过m3通讯线相连接,所述驱动器和所述主轴电机分别通过动力线和编码器线相连接,所述主轴电机与所述主轴相连接。由此,描述了控制器、驱动器、主轴电机和主轴的具体连线方式。
14.在一些实施方式中,所述控制器与所述io板通过io线相连接,所述io板与所述刹
车盘通过刹车信号线相连接。由此,描述了控制器、io板与刹车盘的具体连线方式
15.在一些实施方式中,在步骤2)中,在所述控制器操作输入主轴电机站号,并将其他轴向电机站号设成模拟,然后重新启动。由此,描述了具体的预备操作。
16.在一些实施方式中,在步骤3)中,先输入参数号码,并通过相应号码的参数设置第一组主轴辅助刹车轴号与所述主轴电机的站号一致。由此,描述了在启动自动松夹刹车功能前的具体准备操作
17.在一些实施方式中,在步骤4)中,在执行加工程序时,首先验证主轴的刹车状态。由此,描述了执行加工程序时的首要工作。
18.在一些实施方式中,在步骤4)中,系统在运行加工程序时,通过核心对于加工中程序进行预先解读,提前发出命令控制主轴的刹车松夹。由此,描述了加工程序的运作情况。
附图说明
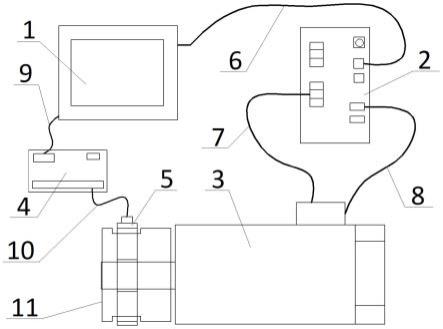
19.图1为本发明一实施方式的一种车床主轴自动松夹刹车的控制方法的设备连接图;
20.图2为图1所示一种车床主轴自动松夹刹车的控制方法的刹车运作流程图。
21.图中:控制器1,驱动器2,主轴电机3,io板4,刹车盘5,m3通讯线6,动力线7,编码器线8,io线9,刹车信号线10,主轴11。
具体实施方式
22.下面结合附图对本发明作进一步详细的说明。
23.图1示意性地显示了根据本发明的一种实施方式的一种车床主轴自动松夹刹车的控制方法的设备连接结构。如图1所示,该方法使用了作用于车床的主轴11上,使用了专门进行了相关功能设计的控制器1、驱动器2、主轴电机3、io板4和刹车盘5等设备和结构。
24.要实现该控制方法,首先需要将将上述各设备和结构进行合适的相互连接和安装。其中,控制器1分别与驱动器2和io板4相连接,其中,驱动器2与主轴电机3相连接,主轴电机3与主轴11相连接,而io板4与刹车盘5相连接,并且刹车盘5安装在主轴11上。
25.将控制器1与驱动器2通过新代专用的m3通讯线6相连接,具体为将m3通讯线6的两端分别连接在控制器1背面的m3口以及编码器接口上;同时将驱动器2和主轴电机3分别通过动力线7和编码器线8相连接,具体为将动力线7和编码器线8的两端分别连接在驱动器2和主轴电机3的动力接口和编码器接口上,并且将主轴电机3和主轴11相直接连接;由此,通过控制器1能够以驱动器2和主轴电机3为中介控制主轴11的运作。
26.将控制器1与io板4通过io线9相连接,具体为将io线9的两端分别连接在控制器1背面的io接口以及io板4的io接口上;同时将io板4与刹车盘5通过刹车信号线10相连接,即将刹车信号线10的两端分别连接在io板4的输出接口和刹车盘5上;由此,通过控制器1还能够以io板4为中介控制刹车盘5以干涉主轴11的运作。
27.然后,将电控系统上电,确保整体电控系统正常,主轴11(主轴电机3带动)和刹车盘5能够正常运作。其中,具体为在控制器1上依次操作“下一页-参数设置-机构参数”,输入主轴电机3的站号,并将其他轴向电机站号设成模拟,然后重新启动。
28.在然后,确认控制器1和驱动器2、主轴电机3正常通讯,主轴电机3和主轴11正常连
接,控制器1和刹车盘5连接正常后,开启主轴自动松夹刹车功能。其中,具体为在控制器1上依次操作“下一页-f3参数设置-f5跳转参数号码”,输入相关参数,并通过相应号码的参数设置第一组主轴辅助刹车轴号与主轴电机3的站号一致。例如,输入参数为3741,则会跳至参数pr3741,在此设置第一组主轴辅助刹车轴号,将pr3741设置与主轴电机3的站号一致,然后开启主轴自动松夹刹车功能。
29.最后,在主轴自动松夹刹车功能开启后,可以编写或者预先导入加工程序,并执行该程序以进行功能验证。
30.而在在执行加工程序时,首先验证主轴11的刹车状态,其中验证主轴11刹车状态的程序如下(此时主轴设置为c轴):
31.g0 c120//主轴松开,移动到120度,主轴夹紧
32.g01 x100 f1000//主轴保持夹紧
33.g0 c180//主轴松开,移动到180度,主轴夹紧
34.g01 x130 f1000//主轴保持夹紧
35.g01 x150 c200//主轴松开,移动到200度,主轴松开保持
36.x170 c220//主轴移动到220度,主轴松开保持
37.x500 c300//主轴移动到300度,主轴松开保持
38.g0 c0//主轴移动到0度,主轴夹紧
39.m30//程序结束
40.系统在运行加工程序时,通过核心对于加工中程序进行预先解读,提前了解各单节是否伴随主轴命令发出情况,提前发出命令控制主轴11的刹车松夹。
41.图2显示了图1中的一种车床主轴自动松夹刹车的控制方法的刹车控制方法的流程。如图2所示,该方法能够在车床主轴定位或者加工情况下,通过判定是否有对应主轴命令来进行自动松夹指令的发出。
42.比如,当下单节如果有对应的主轴命令(包含零移动量的情形)的情况下,如果刹车为夹刹车状态时,则主轴移动前会先发松刹车信号,接着进行移动指令;而在此单节移动完成后,下单节如果判定有同个主轴的移动指令,则保持为松刹车状态继续进行移动动作。
43.而如果接下来的单节判定为是在无相应主轴命令发出的情况下,且刹车此时为松刹车状态时,则会先发夹刹车信号,接着进行轴向移动指令;而在此单节完成后,后续单节如果依旧没有相应主轴命令,则会保持夹刹车状态,如果有相应主轴命令,则重复上述方式进行。
44.以上所述的仅是本发明的一些实施方式。对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1