坐标系校正方法、工业设备及存储介质与流程
1.本技术涉及精密加工的领域,更具体地涉及一种坐标系校正方法、工业设备及存储介质。
背景技术:
2.在精密加工领域,对矩形工件进行加工时,可以通过图像识别获取工件图像,并将工件图像与预存的加工坐标系结合,并通过预设需要加工的点位的坐标,在工件图像中确定需要加工的点位。
3.一般情况下,将工件图像与预存的加工坐标系结合时,工件图像的几何中心与加工坐标系中的坐标原点重合,且加工坐标系的坐标轴与工件图像的短边上的中线及长边上的中线重合。但由于操作人员误操作或对矩形工件上料的设备的精度不足等情况,存在矩形工件放置在加工工位时位置偏离,加工坐标系与工件图像偏离的情况,导致坐标原点与几何中心偏离,和/或加工坐标系的坐标轴与工件图像的短边上的中线及长边上的中线偏离。此时对矩形工件进行加工,实际加工位置与预设的加工点位存在偏差。存在准确性不足的缺陷。
技术实现要素:
4.鉴于以上内容,有必要提供一种坐标系校正方法、工业设备及存储介质,可以在矩形工件位置偏离时,通过在加工坐标系中确定工件图像上五个点的坐标,计算得出几何中心的坐标及偏转角度,使加工坐标系可根据几何中心的坐标及偏转角度调整位置,提高加工坐标系校正的准确性。
5.第一方面,本技术的实施例提供一种坐标系校正方法,用于对工件图像与加工坐标系进行校正,所述工件图像对应于一矩形工件,所述加工坐标系包括坐标原点、x轴和y轴,所述工件图像包括工件边线和几何中心,所述加工坐标系校正方法包括:获取所述工件边线与所述x轴的正半轴上的第一交点,及所述工件边线与所述x轴的负半轴上的第二交点;获取所述工件边线与所述y轴的正半轴上的第三交点,及所述工件边线与所述y轴的负半轴上的第四交点;根据所述工件边线的偏转方向,在所述工件边线上确定角度基准点;根据所述角度基准点与所述第三交点的坐标,或根据所述角度基准点与所述第四交点的坐标,计算所述几何中心的偏转角度;根据所述第一交点、所述第二交点、所述第三交点和所述第四交点的坐标,计算所述几何中心的坐标。
6.可选地,所述工件图像还包括第一中线和第二中线,所述第一中线为所述工件边线中相对两边线的中线,所述第二中线为所述工件边线中相对的另两边线的中线,所述根据所述第一交点、所述第二交点、所述第三交点和所述第四交点的坐标,当计算所述几何中心的坐标包括:获取所述x轴与所述第二中线的交点为第五交点;获取所述y轴与所述第一中线的交点为第六交点;获取所述第五交点在所述y轴的延伸方向上的延长线,及所述第六交点在所述x轴的延伸方向上的延长线的交点为第七交点;根据所述第五交点、所述第六交
点、所述第七交点和所述坐标原点建立辅助边线,其中,所述辅助边线呈矩形;根据所述第五交点、所述第六交点、所述第七交点的坐标及所述偏转角度,计算所述几何中心的坐标。
7.可选地,所述第五交点、所述第六交点、所述第七交点、所述坐标原点和所述几何中心均位于一辅助圆上,所述辅助圆的圆心为所述辅助边线上两对角线的交点。
8.可选地,当计算所述几何中心的坐标时,所述方法包括:根据所述第一交点、所述第二交点、所述第三交点和所述第四交点的坐标,计算所述第七交点的坐标,其中,所述第七交点的x坐标为所述第一交点的x坐标与所述第二交点的x坐标之和的二分之一,所述第七交点的y坐标为所述第三交点的y坐标与所述第四交点的y坐标之和的二分之一。
9.可选地,当计算所述几何中心的坐标时,所述方法还包括:确定所述第七交点的x坐标g
x
是否小于0;若所述第七交点的x坐标g
x
不小于0,则根据所述第七交点的x坐标g
x
和y坐标gy,以及所述偏转角度θ计算,所述几何中心的x坐标s
x
及y坐标sy,计算公式为,计算公式为,计算公式为,计算公式为若所述第七交点的x坐标g
x
小于0,则根据所述第七交点的x坐标g
x
和y坐标gy,以及所述偏转角度θ计算,所述几何中心的x坐标s
x
及y坐标sy,计算公式为,计算公式为,计算公式为,计算公式为
10.可选地,当所述工件边线上确定所述角度基准点时,所述方法包括:获取所述工件边线的偏转方向;若所述工件边线的偏转方向为逆时针方向,则在所述加工坐标系的第二象限或第四象限确定所述角度基准点;若所述工件边线的偏转方向为顺时针方向,则在所述加工坐标系的第一象限或第三象限确定所述角度基准点。
11.可选地,当所述工件边线上确定所述角度基准点时,所述方法还包括:获取所述几何中心在所述加工坐标系中所在的象限;若所述几何中心位于所述加工坐标系中的第二象限或第三象限,则在所述加工坐标系的第二象限或第三象限确定所述角度基准点的位置;若所述几何中心位于所述加工坐标系中的第一象限或第四象限,则在所述加工坐标系的第一象限或第四象限确定所述角度基准点的位置。
12.可选地,当计算所述几何中心的所述偏转角度时,所述方法包括:若所述角度基准点位于所述加工坐标系的第一象限,则根据所述第三交点的x坐标g
x
和y坐标cy,以及所述角度基准点的x坐标r
x
和y坐标ry计算所述偏转角度θ,计算公式为θ=arctan[r
y-cy/r
x-c
x
];若所述角度基准点位于所述加工坐标系的第二象限,则根据所述第三交点的x坐标c
x
和y坐标cy,以及所述角度基准点的x坐标r
x
和y坐标ry计算所述偏转角度θ,计算公式为θ=arctan[c
y-ry/c
x-r
x
];若所述角度基准点位于所述加工坐标系的第三象限,则根据所述第四交点的x坐标d
x
和y坐标dy,以及所述角度基准点的x坐标r
x
和y坐标ry计算所述偏转角度θ,计算公式为θ=arctan[r
y-dy/r
x-d
x
];若所述角度基准点位于所述加工坐标系的第三象限,则根据所述第四交点的x坐标d
x
和y坐标dy,以及所述角度基准点的x坐标r
x
和y坐标ry计算所述偏转角度θ,计算公式为θ=arctan[d
y-ry/d
x-r
x
]。
[0013]
第二方面,本技术的实施例提供一种工业设备,包括:存储器,用于存储计算机程序;处理器,用于执行所述存储器存储的所述计算机程序,当所述计算机程序被执行时,所述处理器用于执行上述任一项所述的坐标系校正方法。
[0014]
第三方面,本技术的实施例提供一种存储介质,所述存储介质包括计算机指令,当所述计算机指令在工业设备上运行时,使得工业设备执行如上述任一项所述的坐标系校正方法。
[0015]
本技术实现方式提供的坐标系校正方法、工业设备及存储介质,通过在工件图像上获取5个点的坐标,即可确定工件图像中几何中心的坐标及偏转角度,使加工坐标系可根据几何中心的坐标及偏转角度调整位置,提高加工坐标系校正的准确性。
附图说明
[0016]
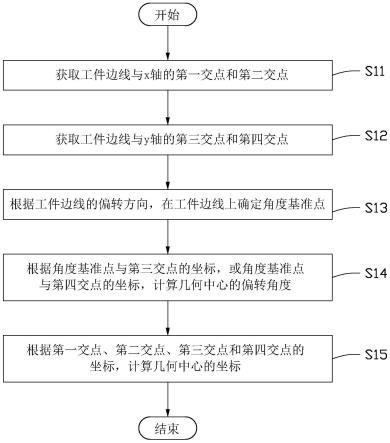
图1是本技术实施例中坐标系校正方法的流程图。
[0017]
图2是本技术实施例中工件图像和加工坐标系的示意图。
[0018]
图3是本技术实施例中坐标系校正方法的另一流程图。
[0019]
图4是本技术实施例中坐标系校正方法的另一流程图。
[0020]
图5是本技术实施例中工件图像和加工坐标系的另一示意图。
[0021]
图6是本技术实施例中坐标系校正方法的另一流程图。
[0022]
图7是本技术实施例中工业设备的示意图。
[0023]
主要元件符号说明
[0024]
加工坐标系
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10
[0025]
辅助边线
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11
[0026]
辅助圆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12
[0027]
工件图像
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20
[0028]
工件边线
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21
[0029]
第一中线
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22
[0030]
第二中线
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
23
[0031]
工业设备
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100
[0032]
处理器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30
[0033]
存储器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40
[0034]
通信接口
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50
具体实施方式
[0035]
下面将结合本技术实现方式中的附图,对本技术实现方式中的技术方案进行清楚、完整地描述,显然,所描述的实现方式仅是本技术一部分实现方式,而不是全部的实现方式。
[0036]
一种的场景中,在矩形工件进行加工生产时,可以通过图像识别获取工件图像,并将工件图像与预存的加工坐标系结合,并通过预设需要加工的点位的坐标,在工件图像中确定需要加工的点位。加工坐标系为二维坐标系。加工坐标系可以包括坐标原点、x轴和y轴。工件图像可以包括工件边线和几何中心。
[0037]
可以理解,本技术的实施例对矩形工件的加工场景及进行图像识别的方法不作限定。例如,矩形工件可以是在数字控制机床(computer numerical control machine tools,cnc machine tools)中进行加工,进行图像识别的设备可以是数字控制机床中设置的摄像头。
[0038]
可以理解,本技术的实施例对加工坐标系的设置方法不作限定。例如,加工坐标系可以是对工件进行加工前,操作人员预先创建的。又例如,加工坐标系可以是对上一个进行加工的矩形工件进行加工时,采用的加工坐标系,该加工坐标系的原点与上一个进行加工的矩形工件对应的几何中心重合,且加工坐标系的x轴和y轴分别与上一进行加工的矩形工件的对应的工件边线的两条中线重合。
[0039]
可以理解,工件边线的中线,为工件边线相对的两边中点的连线。工件边线中,两短边的中线为第一中线,两长边的中线为第二中线。第一中线与两长边平行,第二中线与两短边平行。第一中线、第二中线的交点为几何中心。
[0040]
上述场景中,将工件图像与加工坐标系结合时,由于存在矩形工件摆放角度合/或位置偏离的情况,加工坐标系存在与几何中心和/或工件边线的中线偏离的可能性,即存在工件图像与加工坐标系偏离的可能性。当工件图像与加工坐标系偏离时,对矩形工件的加工存在准确性不足的缺陷。
[0041]
为了解决上述问题,本技术的实施例提出一种坐标系校正方法,可以通过在工件边线上确定五个点位,并根据多个五位的坐标计算出几何中心的坐标及工件边线的偏转角度,使加工坐标系可以通过计算得出的结果进行调整,使几何中心与坐标原点重合,使x轴与第一中线重合,使y轴与第二中线重合,提高对矩形工件加工的准确性。
[0042]
请参阅图1,图1为本技术实施例提出的坐标系校正方法的流程图。可以理解,坐标系校正方法的运行主体可以是处理器30(图7中展示)。
[0043]
本实施例的坐标系校正方法可以包括以下步骤:
[0044]
步骤s11:获取工件边线21与x轴的第一交点和第二交点。
[0045]
本实施例中,第一交点为工件边线21与x轴的正半轴的交点。第二交点为工件边线21与所述x轴的负半轴的交点。其中,第一交点的y坐标为正数,第二交点的y坐标为负数。
[0046]
可以理解,x坐标为一个点位在加工坐标系中,对应于x轴上的坐标值。y坐标为一个点位在加工坐标系中,对应于y轴上的坐标值。
[0047]
步骤s12:获取工件边线21与y轴的第三交点和第四交点。
[0048]
本实施例中,第三交点为工件边线21与y轴的正半轴的交点。第四交点为工件边线21与所述x轴的负半轴的交点.其中,第三交点的x坐标为正数,第四交点的x坐标为负数。可以理解,第一交点和第二交点分别位于工件边线21上两相对的边上,第三交点和第四交点分别位于工件边线21另两相对的边上。
[0049]
请一并参照图2,示例的,第一交点和第二交点可以分别位于工件边线21两短边上。第三交点和第四交点可以分别位于工件边线21两长边上。第一交点可以为如图2所示的a点,第二交点可以为如图2所示的b点。第三交点可以为如图2所示的c点,第四交点可以为如图2所示的d点。坐标原点可以为图2所示的o点。
[0050]
步骤s13:根据工件边线21的偏转方向,在工件边线21上确定角度基准点。
[0051]
可以理解,工件边线21的偏转方向等同于工件图像20及矩形工件的偏转方向。工
件边线21的偏转方向包括顺时针方向和逆时针方向。
[0052]
可以理解,对矩形工件进行加工时,操作人员可以在矩形工件的加工场景中预设矩形工件在加工场景中的摆放形态。本实施例中,矩形工件预设的摆放形态为几何中心与坐标原点重合,x轴与工件边线21两短边的中线重合,y轴与工件边线21两长边的中线重合。
[0053]
可以理解,为了避免矩形工件摆放在指定工位时,相对于预设的摆放形态产生过大角度的偏移或偏转,加工场景中可以设置有粗定位机构(图中未展示)。
[0054]
例如,矩形工件可以是电子设备的外壳。粗定位机构可以是定位销(图中未展示)。当矩形工件摆放于指定工位时,定位销穿设位于矩形工件上的定位孔(图中未展示)。定位销与定位孔的配合限制了矩形工件过大的偏移或偏转。
[0055]
又例如,矩形工件电子设备的电子部件。粗定位机构可以是定位托块(图中未展示)。定位托块上开设有定位槽(图中未展示)。当矩形工件摆放于指定工位时,矩形工件的四角处进入定位槽。定位槽限制了矩形工件过大的偏移或偏转。
[0056]
可以理解,在粗定位机构的粗定位下,可以避免矩形工件发生超过90度的偏转。因此,在对矩形工件进行图像识别时,可以结合工件边线21和加工坐标系10,通过确定第一中线22与x轴的相对关系,第二中线23与y轴的相对关系,以及几何中心与坐标原点的相对关系,从而确定工件边线21的偏转方向。
[0057]
示例的,当几何中心位于加工坐标系10的第一象限,第二中线23与x轴相交于x轴的负半轴,第一中线22与y轴相交于y轴的正半轴时,可以确定工件边线21的偏转方向为顺时针方向。
[0058]
示例的,当几何中心位于加工坐标系10的第一象限,第二中线23与x轴相交于x轴的正半轴,第一中线22与y轴相交于y轴的负半轴时,可以确定工件边线21的偏转方向为逆时针方向。
[0059]
示例的,当几何中心位于加工坐标系10的第四象限,第二中线23与x轴相交于x轴的正半轴,第一中线22与y轴相交于y轴的负半轴时,可以确定工件边线21的偏转方向为逆时针方向。
[0060]
请参阅图3,一些实施例中,根据工件边线21的偏转方向,在工件边线21上确定角度基准点的方法可以包括以下步骤s31至s33:
[0061]
步骤s31:获取工件边线21的偏转方向。
[0062]
可以理解,通过确定第一中线22与x轴的相对关系,以及第二中线23与y轴的相对关系,几何中心和坐标原点的相对关系,可以确定工件边线21的偏转方向是否为逆时针方向。具体确定方法可以参照上文所述的实施例,在此不再赘述。
[0063]
本实施例中,若工件边线21的偏转方向为顺时针方向,则在加工坐标系10的第一象限或第三象限确定角度基准点;若工件边线21的偏转方向为逆时针方向,则在加工坐标系10的第二象限或第四象限确定角度基准点。
[0064]
本实施例中,可以在工件边线21的长边上确定角度基准点。在确定角度基准点时,需防止工件边线21长边在加工坐标系10的指定象限内的部位长度不足,而难以定位基准点的情况。在不考虑几何中心的情况下,当工件边线21的偏转方向为顺时针方向时,工件边线21的两长边中,至少一个长边在第一象限或第三象限中之一中的部位的长度明确大于该长边的在另一部位的长度。在不考虑几何中心的情况下,当工件边线21的偏转方向为逆时针
方向时,工件边线21的两长边中,至少一个长边在第二象限或第四象限中之一中的部位的长度明确大于该长边的在另一部位的长度。因此,当工件边线21的偏转方向为顺时针方向时,可以在加工坐标系10的第一象限或第三象限确定角度基准点;且当工件边线21的偏转方向为逆时针方向时,则在加工坐标系10的第二象限或第四象限确定角度基准点,以减少角度基准点难以定位的情况,提高坐标系校正的准确度。
[0065]
步骤s32:获取几何中心在加工坐标系10中所在的象限。
[0066]
可以理解,通过几何中心与x轴、y轴和坐标原点的相对关系,可以确定几何中心在加工坐标系10中所在的象限。例如,几何中心位于x轴的负半轴区域,且位于y轴的负半轴区域时,可以确定几何中心位于加工坐标系10中的第三象限。
[0067]
可以理解,若几何中心位于加工坐标系10中的第二象限或第三象限,则可以在加工坐标系10的第二象限或第三象限确定角度基准点的位置;若几何中心位于加工坐标系10中的第一象限或第四象限,则可以在加工坐标系10的第一象限或第四象限确定角度基准点的位置。
[0068]
可以理解,在不考虑工件边线21偏转方向的情况下,当几何中心位于x轴的负半轴区域时,工件边线21中至少一个长边在第二象限或第三象限中之一中的部位的长度明确大于该长边的在另一部位的长度。在不考虑工件边线21偏转方向的情况下,当几何中心位于x轴的正半轴区域时,工件边线21中至少一个长边在第一象限或第四象限中之一中的部位的长度明确大于该长边的在另一部位的长度。因此,当几何中心位于加工坐标系10的第二象限或第三象限时,可以在加工坐标系10的第二象限或第三象限确定角度基准点;且当几何中心位于加工坐标系10的第一象限或第四象限时,则在加工坐标系10的第一象限或第四象限确定角度基准点,以减少角度基准点难以定位的情况,提高坐标系校正的准确度。
[0069]
示例的,几何中心可以是如图2所示的s点。
[0070]
步骤s33:结合工件边线21的偏转方向和几何中心在加工坐标系10中所在的象限,确定角度基准点所在位置。
[0071]
本实施例中,可以根据以下规则确定角度基准点所在位置:
[0072]
当工件边线21的偏转方向为顺时针方向,且几何中心位于加工坐标系10的第一象限或第四象限时,即几何中心位于x轴的正半轴区域时,确定角度基准点位于工件边线21中第三交点所在的边上,且角度基准点位于第一象限;
[0073]
当工件边线21的偏转方向为顺时针方向,且几何中心位于加工坐标系10的第二象限或第三象限时,即几何中心位于x轴的负半轴区域时,确定角度基准点位于工件边线21中第四交点所在的边上,且角度基准点位于第三象限;
[0074]
当工件边线21的偏转方向为逆时针方向,且几何中心位于加工坐标系10的第一象限或第四象限时,即几何中心位于x轴的正半轴区域时,确定角度基准点位于工件边线21中第三交点所在的边上,且角度基准点位于第四象限;
[0075]
当工件边线21的偏转方向为逆时针方向,且几何中心位于加工坐标系10的第二象限或第三象限时,即几何中心位于x轴的负半轴区域时,确定角度基准点位于工件边线21中第三交点所在的边上,且角度基准点位于第二象限。
[0076]
可以理解,当工件边线21的偏转方向为顺时针方向时,工件边线21中第三交点所在的边位于第一象限内的长度,及第四交点所在的边位于第三象限内的长度均增加。此时,
若几何中心位于x轴正半轴区域,则第三交点所在的边位于第一象限内的长度进一步增加,第四交点所在的边位于第三象限内的长度减少。若几何中心位于x轴负半轴区域,则第三交点所在的边位于第一象限内的长度减少,第四交点所在的边位于第三象限内的长度进一步增加。因此,当工件边线21的偏转方向为顺时针方向时,若几何中心位于x轴正半轴区域,可以将角度基准点设置于工件边线21中第三交点所在的边位于第一象限的部分上;若几何中心位于x轴负半轴区域,可以将角度基准点设置于工件边线21中第四交点所在的边位于第三象限的部分上,以提高角度基准点定位的方便性。
[0077]
可以理解,当工件边线21的偏转方向为逆时针方向时,工件边线21中第三交点所在的边位于第二象限内的长度,及第四交点所在的边位于第四象限内的长度均增加。此时,若几何中心位于x轴正半轴区域,则第三交点所在的边位于第二象限内的长度减少,第三交点所在的边位于第四象限内的长度进一步增加。若几何中心位于x轴负半轴区域,则第三交点所在的边位于第二象限内的长度进一步增加,第四交点所在的边位于第四象限内的长度减少。因此,当工件边线21的偏转方向为逆时针方向时,若几何中心位于x轴正半轴区域,可以将角度基准点设置于工件边线21中第四交点所在的边位于第四象限的部分上;若几何中心位于x轴负半轴区域,可以将角度基准点设置于工件边线21中第三交点所在的边位于第二象限的部分上,以提高角度基准点定位的方便性。
[0078]
示例的,角度基准点可以是如图2所示的r点。
[0079]
一种实现方式中,在工件边线21上确定角度基准点的流程是处理器30运行步骤s31至s33实现的。另一种实现方式中,在工件边线21上确定角度基准点的流程可以是操作人员人为在工件边线21上标定的。本技术的实施例对此不作限定。
[0080]
步骤s14:根据角度基准点的坐标与第三交点的坐标,或角度基准点与第四交点的坐标,计算几何中心的偏转角度。
[0081]
可以理解,几何中心的偏转角度等同于工件边线21的偏转角度,即等同于工件图像和矩形工件的偏转角度。几何中心的偏转角度可以为几何中心与x轴正半轴延伸方向的夹角角度。几何中心的偏转角角度,可以等于第三交点与角度基准点连线在加工坐标系10中的偏转角度,或等于第四交点与角度基准点连线在加工坐标系10中的偏转角度。
[0082]
本实施例中,根据角度基准点所在位置的不同,可以对应以不同的公式计算偏转角度。可以根据以下规则确定计算偏转角度的计算公式:
[0083]
若角度基准点位于加工坐标系10的第一象限,角度基准点与第三交点位于工件边线21的同一边上,则根据第三交点的x坐标c
x
和y坐标cy,以及角度基准点的x坐标r
x
和y坐标ry计算偏转角度θ,计算公式为θ=arctan[r
y-cy/r
x-c
x
];
[0084]
若角度基准点位于加工坐标系10的第二象限,角度基准点与第三交点位于工件边线21的同一边上,则根据第三交点的x坐标c
x
和y坐标cy,以及角度基准点的x坐标r
x
和y坐标ry计算偏转角度θ,计算公式为θ=arctan[c
y-ry/c
x-r
x
];
[0085]
若角度基准点位于加工坐标系10的第三象限,角度基准点与第四交点位于工件边线21的同一边上,则根据第四交点的x坐标d
x
和y坐标dy,以及角度基准点的x坐标r
x
和y坐标ry计算偏转角度θ,计算公式为θ=arctan[r
y-dy/r
x-d
x
];
[0086]
若角度基准点位于加工坐标系10的第三象限,角度基准点与第四交点位于工件边线21的同一边上,则根据第四交点的x坐标d
x
和y坐标dy,以及角度基准点的x坐标r
x
和y坐标ry
计算偏转角度θ,计算公式为θ=arctan[d
y-ry/d
x-r
x
]。
[0087]
可以理解,在确定角度基准点的位置时,处理器30可以同时确定角度局准点的坐标。在获取第一交点、第二交点、第三交点和第四交点时,处理器30可以同时确定第一交点、第二交点、第三交点和第四交点的坐标。
[0088]
步骤s15:根据第一交点、第二交点、第三交点和第四交点的坐标,计算几何中心的坐标。
[0089]
请参阅图4,一些实施例中,计算几何中心的坐标的方法可以包括以下步骤:
[0090]
步骤s41:获取x轴与第二中线23的第五交点。
[0091]
步骤s42:获取y轴与第一中线22的第六交点。
[0092]
可以理解,第五交点和第六交点所在的区域,与几何中心在加工坐标系10中所在的象限相关。例如,当几何中心位于第一象限时,第五交点位于x轴正半轴上,第六交点位于y轴正半轴上。
[0093]
步骤s43:获取第五交点在y轴的延伸方向上的延长线,及第六交点在x轴的延伸方向上的延长线的第七交点。
[0094]
可以理解,第五交点在y轴延伸方向上的延长线,为函数x=e
x
的图像,其中,e
x
为第五交点的x坐标。第六交点在x轴延伸方向上的延长线,为函数y=fy的图像,其中,fy为第六交点的y坐标。根据第五交点和第六交点的坐标,处理器30可以同时确定第七交点的坐标。第七交点的坐标为(e
x
,ey)。
[0095]
请一并参阅图5,示例的,第五交点可以是如图5所示的e点,第六交点可以是如图5所示的f点,第七交点可以是如图5所示的g点。
[0096]
步骤s44:根据第五交点、第六交点、第七交点和坐标原点建立辅助边线11。
[0097]
可以理解,以第五交点、第六交点、第七交点和坐标原点为四个端点。建立的辅助边线11为矩形。
[0098]
如图5所示,可以理解,几何中心s为第一中线22与第二中线23的交点,第五交点e为x轴与第二中线23的交点,第六交点f为y轴与第一中线22的交点。因此,∠fse=90
°
。同时,辅助边线11为矩形,∠fge=∠foe=∠oeg=∠gfo=90
°
。因此,∠fse、∠fge、∠foe、∠oeg和∠gfo均为同一圆上的圆周角,第五交点e、第六交点f、第七交点g、坐标原点o和几何中心s为同一辅助圆12上的点。辅助圆12心为辅助边线11两对角线的交点t。
[0099]
步骤s45:根据第五交点的坐标、第六交点的坐标、第七交点的坐标及偏转角度,计算几何中心的坐标。
[0100]
请参阅图6,一些实施例中,根据第五交点的坐标、第六交点的坐标、第七交点的坐标及偏转角度,计算几何中心的坐标的方法可以包括以下步骤:
[0101]
步骤s61:根据第一交点、第二交点、第三交点和第四交点的坐标,计算第七交点的坐标,其中,第七交点的x坐标为第一交点的x坐标与第二交点的x坐标之和的二分之一,第七交点的y坐标为第三交点的y坐标与第四交点的y坐标之和的二分之一。
[0102]
可以理解,第五交点e为第一交点a与第二交点b连线的中点。第七交点的x坐标g
x
等于第五交点的x坐标e
x
。因此,第七交点的x坐标g
x
可以根据第一交点的x坐标a
x
和第二交点的x坐标b
x
计算所得,计算公式为g
x
=(a
x
+b
x
)/2。
[0103]
可以理解,第六交点f为第三交点c与第四交点d连线的中点。第七交点的y坐标gy等于第六交点的y坐标fy。因此,第七交点的y坐标gy可以根据第三交点的y坐标gy和第四交点的y坐标dy计算所得,计算公式为gy=(cy+dy)/2。
[0104]
步骤s62:确定所述第七交点的x坐标g
x
是否小于0,若不小于0则进入步骤s63;若小于0则进入步骤s64。
[0105]
步骤s63:若第七交点的x坐标g
x
不小于0,则根据第七交点的x坐标g
x
和y坐标gy,以及偏转角度θ计算几何中心的x坐标s
x
及y坐标sy,计算公式为,计算公式为,计算公式为,计算公式为
[0106]
如图5所示,可以理解,在辅助圆12中,fe和og为辅助圆12的两条直径,ts为辅助圆12的半径。因此,根据公式可以确定ts的长度。
[0107]
由于∠sfg为弦sg对应的圆周角,∠stg为弦sg对应的圆心角;且由于几何中心s与x轴正半轴延伸方向的夹角与∠sfg为同位角,几何中心s与x轴正半轴延伸方向的夹角的角度为几何中心s的偏转角度。因此,∠stg=2∠sfg=2θ。
[0108]
确定以辅助圆12的圆心t为起点,沿x轴正半轴的延伸方向延伸的延伸线,与以几何中心s为起点,沿y轴负半轴的延伸方向延伸的延伸线的交点为第八交点h,∠sht=90
°
。由于∠sth=∠goe+∠sth,∠goe=arctan(gy/g
x
)。因此,∠sth=arctan(gy/g
x
)+2θ。
[0109]
由于th=ts
×
cos∠sth,hs=ts
×
sin∠sth,且由于几何中心的x坐标s
x
=g
x
/2+th,y坐标sy=gy/2+hs。因此,最终/2+hs。因此,最终
[0110]
步骤s64:若第七交点的x坐标g
x
小于0,则根据第七交点的x坐标g
x
和y坐标gy,以及偏转角度θ计算,几何中心的x坐标s
x
及y坐标sy,计算公式为,计算公式为,计算公式为,计算公式为
[0111]
如图5所示,可以理解,由于反正切值的计算结果范围为-90
°
至90
°
,因此当第七交点g的x坐标小于0时,即第七交点位于x轴负半轴区域时,需在公式中arctan(gy/g
x
)后再加180
°
,以提高计算结果的准确性。
[0112]
可以理解,计算获得几何中心的坐标及偏转角度后,处理器30可以根据几何中心的坐标及偏转角度调节加工坐标系10的位置,使几何中心与坐标原点重合,x轴与第一中线22重合且y轴与第二中线23重合。
[0113]
请参阅图7,图7为本技术实施例公开的一种工业设备100的示意图。
[0114]
一些实施例中,工业设备100可以包括处理器30、存储器40和通信接口50。
[0115]
处理器30、存储器40和通信接口50可以通过通信总线连接并完成相互间的通信。
[0116]
处理器30可以是通用中央处理器(cpu)、微处理器、特定应用集成电路
(application-specific integrated circuit,asic)、或一个或多个用于控制以上方案程序执行的集成电路。
[0117]
存储器40可以是只读存储器(read-only memory,rom)或可存储静态信息和指令的其他类型的静态存储设备,随机存取存储器(random access memory,ram)或者可存储信息和指令的其他类型的动态存储设备,也可以是电可擦可编程只读存储器(electrically erasable programmable read-only memory,eeprom)、只读光盘(compact disc read-only memory,cd-rom)或其他光盘存储、光碟存储(包括压缩光碟、激光碟、光碟、数字通用光碟、蓝光光碟等)、磁盘存储介质或者其他磁存储设备、或者能够用于携带或存储具有指令或数据结构形式的期望的程序代码并能够由计算机存取的任何其他介质,但不限于此。存储器40可以是独立存在,通过总线与处理器30相连接。存储器40也可以和处理器30集成在一起。
[0118]
通信接口50用于与其他设备或通信网络通信,如以太网,无线接入网(ran),无线局域网(wireless local area networks,wlan)等。
[0119]
其中,存储器40用于存储执行以上方案的应用程序代码,并由处理器30来控制执行。处理器30用于执行存储器40中存储的应用程序代码。存储器40存储的代码可执行图1至图6中所描述的坐标系校正方法的部分或全部步骤。
[0120]
图7所示的工业设备100,可以通过在工件边线21上确定五个点的坐标后,根据五个点的坐标计算得出几何中心的坐标和偏转角度,处理器30可以根据处理器30可以根据几何中心的坐标及偏转角度调节加工坐标系10的位置,使几何中心与坐标原点重合,x轴与第一中线22重合且y轴与第二中线23重合。提高了对矩形工件加工的准确性。
[0121]
基于同一构思,本技术实施例还提供一种存储介质,存储介质包括计算机指令,当计算机指令在工业设备100上运行时,使得工业设备100执行本技术实施例提供的坐标系校正方法。
[0122]
对于本领域技术人员而言,显然本技术不限于上述示范性实施例的细节,而且在不背离本技术的精神或基本特征的情况下,能够以其他的具体形式实现本技术。因此,无论从哪一点来看,均应将本技术上述的实施例看作是示范性的,而且是非限制性的,本技术的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化涵括在本技术内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1