一种极片模切方法及系统与流程
1.本发明涉及极片加工技术领域,具体涉及一种极片模切方法及系统。
背景技术:
2.在锂电池生产工艺中,前段极片生产过程由涂布、辊压&预分切、模切&分切组成。其中在涂布、辊压&预分切工序中会产生如极片漏箔、极片开裂等产品缺陷,为提升本工序的生产良率和设备稼动率,缺陷产品不会在本工序剔除而是集中在模切&分切工序通过ccd瑕疵检测的方式识别出缺陷并通过打标方式将缺陷极片挑出。
3.行业内通用的模切工序挑出缺陷极片方法的逻辑如图1所示,极片上料后通过纠偏校准进入加工工位,通过激光双边切割形成极耳,完成加工后极片进入ccd检测区,ccd将极片图像信号转换为数字信号并通过逻辑运算判定极片表面的状态是否达到瑕疵标注,若达到瑕疵标准则将信号反馈给中央控制单元,中央控制单元再将信号反馈至打标设备,当极片达到设定位置时,打标设备会在极片设定位置打标以标识极片为报废极片。
4.此种方法的劣势在于,当ccd挑出坏品的时候,此时的极片已经加工完成,无法返工,当加工完成的极片发现存在缺陷时,整条极片全部报废,随着目前电芯能量密度的持续提升,极片长度也随之加长,当极片长度越长,报废率越高。
技术实现要素:
5.本发明的目的就是针对现有技术的缺陷,提供一种极片模切方法及系统,能够在极片加工前提前识别缺陷,并自动跳过缺陷区域,降低报废率。
6.本发明提供一种极片模切方法,其技术方案为,包括:
7.采集极片模切工位上游的极片图像;
8.根据所述极片图像的灰度值判断极片是否存在瑕疵,若存在瑕疵,则从极片图像中解析出瑕疵宽度信息和瑕疵位置信息;
9.当激光加工至瑕疵位置时,激光器执行直线切割指令直至直线切割的长度达到瑕疵宽度,随后激光器继续执行正常切割周期。
10.较为优选的,还包括根据极片图像的灰度值判断瑕疵位于极片的第一区和/或第二区,所述第一区和第二区分别为极片中线的两侧区域;
11.若所述瑕疵同时位于第一区和第二区,则激光加工至瑕疵位置时,极片两侧的激光器同步执行直线切割指令直至直线切割的长度达到瑕疵宽度,随后激光器继续执行正常切割周期;
12.若所述瑕疵仅位于第一区或第二区,则无瑕疵一侧的激光器执行正常切割周期,而有瑕疵一侧的激光器加工至瑕疵位置时,执行直线切割指令直至直线切割的长度达到瑕疵宽度,随后该侧的所述激光器继续执行正常切割周期。
13.较为优选的,还包括根据瑕疵位置信息计算瑕疵行至极片模切工位的时长t,从接收到瑕疵信号开始计时,当激光器执行正常切割周期达到时长t时,判断为激光加工至瑕疵
位置。
14.较为优选的,所述时长t=s/v,其中,s为极片模切工位至瑕疵位置的距离,v为走带速度。
15.较为优选的,还包括:
16.根据极片图像中的瑕疵位置,得到相机坐标系中的瑕疵坐标;
17.根据相机坐标系与极片坐标系的映射关系,得到极片坐标系中的瑕疵坐标;
18.根据极片坐标系中的瑕疵坐标计算极片模切工位至瑕疵位置的距离s。
19.较为优选的,所述极片图像通过ccd相机进行采集,所述ccd相机至少包括两个,且分别用于对极片的正面和背面进行画面采集,当极片的正面或背面采集的极片图像同时或任意一者出现瑕疵,则判断极片存在瑕疵,并对出现瑕疵的极片图像进行解析。
20.较为优选的,还包括:
21.在检测到瑕疵时,根据瑕疵的灰度区间、瑕疵面积、瑕疵直径、和/或瑕疵宽度对瑕疵类型进行判定;
22.对瑕疵类型进行统计,并计算出各类瑕疵占比;
23.根据各类瑕疵占比,输出瑕疵坏品分布图。
24.较为优选的,当瑕疵的灰度区间为90-120,且瑕疵面积》0.5mm2,则判断瑕疵类型为:涂膜区漏金属;
25.当瑕疵的灰度区间为90-120,且0.2mm2《瑕疵面积≤0.5mm2,则判断瑕疵类型为涂膜区划痕;
26.当瑕疵的灰度区间为190-220,且瑕疵面积》0.5mm2,则判断瑕疵类型为:极片破损;
27.当瑕疵的灰度区间为130-160,且瑕疵直径》2mm,则判断瑕疵类型为:涂膜气泡;
28.当瑕疵的灰度区间为50-80,则判断瑕疵类型为:来料未冷压;
29.当瑕疵的灰度区间为220-250,且瑕疵宽度》25mm,则判断瑕疵类型为:来料接头。
30.本方案还提供一种极片模切系统,包括:
31.ccd相机,用于采集极片模切工位上游的极片图像,并将所述极片图像上传至上位机;
32.上位机,用于根据接收到的所述极片图像的灰度值判断极片是否存在瑕疵,若存在瑕疵,则从极片图像中解析出瑕疵宽度信息和瑕疵位置信息,以及在激光加工至瑕疵位置时,控制激光器执行直线切割指令直至直线切割的长度达到瑕疵宽度,随后控制激光器继续执行正常切割周期;
33.激光器,用于根据上位机的控制指令执行极片模切。
34.本发明的有益效果为:
35.1、通过在极片模切工位上游采集极片图像,并对极片图像的灰度值进行分析,可对在加工前提前识别瑕疵。通过对极片图像进行解析,可获取瑕疵宽度信息和瑕疵位置信息,从而当激光加工至瑕疵位置时,使激光器执行直线切割指令直至直线切割的长度达到瑕疵宽度(即跳过瑕疵区)。相较于现有先加工,后打标的方案,本方法报废长度仅在瑕疵区域,而不会导致一个完整极片所在的长度报废,其极片报废率大大降低。
36.2、采用第一区和第二区对瑕疵进行分区判断,并根据瑕疵信息分别对两侧激光器
进行控制,使激光器仅对瑕疵侧进行跳切,而另一侧正常加工,进一步降低了极片报废率。
37.3、通过瑕疵的灰度区间、瑕疵面积、瑕疵直径、和/或瑕疵宽度对瑕疵类型进行判定,对瑕疵类型进行统计,并计算出各类瑕疵占比,以及根据各类瑕疵占比,输出瑕疵坏品分布图。瑕疵坏品分布图对于极片的各生产线均具有指导意义,有助于故障排查,从源头上消除瑕疵,提高极片生产制造的良品率。
附图说明
38.图1为现有极片模切流程示意图;
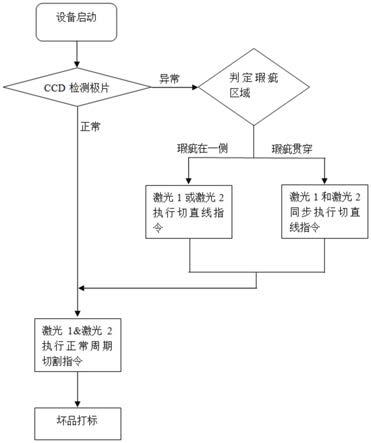
39.图2为本发明极片模切方法的流程示意图;
40.图3为本发明ccd相机的布置示意图;
41.图4为本发明ccd相机的安装间距示意图;
42.图5为极片图像中第一区和第二区的空箔区、涂膜区灰度示意图;
43.图6为激光器执行正常切割时的一个极片周期示意图;
44.图7为双侧激光器同步跳切示意图;
45.图8为单侧激光器跳切示意图;
46.图9为瑕疵坏品分布图;
47.图10为本方法与常规方法的报废率对比示意图;
48.图中:1-ccd相机,2-激光器,3-极片,4-极耳,5-mark孔,6-瑕疵。
具体实施方式
49.为了使本技术所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
50.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
51.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
52.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
53.如图2所示,本发明的一种极片模切方法,包括:
54.步骤1,采集极片模切工位上游的极片图像;
55.步骤2,根据所述极片图像的灰度值判断极片是否存在瑕疵,若存在瑕疵,则从极片图像中解析出瑕疵宽度信息和瑕疵位置信息;
56.步骤3,当激光加工至瑕疵位置时,激光器2执行直线切割指令直至直线切割的长
度达到瑕疵宽度;
57.步骤4,激光器2继续执行正常切割周期;
58.步骤5,坏品打标。
59.较为优选的,步骤1中,极片图像通过ccd相机1进行采集。ccd相机1至少包括两个,且分别用于对极片的正面和背面进行画面采集。如图3所示,采用8k线阵相机2个,并安装在极片加工位置前,对应极片正反面。如图4所示,相机靶面与极片平面平行,相机末端距极片涂膜区550mm,相机靶面距极片涂膜区450mm。当极片3的正面或背面采集的极片图像同时或任意一者出现瑕疵6,则判断极片存在瑕疵6,并对出现瑕疵的极片图像进行解析。
60.较为优选的,根据极片图像的灰度值判断瑕疵位于极片3的第一区和/或第二区,第一区和第二区分别为极片中线的两侧区域。正常情况下,空箔区灰度区间:90-120,涂膜区灰度区间:0-30。如图5所示,根据灰度区间,第一区可分为空箔一区和涂膜一区,第二区可分为空箔二区和涂膜二区。
61.如图6所示,目前激光切割逻辑如下:
62.设备开机启动,激光器2接收信号,执行正常切割动作(即正常切割周期),切割路径:
63.直线切割
→
第一个极耳4切割
→
直线切割
→
第二个极耳4切割
→
直线切割
→
mark孔5切割,如此则为一个正常切割周期。其中,mark孔5为标识孔,每个极片周期的起始以mark孔标识。
64.较为优选的,若所述瑕疵6同时位于第一区和第二区,则激光加工至瑕疵位置时,极片两侧的激光器同步执行直线切割指令直至直线切割的长度达到瑕疵宽度,随后激光器继续执行正常切割周期;
65.若所述瑕疵仅位于第一区或第二区,则无瑕疵一侧的激光器执行正常切割周期,而有瑕疵一侧的激光器加工至瑕疵位置时,执行直线切割指令直至直线切割的长度达到瑕疵宽度,随后该侧的所述激光器继续执行正常切割周期。
66.较为优选的,还包括根据瑕疵位置信息计算瑕疵行至极片模切工位的时长t,从接收到瑕疵信号开始计时,当激光器执行正常切割周期达到时长t时,判断为激光加工至瑕疵位置。
67.即当瑕疵位于两个完整的切割周期之间时,在当前切割周期完毕后,跳过瑕疵位置后再执行下一个切割周期。当瑕疵位于一个切割周期内部时,执行正常切割直至瑕疵位置处跳过瑕疵,并重新开始一个新的切割周期。
68.较为优选的,所述时长t=s/v,其中,s为极片模切工位至瑕疵位置的距离,v为走带速度。
69.较为优选的,还包括:
70.根据极片图像中的瑕疵位置,得到相机坐标系中的瑕疵坐标;
71.根据相机坐标系与极片坐标系的映射关系,得到极片坐标系中的瑕疵坐标;
72.根据极片坐标系中的瑕疵坐标计算极片模切工位至瑕疵位置的距离s。
73.实施例一
74.本实施例提供了一种瑕疵同时贯穿极片的第一区和第二区的跳切方法。
75.ccd固定在加工工位前,通过ccd检测工位到激光加工工位距离,以及极片坐标系
中的瑕疵坐标,上位机可计算出极片模切工位至瑕疵位置的距离s,设备走带速度为v。上位机给激光器输出控制信号,使激光器在t=s/v秒后执行直线切割动作,调过瑕疵区。如图7所示,切割路径如下:
76.上位机输出控制信号
→
激光执行正常切割周期
→
(t秒后)激光执行直线切割指令并切割固定长度s1
→
mark孔切割,如此则完成了当前周期的切割,进入下一条极片的正常切割周期。
77.此种跳切的场景特征为:极片两侧的激光器同步跳过瑕疵,适用范围为瑕疵同时贯穿极片的第一区和第二区。
78.实施例二
79.本实施例提供了一种瑕疵仅在第一区的跳切方法。
80.ccd相机1固定在加工工位前,通过ccd检测工位到激光加工工位距离,以及极片坐标系中的瑕疵坐标,上位机可计算出极片模切工位至瑕疵位置的距离s,设备走带速度为v。上位机给第一区对应的该侧激光器输出控制信号,使该侧激光器在t=s/v秒后执行直线切割动作,调过瑕疵区。如图8所示,该侧切割路径如下:
81.上位机输出控制信号至激光器
→
激光器执行正常切割周期
→
(t秒后)第一区激光器执行直线切割指令并切割固定长度s1,第二区激光器2执行正常切割周期
→
mark孔切割。如此则完成了当前周期的切割,进入下一条极片的正常切割周期。
82.此种跳切的场景特征为:极片两侧的激光器分离开各自执行跳瑕疵指令,适用范围为瑕疵分布在膜片单侧,空箔一区的极耳与空箔二区的极耳为非对称分布,此时需要对两侧的激光器分别控制,使各激光器单独完成指令互不干扰。
83.实施例三
84.本实施例提供了一种瑕疵分类方法,该方法如下:
85.在检测到瑕疵时,根据瑕疵的灰度区间、瑕疵面积、瑕疵直径、和/或瑕疵宽度对瑕疵类型进行判定;
86.对瑕疵类型进行统计,并计算出各类瑕疵占比;
87.根据各类瑕疵占比,输出瑕疵坏品分布图,如图9所示。
88.较为优选的,当瑕疵的灰度区间为90-120,且瑕疵面积》0.5mm2,则判断瑕疵类型为:涂膜区漏金属;
89.当瑕疵的灰度区间为90-120,且0.2mm2《瑕疵面积≤0.5mm2,则判断瑕疵类型为涂膜区划痕;
90.当瑕疵的灰度区间为190-220,且瑕疵面积》0.5mm2,则判断瑕疵类型为:极片破损;
91.当瑕疵的灰度区间为130-160,且瑕疵直径》2mm,则判断瑕疵类型为:涂膜气泡;
92.当瑕疵的灰度区间为50-80,则判断瑕疵类型为:来料未冷压;
93.当瑕疵的灰度区间为220-250,且瑕疵宽度》25mm,则判断瑕疵类型为:来料接头。
94.如图10所示,现有极片长度20m,常规加工方法,若极片瑕疵贯穿涂膜区,则极片报废40m,若极片瑕疵分布在一侧,则极片报废20m。而采用本方法,若极片瑕疵贯穿涂膜区,则极片报废5m,若极片瑕疵分布在一侧,则极片报废2.5m。极片瑕疵贯穿涂膜区,则极片报废由100%降低至12.5%,极片瑕疵分布在一侧时,极片报废由50%降低至6.25%。
95.实施例四
96.本方案还提供一种极片模切系统,包括:
97.ccd相机,用于采集极片模切工位上游的极片图像,并将所述极片图像上传至上位机;
98.上位机,用于根据接收到的所述极片图像的灰度值判断极片是否存在瑕疵,若存在瑕疵,则从极片图像中解析出瑕疵宽度信息和瑕疵位置信息,以及在激光加工至瑕疵位置时,控制激光器执行直线切割指令直至直线切割的长度达到瑕疵宽度,随后控制激光器继续执行正常切割周期;
99.激光器,用于根据上位机的控制指令执行极片模切。
100.较为优选的,极片传输时,使极片表面沿竖直方向,ccd相机分布于极片左右两侧。
101.应理解,上述实施例中各步骤的序号的大小并不意味着执行顺序的先后,各过程的执行顺序应以其功能和内在逻辑确定,而不应对本技术实施例的实施过程构成任何限定。
102.以上所述实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的精神和范围,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1