电弧负压力约束的钨极氩弧增材制造方法
1.本发明涉及增材制造领域,具体涉及一种电弧负压力约束的钨极氩弧增材制造方法。
背景技术:
2.常规钨极氩弧增材制造中,焊接电弧是一种等离子体,由焊接电弧等离子体形成的等离子流力为焊接电弧力,焊接电弧力是焊接电弧中高速运动等离子流体所产生的轴向冲击力,在常规钨极氩弧焊熔丝增材制造过程中,相对于焊接熔池而言,焊接电弧力始终是一种轴向的正压力,因此,在常规钨极氩弧焊熔丝增材制造条件下,由于是电弧正压力作用于焊接熔池表面,就使得焊接熔池产生液面差,焊接熔池发生凹陷等现象。
3.在常规钨极氩弧焊熔丝增材制造条件下,电弧正压力不仅直接影响熔池内熔体运动状况,还对熔滴过渡、熔池截面形状、焊缝凝固组织和接头质量起到支配作用,特别是在高速、高效增材制造时会导致焊缝不连续、产生驼峰等许多不良现象,同时,还会影响钨极氩弧焊熔丝增材制造的效率和接头性能。
技术实现要素:
4.有鉴于此,本发明的目的是克服现有技术中的缺陷,提供电弧负压力约束的钨极氩弧增材制造方法,能够有效控制钨极氩弧焊熔丝增材制造过程,提高精度、效率和性能,为现代电弧增材制造技术提供了新方法。
5.本发明的电弧负压力约束的钨极氩弧增材制造方法,包括:
6.在焊接喷嘴或者焊枪外设置通电线圈以形成磁场中心线与电弧中心线平行或重合的纵向磁场;
7.调整纵向磁场的磁场强度,结合常规钨极氩弧增材制造工艺参数,使得磁场强度大于电弧负压力约束钨极氩弧增材制造工艺条件下所需要设定的临界值,并将大于所述临界值的磁场强度作为目标磁场强度;
8.将磁场强度达到目标磁场强度的纵向磁场作用于电弧,使得电弧力方向与重力方向相反,促使电弧力由正压力转变为负压力,进而形成电弧负压力约束的钨极氩弧增材制造工艺;
9.以设定夹角将焊丝送进焊接区域,使得焊丝在焊接电弧区域熔化,并在电弧负压力作用下,进行钨极氩弧焊熔丝增材制造过程;所述夹角为焊丝与焊接方向的夹角。
10.进一步,所述通电线圈采用空心线圈,空心线圈为螺旋绕线线圈,线圈内置铁芯和冷却结构,冷却结构保证线圈适应在焊接高温环境条件下能正常工作,将空心线圈安装在焊接喷嘴或者焊枪外,或者将空心线圈与焊炬或者焊枪集成为一体,形成紧凑的外加磁场-焊枪或者焊炬一体化整体结构,并在所述空心线圈上施加励磁电流以形成外加纵向磁场复合钨极氩弧焊熔丝增材制造模式。
11.进一步,所述励磁电流的波形、方向、频率以及幅值可调节或可设定;所述励磁电
流包括直流、交流、脉冲以及变极性。
12.进一步,所述纵向磁场的磁场方向与电弧中心轴向平行或重合;所述纵向磁场为间隙交变纵向磁场、恒定纵向磁场、脉冲纵向磁场、正弦波纵向磁场、交变纵向磁场中的一种。
13.进一步,所述间隙交变纵向磁场的占空比为10~60%,间隙交变纵向磁场的频率为1~30hz。
14.进一步,所述夹角的角度范围为15~80度,采用旁轴送丝的方式,将焊丝送进焊接区域;根据增材制造材料性能,采用热丝或者冷丝方式,将焊丝送进焊接区域;所述焊丝为实心焊丝、药芯焊丝、粉芯焊丝中的一种。
15.进一步,所述钨极氩弧增材制造方法的工艺参数为:钨极直径为1.2~6mm,增材制造电流为40~450a,增材制造电弧长度为1~4.8mm,增材制造电压为8~65v,增材制造速度为10~600cm/min,增材制造焊丝直径为0.6~4.0mm,增材制造送丝速度为10~800cm/min,增材制造效率为0.1~5kg/h,保护气体流量为10~80l/min,保护气体为99.99%氩气、99.99%氦气、99.99%氩气和99.99%氦气的混合气体中的一种,增材制造的层间温度控制在100~400℃。
16.进一步,当增材制造电流为100a以及弧长为3mm时,外加纵向磁场强度的临界值为0.02t,电弧中心的电弧压力为0pa;
17.当增材制造电流为120a以及弧长为3mm时,外加纵向磁场强度的临界值为0.022t,电弧中心的电弧压力为0pa;
18.当增材制造电流为150a以及弧长为3mm时,外加纵向磁场强度的临界值为0.026t,电弧中心的电弧压力为0pa。
19.进一步,所述电弧的电弧力为吸引力,熔滴在电弧吸引力的作用下进行熔滴过渡,电弧对熔池具有吸引力作用,用于低碳钢、合金钢、不锈钢、装甲钢、轴承钢、模具钢、铝合金、钛合金、镁合金、铜合金、高温合金、高熵合金、难熔金属、以及单晶材料的增材制造。
20.本发明的有益效果是:本发明公开的一种电弧负压力约束的钨极氩弧增材制造方法,通过使用外加磁场与焊接电弧、熔丝焊接熔滴、焊接熔池内部分布电流所产生的洛伦兹力,实现了电弧负压力,能够有效控制钨极氩弧焊熔丝增材制造的成形成性,有益于建立电弧负压力约束的电弧焊熔丝增材制造科学技术体系,为现代电弧增材制造技术提供了新方法,产出从无到有基于电弧负压力约束的钨极氩弧焊熔丝增材制造科学技术的原创性成果,具有较高的工程应用价值。
附图说明
21.下面结合附图和实施例对本发明作进一步描述:
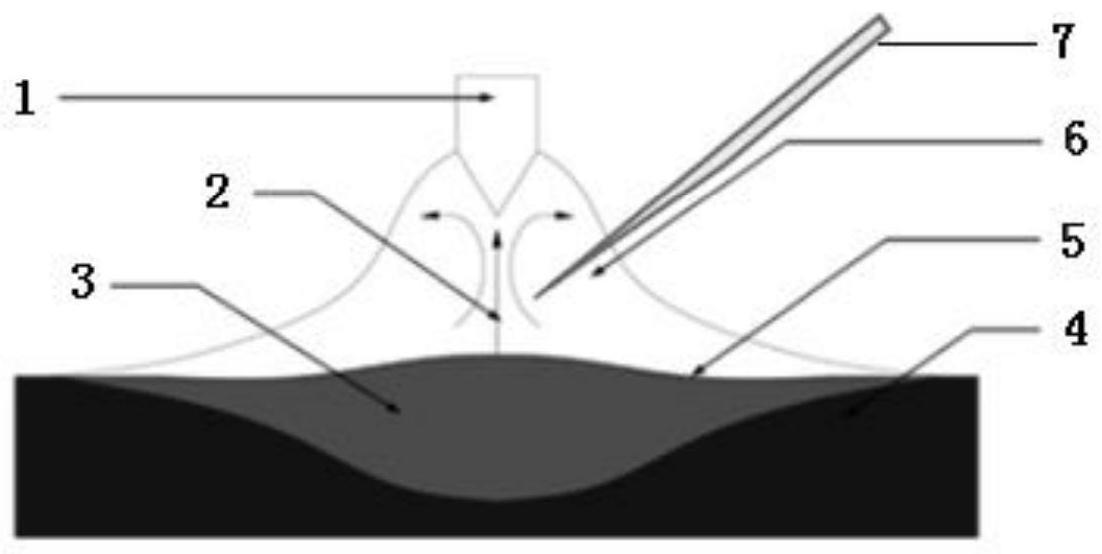
22.图1为本发明的电弧负压力钨极氩弧增材制造原理示意图;
23.图2为本发明的电弧正压力钨极氩弧增材制造原理示意图;
24.其中,1-钨极,2-电弧负压,3-熔池,4-工件,5-熔池表面,6-焊接电弧,7-焊丝,8-电弧正压。
具体实施方式
25.以下结合说明书附图对本发明做出进一步的说明,如图所示:
26.本发明的电弧负压力约束的钨极氩弧增材制造方法,采用外加纵向磁场控制钨极氩弧焊接电弧,促使电弧形成电弧负压力,构成电弧负压力约束的钨极氩弧增材制造方法;包括:
27.在焊接喷嘴或者焊枪外设置通电线圈以形成磁场中心线与电弧中心线平行或重合的纵向磁场;
28.调整纵向磁场的磁场强度,结合常规钨极氩弧增材制造工艺参数,使得磁场强度大于电弧负压力约束钨极氩弧增材制造工艺条件下所需要设定的临界值,并将大于所述临界值的磁场强度作为目标磁场强度;
29.将磁场强度达到目标磁场强度的纵向磁场作用于电弧,使得电弧力方向与重力方向相反,促使电弧力由正压力转变为负压力,进而形成电弧负压力约束的钨极氩弧增材制造工艺;
30.以设定夹角将焊丝送进焊接区域,使得焊丝在焊接电弧区域熔化,并在电弧负压力作用下,进行钨极氩弧焊熔丝增材制造过程;所述夹角为焊丝与焊接方向的夹角。
31.本发明采用外加纵向磁场方式诱导钨极氩弧焊熔丝增材制造过程焊接电弧出现电弧负压力现象,通过电磁热力综合手段来维持电弧负压力的钨极氩弧焊熔丝增材制造过程中电弧和熔滴过渡的稳定运行,形成外加纵向磁场产生电弧负压力特征的钨极氩弧焊熔丝增材制造新工艺;能够有效解决电弧正压力作用于焊接熔池表面产生的凹陷,消除熔池壁面和内部流体运动行为、凝固成形状态以及熔丝熔滴过渡的影响,并能解决焊缝成形不良,尤其是高速、高效焊接技术条件下,带来熔丝熔滴过渡稳定性、熔池稳定性及其控形控性的难题。
32.本实施例中,所述通电线圈采用空心线圈,空心线圈为螺旋绕线线圈,线圈内置铁芯和冷却结构,冷却结构保证线圈适应在焊接高温环境条件下能正常工作,将空心线圈安装在焊接喷嘴或者焊枪外,或者将空心线圈与焊炬或者焊枪集成为一体,形成紧凑的外加磁场-焊枪或者焊炬一体化整体结构,并在所述空心线圈上施加励磁电流以形成外加纵向磁场复合钨极氩弧焊熔丝增材制造模式。其中,通过使用数字化多功能多波形励磁电源,在空心线圈的螺旋导线上施加多种励磁电流,形成相应的外加纵向磁场;当然了,外加纵向磁场的实现方式也可以采用现有的其他磁场产生装置,在此不再赘述。
33.本实施例中,所述励磁电流包括直流、交流、脉冲以及变极性。为了使得所述纵向磁场的磁场方向以及磁场强度能够实现自由调整或设定,所述励磁电流的波形、方向、频率以及幅值可调节或可设定。
34.本实施例中,所述纵向磁场的磁场方向与电弧中心轴向平行或重合;通过上述设置,能够形成相应的外加纵向磁场,有效控制钨极氩弧焊熔丝增材制造电弧构成电弧负压力状态,充分发挥焊接电弧对熔丝焊接熔滴、熔池反重力的吸附作用。所述纵向磁场为间隙交变纵向磁场、恒定纵向磁场、脉冲纵向磁场、正弦波纵向磁场、交变纵向磁场中的一种。所述间隙交变纵向磁场的占空比为10~60%,间隙交变纵向磁场的频率为1~30hz。
35.本实施例中,所述夹角的角度范围为15~80度,采用旁轴送丝的方式,将焊丝送进焊接区域;根据增材制造材料性能,采用热丝或者冷丝方式,将焊丝送进焊接区域;所述焊
丝为实心焊丝、药芯焊丝、粉芯焊丝中的一种。在旁轴送丝过程中,如果焊丝与焊接方向的夹角过大或过小,会影响焊缝凝固的组织和接头质量,从而进一步导致焊缝不连续以及接头性能的下降,通过将焊丝与焊接方向的夹角保持在15~80度的角度范围内,能够进一步提升焊缝效果与接头性能。
36.本实施例中,根据所使用的材料、钨极氩弧焊熔丝增材制造工艺参数,外加纵向磁场的强度需要超过与焊接工艺参数相匹配的临界值,进而实现钨极氩弧焊熔丝增材制造的电弧形成电弧负压力,在电弧负压力状态下,焊接电弧等离子体出现规律性、稳定的自旋转运动,以及电弧等离子体呈现从试样到电极的反向运动行为,焊接电弧对熔丝焊接熔滴、焊接熔池表现出与常规钨极氩弧焊接相区别的特征吸引力,从而对金属材料实现了基于电弧负压力为基本区别特征的钨极氩弧焊熔丝增材制造,构成了电弧负压力约束的钨极氩弧焊熔丝增材制造新技术。
37.所述钨极氩弧增材制造方法的工艺参数为:钨极直径为1.2~6mm,增材制造电流为20~450a,增材制造电弧长度为1~4.8mm,增材制造电压为8~65v,增材制造速度为10~600cm/min,增材制造焊丝直径为0.6~4.0mm,增材制造送丝速度为10~800cm/min,增材制造效率为0.1~5kg/h,保护气体流量为20~80l/min,保护气体为99.99%氩气、99.99%氦气、99.99%氩气和99.99%氦气的混合气体中的一种,增材制造的层间温度控制在100~400℃。
38.其中,所述临界值可以根据实际工况进行设定,当增材制造电流为100a以及弧长为3mm时,外加纵向磁场强度的临界值为0.02t,电弧中心的电弧压力为0pa;即外场外加纵向磁场强度超过0.02t后,就能构成稳定的电弧负压力约束钨极氩弧焊熔丝增材制造工艺;
39.在其他条件不变的情况下,当增材制造电流为120a以及弧长为3mm时,外加纵向磁场强度的临界值为0.022t,电弧中心的电弧压力为0pa;
40.在其他条件不变的情况下,当增材制造电流为150a以及弧长为3mm时,外加纵向磁场强度的临界值为0.026t,电弧中心的电弧压力为0pa。
41.本实施例中,所述电弧的电弧力为吸引力,在常规位置条件下,电弧力与重力方向相反,熔滴在电弧吸引力的作用下进行熔滴过渡,电弧对熔池具有吸引力作用,用于低碳钢、合金钢、不锈钢、装甲钢、轴承钢、模具钢、铝合金、钛合金、镁合金、铜合金、高温合金、高熵合金、难熔金属、以及单晶材料的增材制造。
42.电弧负压力约束的钨极氩弧焊熔丝增材制造实施例一为:99.99%氩气保护,氩气流量8~20l/min,焊接电流100a,电弧长度2~4mm,钨极直径3.2mm,喷嘴内径为8mm,电弧电压12.8v,外加纵向磁场强度的临界值为0.02t,外加纵向磁场强度的最优值为0.024t,磁场频率的最优值为8hz,外加纵向磁场为间隙交变纵向磁场,占空比的最优值为25%,焊接速度22~30cm/min,送丝速度160~200cm/min,增材制造基板材料为铝合金5a06,基板厚度为20mm,焊丝材料为铝合金5a06,焊丝与增材制造基板平面呈10度夹角,送丝为旁轴冷送丝方式,焊丝直径为1.2mm,层间温度控制在120℃,上述焊接工艺参数构成电弧负压力约束的钨极氩弧焊熔丝增材制造技术。
43.电弧负压力约束的钨极氩弧焊熔丝增材制造实施例二为:99.99%氩气保护,氩气流量10~24l/min,焊接电流120a,电弧长度2~4mm,钨极直径3.2mm,电弧电压18v,外加纵向磁场强度的临界值为0.022t,外加纵向磁场强度的最优值为0.026t,磁场频率的最优值
为12hz,外加纵向磁场为间隙交变纵向磁场,占空比的最优值为25%,焊接速度28~36cm/min,送丝速度180~240cm/min,增材制造基板材料为不锈钢316l,基板厚度为20mm,焊丝材料为不锈钢316l,焊丝与增材制造基板平面呈15度夹角,送丝为旁轴冷送丝方式,焊丝直径为1.6mm,层间温度控制在180℃,上述焊接工艺参数构成电弧负压力约束的钨极氩弧焊熔丝增材制造技术。
44.电弧负压力约束的钨极氩弧焊熔丝增材制造实施例三为:99.99%氩气保护,氩气流量12~20l/min,焊接电流150a,电弧长度2~4mm,钨极直径3.2mm,电弧电压16v,外加纵向磁场强度的临界值为0.026t,外加纵向磁场强度的最优值为0.027t,磁场频率的最优值为10hz,外加纵向磁场为间隙交变纵向磁场,占空比的最优值为25%,焊接速度32~50cm/min,送丝速度600~800cm/min,增材制造基板材料为q345,基板厚度为10mm,焊丝材料为镍基合金inconel625,焊丝与增材制造基板平面呈60度夹角,送丝为旁轴冷送丝方式,焊丝直径为1.2mm,层间温度控制在200℃,上述焊接工艺参数构成电弧负压力约束的钨极氩弧焊熔丝增材制造技术。
45.本发明采用自动化的焊接机器人和6轴焊接变位焊接平台,配合数字化钨极氩弧焊接电源、送丝机构、气体保护和焊枪系统,构成了电弧负压力约束的钨极氩弧焊熔丝增材制造设备。
46.电弧负压力约束的钨极氩弧焊熔丝增材制造技术与常规外场复合钨极氩弧焊熔丝增材制造技术的区别特征是外加纵向磁场强度必须超过与常规钨极氩弧焊熔丝增材制造工艺参数相匹配的临界值,即电弧负压力约束的钨极氩弧焊熔丝增材制造技术的外加磁场工艺参数范围不在常规外场复合钨极氩弧焊熔丝增材制造技术的外加磁场参数范围内,电弧负压力约束的钨极氩弧焊熔丝增材制造技术的工艺特征具有与常规钨极氩弧焊熔丝增材制造技术(电弧正压力)、常规外场复合钨极氩弧焊熔丝增材制造技术(电弧正压力)不具备的电弧吸引作用(电弧负压力作用),电弧负压力约束的钨极氩弧焊熔丝增材制造技术具有与常规钨极氩弧焊熔丝增材制造技术(电弧正压力)、常规外场复合钨极氩弧焊熔丝增材制造技术(电弧正压力)相区别的焊接热效、焊接力效应、熔滴过渡效应和焊接动量、质量、热量传递行为,外加磁场的电弧负压力对钨极氩弧焊熔丝增材制造过程具有区别性的基于电弧负压力的电磁搅拌细化晶粒,具有提高焊缝质量的作用。
47.本发明的基于电弧负压力约束的钨极氩弧焊熔丝增材制造技术,存在增材制造电弧负压效应,当钨极氩弧焊熔丝增材制造的电弧为负压力条件时,在正常水平焊接位置时,电弧力的方向与重力方向相反,这样就与常规钨极氩弧焊熔丝增材制造中电弧力与重力方向相同(一致)的情况完全不同,在本发明的技术条件下研究发现了焊接电弧等离子体呈现反向运动特性,这样焊接电弧对焊接熔池的热流状态也会发生改变,焊接电弧对焊接熔池熔体、熔丝焊接熔滴产生了吸附作用,而不是常规焊接电弧对熔池熔体施加正压力作用,焊接熔池熔体不是被电弧挖掘或者排斥而是被吸附被支撑,焊接熔池表面自然会发生改变,会避免因熔池表面凹陷、底部塌陷、壁面流通道变窄,避免常规钨极氩弧焊接时导致的熔体向熔池尾部流动不畅、尾部熔体回流受阻、热流传输不充分等原因而产生的熔池尾部凝固金属堆积、出现驼峰的不良现象,改善了熔丝焊接熔滴过渡的稳定性、减少了熔滴的冲击力。
48.而且焊接电弧热力特性及其分布特征的改变,带来了熔池熔体运动状态的变化,
进而影响了焊缝凝固行为和增材制造成形成性特征,这样就形成了合理的电弧负压力约束的钨极氩弧焊熔丝增材制造热效应、电弧负压力效应、熔滴过渡稳定机制、熔池稳定机制和增材制造成形成性控制技术。
49.最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1