一种钥匙圈插针机的制作方法
1.本发明涉及五金机械加工技术领域,具体涉及一种钥匙圈插针机。
背景技术:
2.钥匙圈是一种常用的零部件,钥匙圈作为五金件的一种,在日常生活中经常使用。
3.在现有技术中,钥匙圈在冲压成型后需要对其进行电镀处理,但由于钥匙圈两个铁圈中间的间隔太小,导致电镀液经常无法流过,造成电镀瑕疵,后续使用容易生锈。现有的解决办法是人工将一根铁针插入钥匙圈中间,使得钥匙圈中间的间隔变大,但这样的做法效率较低,且费时费力。
技术实现要素:
4.为了克服现有技术中存在的缺点和不足,本发明的目的在于提供一种钥匙圈插针机,解决了钥匙圈人工插入铁针效率较慢的问题。
5.本发明是通过以下技术方案实现的:
6.一种钥匙圈插针机,包括机架、设于机架的钥匙圈供料机构、钥匙圈夹持机构、铁针供料机构以及钥匙圈顶出机构,所述钥匙圈供料机构用于对钥匙圈供料,所述铁针供料机构用于对铁针进行供料;所述钥匙圈夹持机构用于将钥匙圈从钥匙圈供料机构的出料端夹出并驱动钥匙圈抵触于铁针以使得铁针插入钥匙圈;所述钥匙圈顶出机构用于将铁针顶至钥匙圈的中心并将钥匙圈顶出。
7.其中,所述插针机还包括钥匙圈转动机构,所述钥匙圈转动机构包括转动横移驱动机构、转动竖直驱动机构、转动驱动机构以及转动夹具,所述转动横移驱动机构设于机架,所述转动竖直驱动机构设于转动横移驱动机构的输出端,所述转动驱动机构设于转动竖直驱动机构的输出端,所述转动夹具设于转动驱动机构的输出端;位于转动夹具的下方,所述机架还设有检测装置,所述机架还设有检测装置,所述检测装置与转动驱动机构信号连接。
8.其中,所述钥匙圈供料机构包括钥匙圈料盘以及钥匙圈料道,所述钥匙圈料道的一端与钥匙圈料盘的出料端连接,所述钥匙圈料道的另一端位于钥匙圈夹持机构的一侧。
9.其中,所述钥匙圈料道的另一端设有下料滑道。
10.其中,所述钥匙圈夹持机构包括夹持升降驱动机构、夹持x轴驱动机构、夹持y轴驱动机构以及夹持组件,所述夹持升降驱动机构设于机架,所述夹持x轴驱动机构设于夹持升降驱动机构的输出端,所述夹持y轴驱动机构设于夹持x轴驱动机构的输出端,所述夹持组件设于夹持y轴驱动机构的输出端。
11.其中,所述夹持组件包括夹持气缸、第一夹指及第二夹指,所述第二夹指设于夹持y轴驱动机构的输出端,所述第一夹指转动设置于第二夹指,所述夹持气缸设于第一夹指,所述夹持气缸的输出端穿过第一夹指并抵触于第二夹指的内侧。
12.其中,所述铁针供料机构包括铁针料盘以及铁针料道,所述铁针料道的一端与铁
针料盘的出料端连接,所述铁针料道的另一端设有与铁针料道连通的让位槽。
13.其中,所述钥匙圈顶出机构包括顶出x轴驱动机构、顶出y轴驱动机构以及顶出组件,所述顶出x轴驱动机构设于机架,所述顶出y轴驱动机构设于顶出x轴驱动机构的输出端,所述顶出组件设于顶出y轴驱动机构的输出端。
14.其中,所述顶出组件包括顶出驱动件、顶出底座以及顶出板,所述顶出驱动件及顶出底座均设置于顶出y轴驱动机构的输出端,所述顶出板滑动设置于顶出底座,所述顶出驱动件的输出端穿过顶出底座与顶出板连接。
15.本发明的有益效果:
16.解决了钥匙圈人工插入铁针效率较慢的问题:本发明的一种钥匙圈插针机,通过设置有钥匙圈供料机构、钥匙圈夹持机构、铁针供料机构以及钥匙圈顶出机构,通过将自动将铁针插入钥匙圈的中心位置,同时可自动对插好铁针的钥匙圈进行下料。相比与人工插铁针,本发明的效率更高,更适合科技和经济的发展。
附图说明
17.利用附图对本发明作进一步说明,但附图中的实施例不构成对本发明的任何限制,对于本领域的普通技术人员,在不付出创造性劳动的前提下,还可以根据以下附图获得其它的附图。
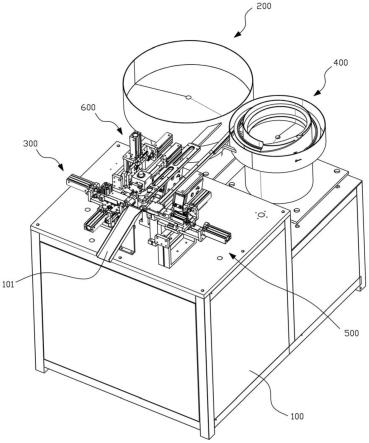
18.图1为本发明的立体结构示意图。
19.图2为钥匙圈供料机构及铁针供料机构的结构示意图。
20.图3为图2中a区域的放大图。
21.图4为钥匙圈夹持机构的结构示意图。
22.图5为钥匙圈顶出机构的结构示意图。
23.图6为铁针供料机构的结构示意图。
24.附图标记
25.机架
‑‑
100,下料滑道
‑‑
101,
26.钥匙圈供料机构
‑‑
200,钥匙圈料盘
‑‑
201,钥匙圈料道
‑‑
202,
27.钥匙圈夹持机构
‑‑
300,夹持升降驱动机构
‑‑
301,夹持x轴驱动机构
‑‑
302,夹持y轴驱动机构
‑‑
303,夹持组件
‑‑
304,夹持气缸
‑‑
305,第一夹指
‑‑
306,第二夹指
‑‑
307,
28.铁针供料机构
‑‑
400,铁针料盘
‑‑
401,铁针料道
‑‑
402,让位槽
‑‑
403,
29.钥匙圈顶出机构
‑‑
500,顶出x轴驱动机构
‑‑
501,顶出y轴驱动机构
‑‑
502,顶出组件
‑‑
503,顶出驱动件
‑‑
504,顶出底座
‑‑
505,顶出板
‑‑
506,
30.钥匙圈转动机构
‑‑
600,转动横移驱动机构
‑‑
601,转动竖直驱动机构
‑‑
602,转动驱动机构
‑‑
603,转动夹具
‑‑
604。
具体实施方式
31.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施例的限制。
32.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
33.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
34.如图1至图6所示,本实施例公开了一种钥匙圈插针机,其包括机架100、设于机架100的钥匙圈供料机构200、钥匙圈夹持机构300、铁针供料机构400以及钥匙圈顶出机构500,所述钥匙圈供料机构200用于对钥匙圈供料,所述铁针供料机构400用于对铁针进行供料;所述钥匙圈夹持机构300用于将钥匙圈从钥匙圈供料机构200的出料端夹出并驱动钥匙圈抵触于铁针以使得铁针插入钥匙圈;所述钥匙圈顶出机构500用于将铁针顶至钥匙圈的中心并将钥匙圈顶出。
35.具体的,所述插针机还包括钥匙圈转动机构600,所述钥匙圈转动机构600包括转动横移驱动机构601、转动竖直驱动机构602、转动驱动机构603以及转动夹具604,所述转动横移驱动机构601设于机架100,所述转动竖直驱动机构602设于转动横移驱动机构601的输出端,所述转动驱动机构603设于转动竖直驱动机构602的输出端,所述转动夹具604设于转动驱动机构603的输出端;位于转动夹具604的下方,所述机架100还设有检测装置,所述机架100还设有检测装置,所述检测装置与转动驱动机构603信号连接。由于从钥匙圈料道202输送过来的钥匙圈的方向不一,故需要通过检测装置对钥匙圈的方向进行检测,得到检测结果后发送指令至转动驱动机构603以驱动转动夹具604转动相应的角度,等待下一步工序。在本实施例中,转动横移驱动机构601及转动竖直驱动机构602均优选为气缸、滑板、滑轨、滑块以及底座组成的驱动结构,转动驱动机构603优选为转动气缸或由气缸、齿条、齿轮、底座组成的驱动结构,上述结构均为现有设计,在此不再赘述。
36.具体的,所述钥匙圈供料机构200包括钥匙圈料盘201以及钥匙圈料道202,所述钥匙圈料道202的一端与钥匙圈料盘201的出料端连接,所述钥匙圈料道202的另一端位于钥匙圈夹持机构300的一侧。钥匙圈到达钥匙圈料道202的另一端后,由转动夹具604将钥匙圈夹起。优选的,所述钥匙圈料道202的另一端设有下料滑道101。
37.具体的,所述钥匙圈夹持机构300包括夹持升降驱动机构301、夹持x轴驱动机构302、夹持y轴驱动机构303以及夹持组件304,所述夹持升降驱动机构301设于机架100,所述夹持x轴驱动机构302设于夹持升降驱动机构301的输出端,所述夹持y轴驱动机构303设于夹持x轴驱动机构302的输出端,所述夹持组件304设于夹持y轴驱动机构303的输出端。通过夹持升降驱动机构301、夹持x轴驱动机构302及夹持y轴驱动机构303的相互配合,可驱动夹持组件304在x、y及z轴上的移动。在本实施例中,夹持升降驱动机构301、夹持x轴驱动机构302及夹持y轴驱动机构303均优选为气缸、滑板、滑轨、滑块以及底座组成的驱动结构,上述结构均为现有设计,在此不再赘述。
38.具体的,所述夹持组件304包括夹持气缸305、第一夹指306及第二夹指307,所述第
二夹指307设于夹持y轴驱动机构303的输出端,所述第一夹指306转动设置于第二夹指307,所述夹持气缸305设于第一夹指306,所述夹持气缸305的输出端穿过第一夹指306并抵触于第二夹指307的内侧。通过夹持气缸305的伸缩以控制第一夹指306与第二夹指307的夹紧或松开,达到夹持钥匙圈的目的。
39.具体的,所述铁针供料机构400包括铁针料盘401以及铁针料道402,所述铁针料道402的一端与铁针料盘401的出料端连接,所述铁针料道402的另一端设有与铁针料道402连通的让位槽403。铁针到达钥匙圈料道202的另一端后,铁针的一部分暴露于让位槽403,夹持组件304将钥匙圈插入铁针,让位槽403可对钥匙圈进行让位。
40.具体的,所述钥匙圈顶出机构500包括顶出x轴驱动机构501、顶出y轴驱动机构502以及顶出组件503,所述顶出x轴驱动机构501设于机架100,所述顶出y轴驱动机构502设于顶出x轴驱动机构501的输出端,所述顶出组件503设于顶出y轴驱动机构502的输出端。通过顶出x轴驱动机构501与顶出y轴驱动机构502的相互配合,可驱动顶出组件503在x和y轴上的移动。在本实施例中,顶出x轴驱动机构501和顶出y轴驱动机构502均优选为气缸、滑板、滑轨、滑块以及底座组成的驱动结构,上述结构均为现有设计,在此不再赘述。
41.具体的,所述顶出组件503包括顶出驱动件504、顶出底座505以及顶出板506,所述顶出驱动件504及顶出底座505均设置于顶出y轴驱动机构502的输出端,所述顶出板506滑动设置于顶出底座505,所述顶出驱动件504的输出端穿过顶出底座505与顶出板506连接。实际使用时,夹持组件304将插有铁针的钥匙圈插入顶出板506,顶出板506的厚度略小于铁针的厚度;随后夹持组件304保持不动,顶出驱动件504驱动顶出板506伸出,顶出板506将铁针推出至钥匙圈的中心位置,随后顶出驱动件504驱动顶出板506缩回,最后夹持升降驱动机构301、夹持x轴驱动机构302及夹持y轴驱动机构303驱动夹持组件304移动至下料滑道101的上方,夹持组件304松开钥匙圈,钥匙圈从下料滑道101滑落,完成下料。
42.综上,本实施例的钥匙圈插针机,通过设置有钥匙圈供料机构200、钥匙圈夹持机构300、铁针供料机构400以及钥匙圈顶出机构500,通过将自动将铁针插入钥匙圈的中心位置,同时可自动对插好铁针的钥匙圈进行下料。相比与人工插铁针,本发明的效率更高,更适合科技和经济的发展。
43.最后应当说明的是,以上实施例仅用以说明本发明的技术方案,而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细地说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1