电梯导轨超高精度加工生产工艺的制作方法
1.本发明属于电梯生产领域,尤其涉及一种电梯导轨超高精度加工生产工艺。
背景技术:
2.随着人民生活水平的提高,电梯的使用越来越多,电梯导轨作为电梯的重要部件,人们对其在稳定性、耐用性、降噪各方面的质量要求也都越来越高,故厂家一直在不断改进工艺,以达到更好的效果。
技术实现要素:
3.本发明所要解决的技术问题是提供一种电梯导轨超高精度加工生产工艺。
4.本发明是通过以下技术方案来实现的:电梯导轨超高精度加工生产工艺,包括阳大背铣削、阴大背铣削、阳榫铣削、阴榫铣削、阳钻孔、阴钻孔工艺,所述阳大背铣削、阳榫铣削、阳钻孔工艺均通过一铣削钻孔一体机完成;所述铣削钻孔一体机,包括机架和设置在机架上的导轨背面铣削装置、阳榫铣削装置和钻孔装置,所述阳榫铣削装置位于导轨背面铣削装置的侧面,钻孔装置位于导轨背面铣削装置的上面;所述导轨背面铣削装置包括水平设置的第一丝杠和套设在第一丝杠上的第一螺母套,所述第一螺母套上,固定连接有一水平铣刀刀架,所述水平铣刀刀架上,架设有一垂直于第一丝杠的水平铣刀,用于水平向前移动时铣削导轨背面,所述水平铣刀刀架的两端,还穿设在架设在机架上、位于第一丝杠两侧的水平导轨上;所述阳榫铣削装置包括竖直设置的第二丝杠和套设在第二丝杠上的第二螺母套,所述第二螺母套上,固定连接有一垂直铣刀刀架,所述垂直铣刀刀架上,相对地架设有一对垂直于第二丝杠的垂直铣刀,用于向上移动时铣削阳榫的两侧面,所述垂直铣刀刀架的两端,还穿设在架设在机架上、位于第二丝杠两侧的垂直导轨上;所述钻孔装置包括固定架设在机架上的气缸和与气缸的活动端连接的钻孔单元,所述钻孔单元包括固定架和固定在固定架上四个钻头。
5.作为优选,所述钻孔单元的固定架的两侧,还套设在与气缸的活动杆相平行的导向杆上,以便于更加平稳。
6.作为优选,所述第一丝杠、第二丝杠、水平铣刀、垂直铣刀和四个钻头,均通过电机进行带动转动。
7.作为优选,所述水平铣刀刀架位于垂直铣刀刀架的上方,且垂直铣刀刀架位于水平导轨内侧,水平铣刀刀架先往前移动去铣削导轨背面、空出位置后,垂直铣刀刀架再往上移动去铣削阳榫,都完成铣削后,垂直铣刀刀架先归位,水平铣刀刀架再归位,由此实现不相互干涉。
8.作为优选,所述电梯导轨超高精度加工生产工艺具体包括:来料检验、调扭、刻炉
号、除锈、粗整形、涂漆、烘干、刨加工、半精整、阳大背铣削、阴大背铣削、阳榫铣削、阴榫铣削、阳钻孔、阴钻孔、锪孔、精整/自动检测、检验、预组装、补漆涂油贴膜、套保护套保护夹、包装、发运出厂。
9.更优地,所述来料检验工艺中要求材料为q235-a热轧型钢,化学成份c≤0.22%,s≤0.045%,p≤0.045%,机械性能抗拉强度375-520mpa,延伸率≥24%。
10.更优地,所述除锈工艺通过抛丸除锈,要求导轨毛坯表面无可见的油脂或污垢、氧化皮、铁锈等附着物,抛丸钢丸量:≥1.5t。更优地所述涂漆工艺中,要求油漆厚度 25-100um,油漆粘度采用涂4杯(40-60s);烘箱温度60-80
°
c。
11.本发明的有益效果是:本发明的电梯导轨超高精度加工生产工艺,通过阳大背铣削、阳榫铣削、阳钻孔工艺均在一台铣削钻孔一体机上完成,实现了对t型电梯导轨只需要一次装夹,即可完成对阳大背铣削、阳榫铣削、阳钻孔的加工,使得导轨的整体加工精度大大提高,较每个工艺分别装夹带来的多次装夹再加工的工艺而言,精度大大提高,由此使得导轨间和导轨与其他零部件之间的配合都更加精准,安全性和降噪效果更好,实用性强。
附图说明
12.为了易于说明,本发明由下述的具体实施例及附图作以详细描述。
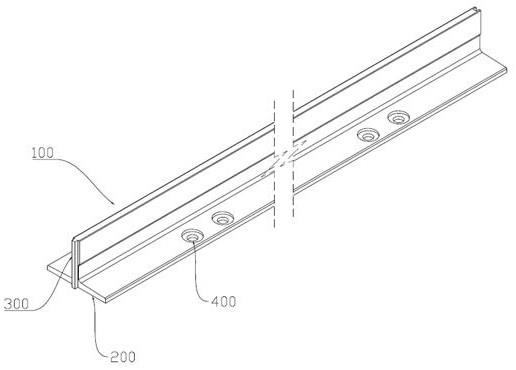
13.图1为t型电梯导轨的立体结构示意图;图2为本发明的铣削钻孔一体机的立体结构示意图;图3为本发明的铣削钻孔一体机的另一角度立体结构示意图;图4为图2的侧视图。
具体实施方式
14.如图1-4所示,电梯导轨超高精度加工生产工艺,包括阳大背铣削、阴大背铣削、阳榫铣削、阴榫铣削、阳钻孔、阴钻孔工艺,所述阳大背铣削、阳榫铣削、阳钻孔工艺均通过一铣削钻孔一体机完成;所述铣削钻孔一体机,用于加工t型电梯导轨100的阳大背200、阳榫300和连接孔400钻孔,包括机架和设置在机架上的导轨背面铣削装置1、阳榫铣削装置2和钻孔装置3,所述阳榫铣削装置2位于导轨背面铣削装置1的侧面,钻孔装置3位于导轨背面铣削装置1的上面;所述导轨背面铣削装置1包括水平设置的第一丝杠4和套设在第一丝杠4上的第一螺母套5,所述第一螺母套5上,固定连接有一水平铣刀刀架6,所述水平铣刀刀架6上,架设有一垂直于第一丝杠4的水平铣刀7,用于水平向前移动时铣削导轨背面,所述水平铣刀刀架6的两端,还穿设在架设在机架上、位于第一丝杠4两侧的水平导轨8上;所述阳榫铣削装置2包括竖直设置的第二丝杠9和套设在第二丝杠9上的第二螺母套10,所述第二螺母套10上,固定连接有一垂直铣刀刀架11,所述垂直铣刀刀架11上,相对地架设有一对垂直于第二丝杠9的垂直铣刀12,用于向上移动时铣削阳榫的两侧面,所述垂直铣刀刀架11的两端,还穿设在架设在机架上、位于第二丝杠9两侧的垂直导轨13上;
所述钻孔装置3包括固定架设在机架上的气缸14和与气缸14的活动端连接的钻孔单元,所述钻孔单元包括固定架15和固定在固定架15上四个钻头16。
15.所述钻孔单元的固定架15的两侧,还套设在与气缸14的活动杆相平行的导向杆17上,以便于更加平稳。
16.所述第一丝杠4、第二丝杠9、水平铣刀7、垂直铣刀12和四个钻头16,均通过电机进行带动转动。
17.所述水平铣刀刀架6位于垂直铣刀刀架11的上方,且垂直铣刀刀架11位于水平导轨8内侧,水平铣刀刀架6先往前移动去铣削导轨背面即阳大背200、空出位置后,垂直铣刀刀架11再往上移动去铣削阳榫300,都完成铣削后,垂直铣刀刀架11先归位,水平铣刀刀架6再归位,由此实现不相互干涉。
18.所述电梯导轨超高精度加工生产工艺具体包括:来料检验、调扭、刻炉号、除锈、粗整形、涂漆、烘干、刨加工、半精整、阳大背铣削、阴大背铣削、阳榫铣削、阴榫铣削、阳钻孔、阴钻孔、锪孔、精整/自动检测、检验、预组装、补漆涂油贴膜、套保护套保护夹、包装、发运出厂。
19.更优地,所述来料检验工艺中要求材料为q235-a热轧型钢,化学成份c≤0.22%,s≤0.045%,p≤0.045%,机械性能抗拉强度375-520mpa,延伸率≥24%。
20.所述除锈工艺通过抛丸除锈,要求导轨毛坯表面无可见的油脂或污垢、氧化皮、铁锈等附着物,抛丸钢丸量:≥1.5t。所述涂漆工艺中,要求油漆厚度 25-100um,油漆粘度采用涂4杯(40-60s);烘箱温度60-80
°
c。
21.本发明的电梯导轨超高精度加工生产工艺,通过阳大背铣削、阳榫铣削、阳钻孔工艺均在一台铣削钻孔一体机上完成,实现了对t型电梯导轨只需要一次装夹,即可完成对阳大背铣削、阳榫铣削、阳钻孔的加工,使得导轨的整体加工精度大大提高,较每个工艺分别装夹带来的多次装夹再加工的工艺而言,精度大大提高,由此使得导轨间和导轨与其他零部件之间的配合都更加精准,安全性和降噪效果更好,实用性强。
22.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何不经过创造性劳动想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求书所限定的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1